RP-1_使用说明书.pdf - 第83页
第 4 章 操作篇 4-5. 编辑机型 数据 23 4 基板数据 2 选项卡 设定工作台装置 。 (a) 基板前靠 选择 [是] 时,基板固 定之前,后方 的输送带向前 方移动,修正 基板倾斜。 (b) 按压基板 边缘 选择 [有] 时,基板固 定之前,按压 基板前方与后 方的边缘,修 正基板翘曲。 (c) 按压基板 中央 基板固定之前, 按压基板中央 ,修正基板翘 曲。根据基 板大小,选择[ 单一](使用 1 根基板 中央压 杆)…
第 4 章 操作篇
4-5.
编辑机型数据
22
4-5. 编辑机型数据
关于印刷基板的信息被注册到机型数据中。
从主菜单中选择[编辑机型数据],显示当前所选机型数据的编辑菜单。
4-5-1.
基板数据
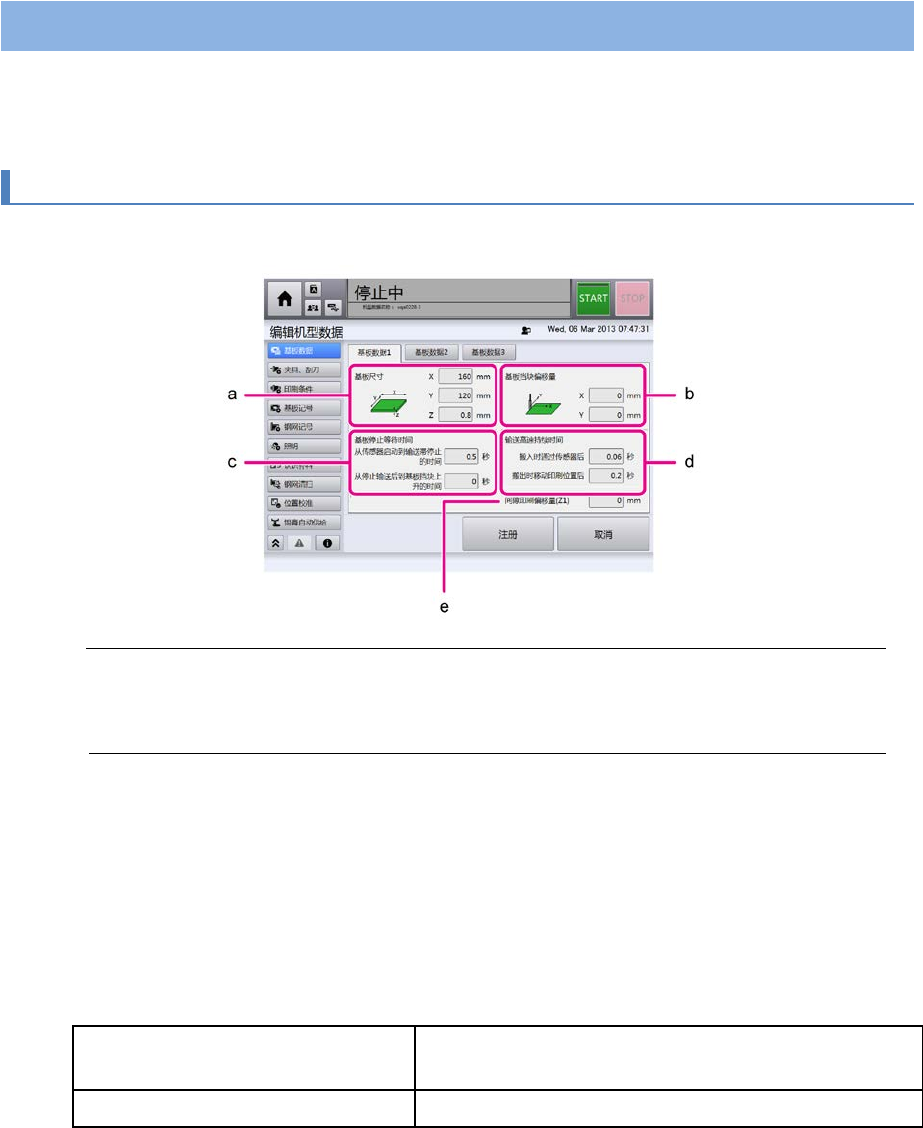
基板数据 1 选项卡
Tips
•
用软数字键盘输入数值。如果软数字键盘已关闭,请触摸输入栏。会再次显示软数字
键盘。可输入的数值范围显示在软数字键盘上。
(a) 基板尺寸
输入基板外形(纵横)和厚度的数值。根据该输入值设定让基板停止的位置、输送带的搬送宽
度、TZ2 轴的高度。
(b) 基板挡块偏移量
因基板切口等原因而要更改基板挡块位置时,使用此功能。
(c) 基板停止等待时间
如果基板被固定的位置不稳定,调整该数值。
从传感器启动到输送帯停止的时间 输入位于挡块前方的传感器检测到基板通过后,输送带
停止前的时间。
从停止输送后到基板挡块上升的时间
输入输送带停止后,基板挡块上升前的时间。
(d) 输送高速持续时间
输入输送带速度保持高速驱动的时间。设定搬入时通过传感器后的时间、搬出时移动印刷位置
后的时间。
(e) 间隙印刷偏移量(Z1)
输入使用低粘性锡膏进行印刷时钢网与基板的间隔。
第 4 章 操作篇
4-5.
