RP-1_使用说明书.pdf - 第146页
第 4 章 操作篇 4-11. 系统设定 86 (c) 同时搬入 搬出 设定为 [有] ,与基板 的搬入搬出同 时进 行。 可用于 缩 短生 产 时间 。在子菜单 的[选项]上 [输送回切] 变为[有] 的设定时, 优先进行输送 带的转向。 选择了[确认基 板搬出]中的 [检测传感器 ]时 ,不能 选择 [ 有] 。 (d) 检测输送 宽度调整障碍 物 往输送 带宽 度收窄的方向移 动时 , 检测 到备 用夹具等障 碍物会停止。 (e)…
第 4 章 操作篇
4-11.
系统设定
85
4
设定 1 选项卡
(a) 各刮刀的印刷偏移量的修正值
分别输入后方刮刀从后方往前方移动时 (刮刀后方),或前方刮刀从前方往后方移动 (刮刀前方)
时的偏移量值 (X、Y)。
Tips
•
印刷时叠加的偏移量值为以下 4 个项目。
- [编辑机型数据]-[印刷条件]-[印刷偏移量]
- [编辑机型数据]-[印刷条件]-[各刮刀的印刷偏移量的修正值]
- [系统设定]-[系统设定项目]-[各刮刀的印刷偏移量的修正值]
- [系统设定]-[印刷位置]-[印刷偏移量]
(b) 刮刀动作
刮刀跳动速度 设定刮刀从印刷完成位置移动到下一印刷开始位置时的速度。
清扫后刮刀跳动 选择在钢网清扫后的第 1 次印刷动作中,执行以下哪一项。
有:刮刀动作开始前,与正常状态下一样,让刮刀跳到锡膏位置。
无:刮刀从停止的位置开始动作。
清扫后刮刀后退距离 设定在钢网清扫后第 1 次的印刷动作中,刮刀动作开始前后退行程
的距离。用于刮取从刮刀上滴落的锡膏。
循环停止后的刮刀位置 停止自动运行时,如刮刀上升至最高处时,选择[上]。若要控制
附着在刮刀上的锡膏劣化,选择[中]。通过降低刮刀的上升高
度,可减少附着在刮刀上的锡膏与外部空气接触的表面积,从而控
制锡膏劣化。
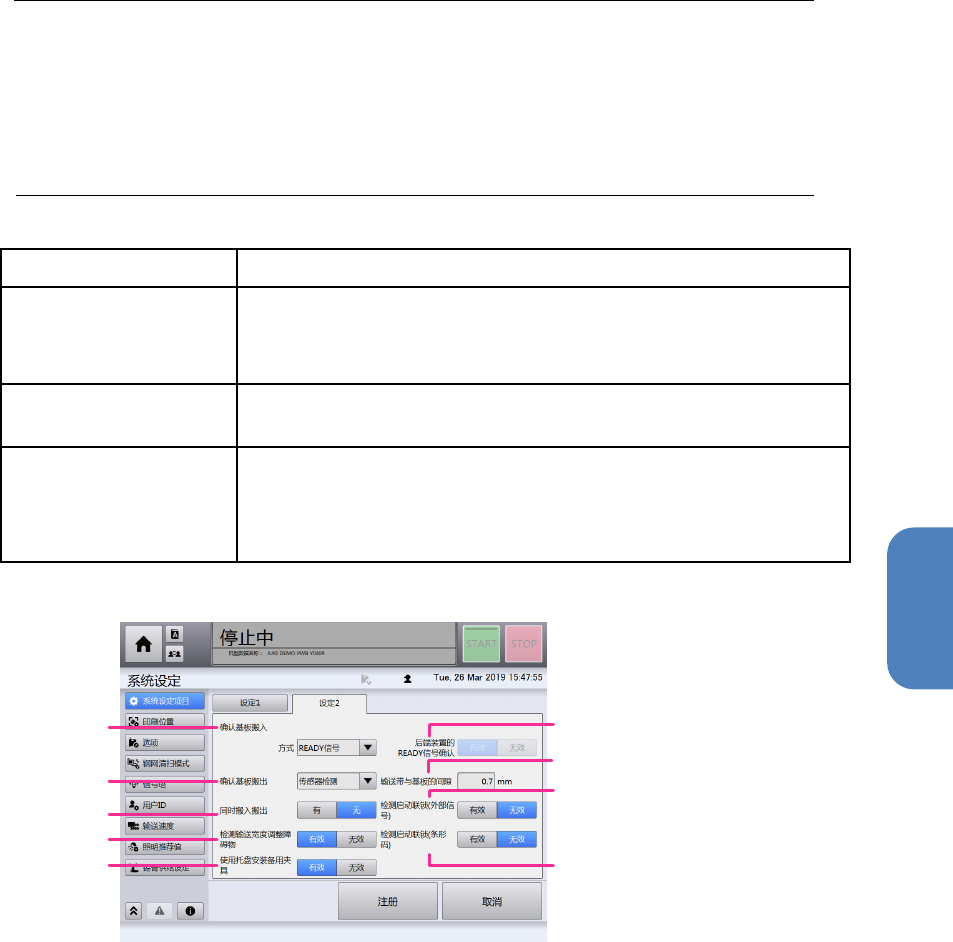
设定 2 选项卡
(a) 确认基板搬入
选择基板搬入时与前工序机器的衔接条件。
(b) 确认基板搬出
选择基板搬出时与后工序机器的衔接条件。
g
h
a
b
c
d
i
e
f
第 4 章 操作篇
4-11.