编辑机型数据
23
4
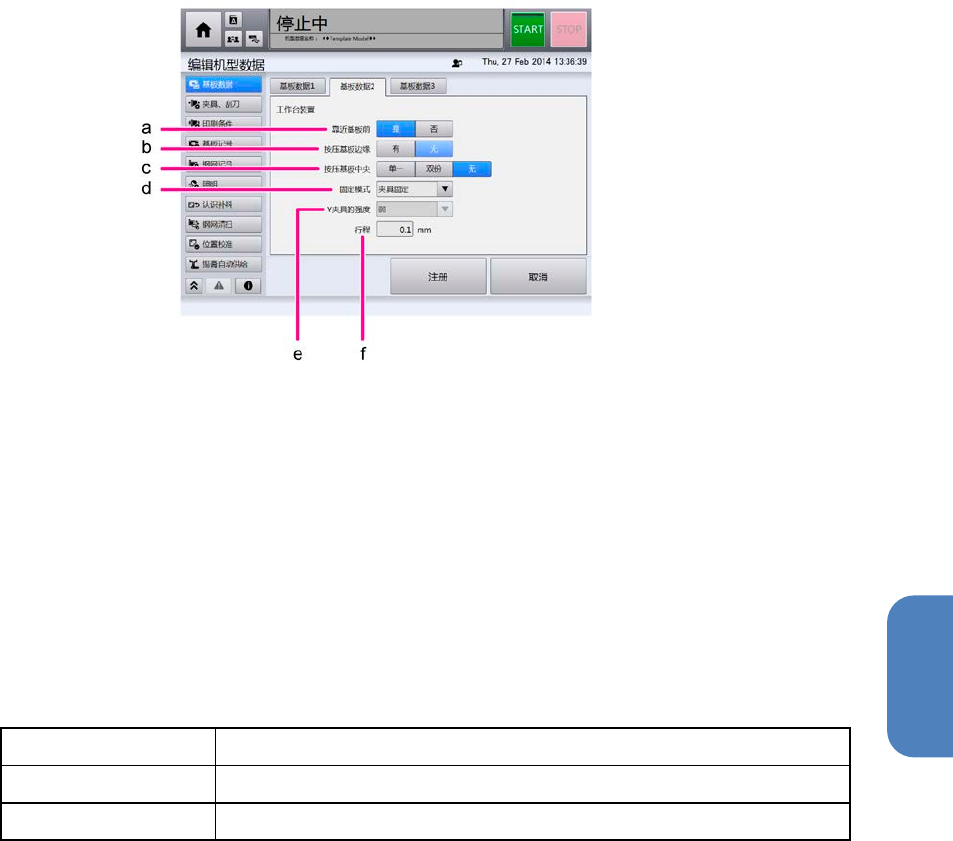
基板数据 2 选项卡
设定工作台装置。
(a) 基板前靠
选择[是]时,基板固定之前,后方的输送带向前方移动,修正基板倾斜。
(b) 按压基板边缘
选择[有]时,基板固定之前,按压基板前方与后方的边缘,修正基板翘曲。
(c) 按压基板中央
基板固定之前,按压基板中央,修正基板翘曲。根据基板大小,选择[单一](使用 1 根基板
中央压杆)或[双份](使用 2 根基板中央压杆)。 选择[无]时,不进行该动作。
(d) 固定模式
指定基板的固定方法。
吸附 用空气吸附固定。
夹具固定 用输送带轨道夹持固定。
吸附+夹具固定 用吸附和夹具固定两种方法固定。
(e) Y 夹具的强度
显示 Y 夹具固定动作的强度(扭矩大小)。 进行固定后使用。
(f) 行程
指定 Y 夹具固定的行程。让后方的输送带轨道移动到从基板尺寸 Y 位置设定的位置。但是,
如果阻力超过 Y 夹具固定强度,会在行程途中停止。
可设定的行程值范围视用户级别而异。
用户级别为[操作员]时:0.0 mm ~ 0.3 mm
用户级别在[操作员]以外时:0.0 mm ~ 1.0 mm
此功能仅当在[固定模式]中选择[夹具固定]或[吸附+夹具固定]时有效。另外,进行
[基板前靠]时也会反映此处的设定。
第 4 章 操作篇
4-5.
编辑机型数据
24
基板数据 3 选项卡
设定基板固定后进行的按压基板中央位置(偏移量)。
使用 1 根基板中央压杆来修正基板翘曲时选择[单一],使用 2 根时选择[双份]。
不使用基板翘曲修正用的基板中央压杆时,选择[无]。 可设定[位置 1]~[位置 3] 3 次修正。
在 X 与 Y 中输入按压位置(距基板中央的距离)。
4-5-2.
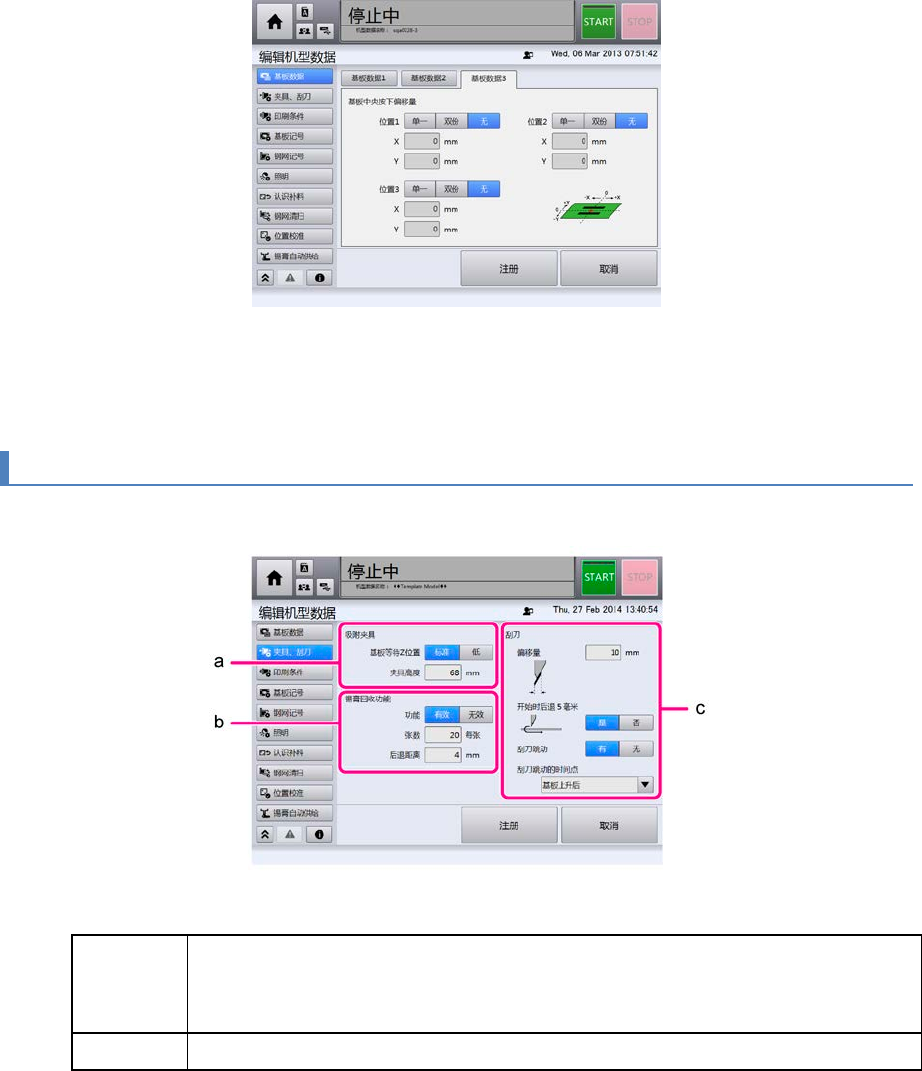
夹具、刮刀
从画面左侧的子菜单中选择[夹具、刮刀],显示如下画面。
(a) 吸附夹具
基板等待
Z 位置
选择等待基板时的吸附夹具高度。
通常选择[标准],当传感器将吸附夹具错误识别为基板到达时,选择[低]。
将吸附夹具的待机位置设定为低于[标准]的位置,防止传感器错误识别。
夹具高度 设定所用吸附夹具的高度。
(b) 锡膏回收功能
选择是否启用从刮刀回收滴落到钢网上的锡膏的功能。 若设为[有效],设定每印刷多少张基
板后执行锡膏回收功能。由于刮刀是从比正常位置后退的位置开始动作,同时也要指定该距离
(后退距离)。