系统设定
86
(c) 同时搬入搬出
设定为[有],与基板的搬入搬出同时进行。可用于缩短生产时间。在子菜单的[选项]上
[输送回切]变为[有]的设定时,优先进行输送带的转向。
选择了[确认基板搬出]中的[检测传感器]时,不能选择[有]。
(d) 检测输送宽度调整障碍物
往输送带宽度收窄的方向移动时,检测到备用夹具等障碍物会停止。
(e) 后端装置的 READY 信号确认
设定为[有效]后,当后工序机器变为可搬入基板的状态时,允许从前工序机器搬入基板。
Tips
•
用后工序机器检查时可能会用到。
(f) 输送带与基板的间隙
输送带的宽度调整为基板宽度加上此处输入数值后的值。
(g) 检测启动联锁(外部信号)
以外部信号输出正面盖板与钢网夹具的状态。另外,检测是否可开始自动运行的信号,并根据
该信号进行自动运行开始的联锁。
用户使用例
正面盖板打开时,或钢网夹具被解除时,确认锡膏及钢网(条形码确认等),确认完成后输出
自动运行确认的许可信号。
(h) 检测启动联锁(条形码)
以代码输出正面盖板与钢网夹具的状态。
(i) 使用托盘安装备用夹具
设定为[有效]后,在打印准备中安装备份治具时,输送宽度会一直延伸到最里面。
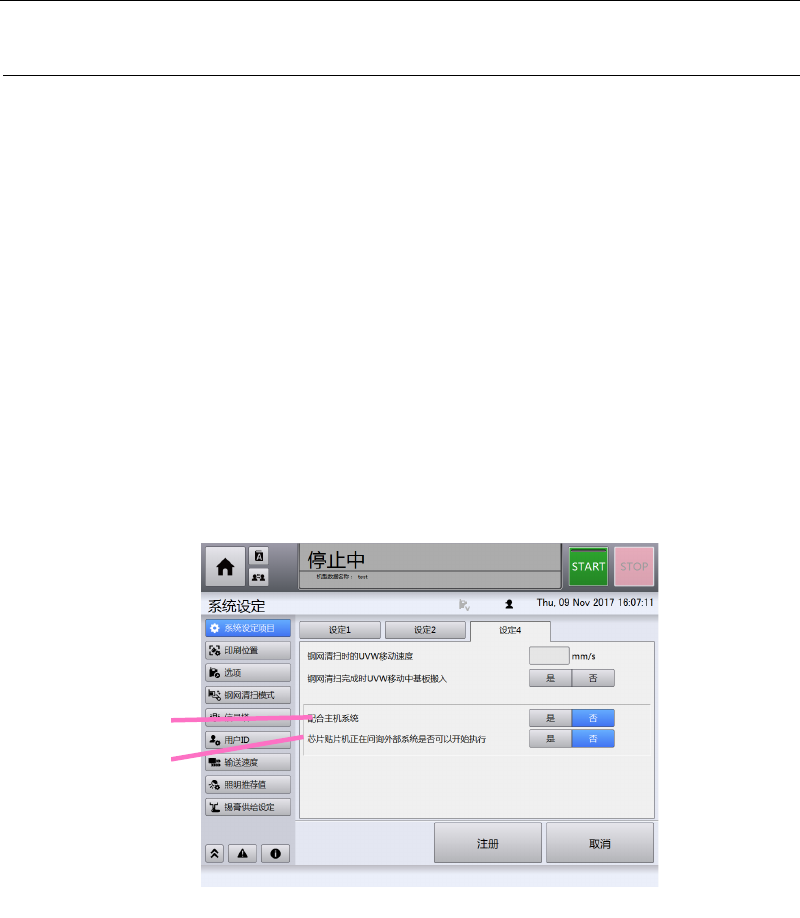
设定 4 选项卡
(a) 配合主机系统。
选择是否使用网络使用系统。
(b) 对主机系统询问是否可以执行启动。
在生产开始时,选择是否询问上位系统是否可以启动
a
b
第 4 章 操作篇
4-11.
系统设定
87
4
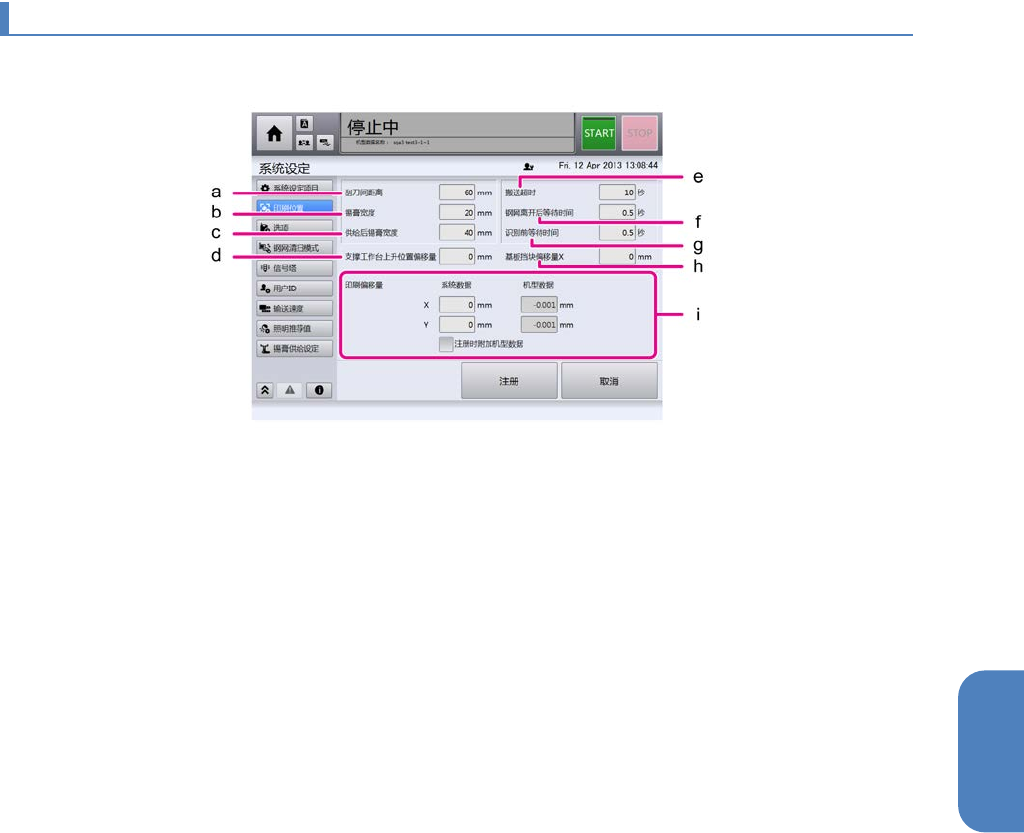
4-11-2.
印刷位置
从画面左侧的子菜单中选择[印刷位置],显示如下画面。
(a) 刮刀宽度
设定 2 个刮刀之间的距离。
(b) 锡膏宽度
设定印刷时的锡膏宽度。刮刀的移动范围因该设定发生变化。
(c) 供给后锡膏宽度
设定供给锡膏后第一次印刷时的锡膏宽度。刮刀的移动范围因该设定发生变化。
(d) 备用工作台上升位置偏移
设定基板表面距离输送带表面的高度。该选项用于优化基板与钢网的接触。
(e) 搬送超时
开始搬送,设定以下点的传感器变为 ON 之前的边界待机时间。超过该时间,发生搬送超时错
误。
(f) 钢网离开后等待时间
设定离网后,整个工作台与备用平台开始下降前的时间。
(g) 识别前等待时间
设定相机移动到记号位置后,读入识别用图像前的时间。
该选项用于当驱动相机装置的电机停止后,等待相机装置停止振动。
(h) 基板挡块偏移量 X
设定基板挡块在 X 轴方向上的偏移量值。输入使基板停止在备用平台中央的挡块位置。这里设
定的值加上[编辑机型数据] - [基板数据]的[基板数据 1]选项卡的[基板挡块偏移量]
中设定的 X 值后所得到的值,就是实际的偏移量。