RP-1_使用说明书.pdf - 第180页
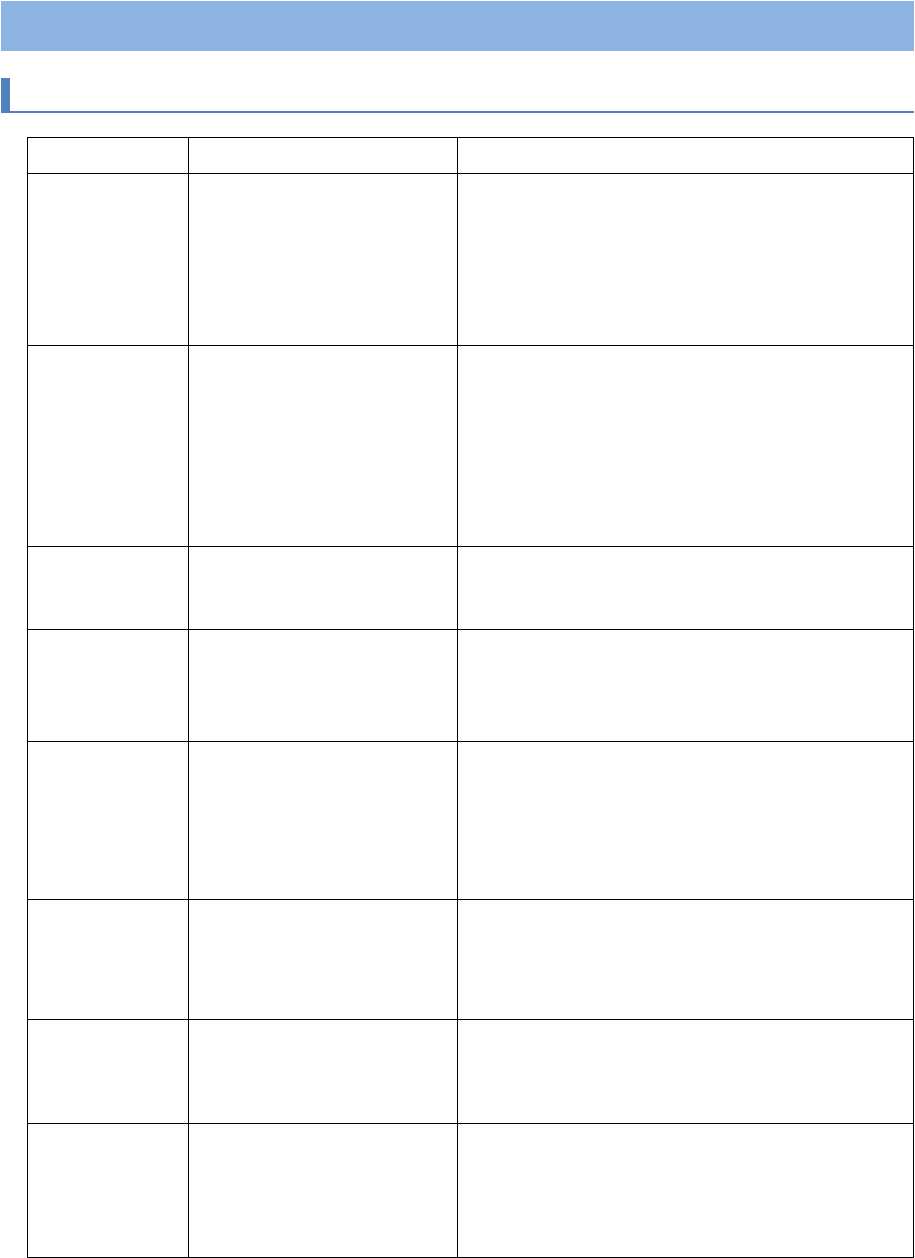
第 6 章 附录 6-1. 故障排除 2 6- 1. 故障排除 6-1- 1 . 主要症状和应对 方法 症状 原因 应对方法 任何一个基板 都会发 生印刷 偏移。 • 印刷偏移量不正 确。 • 重新设定印刷偏 移量。有关详 情,请参阅 “4-7- 3. 印刷偏移量”。 • 修正此画面的偏 移量值。确认 印刷前焊盘 的位置和印刷后 锡膏的位置后 ,对 偏移 进 行修正。 特定基板发生 印刷偏移。 • 标记上存在偏移 。 • 确认是否存在 …

6
第6章 附录
6-1. 故障排除 2
6-2. 安全重要零件列表 13
6-3. 产品安全数据表 15
6-4. 电器装置简图 17
6-5. 空气流动概要图 20
第 6 章 附录
6-1. 故障排除
2
6-1.
故障排除
6-1-1.
主要症状和应对方法
症状
原因
应对方法
任何一个基板
都会发生印刷
偏移。
•
印刷偏移量不正确。
•
重新设定印刷偏移量。有关详情,请参阅
“4-7-3. 印刷偏移量”。
•
修正此画面的偏移量值。确认印刷前焊盘
的位置和印刷后锡膏的位置后,对偏移进
行修正。
特定基板发生
印刷偏移。
•
标记上存在偏移。
•
确认是否存在标记的识别偏差。有关详
情,请参阅“4-9-3. 周期时间”。可以确
认过去 1 周内的标记记录。识别存在偏差
时,参照“4-6-2. 记号的位置注册”,采
取识别的应对方法。
•
确认基板是否已正确固定。
整体出现锡膏
漏点。
•
印刷压力低。
•
刮刀速度快
•
提高印刷压力。
•
降低刮刀速度。
部分出现锡膏
漏点。
•
未均匀安装备份夹
具。
•
刮刀已变形。
•
修正备份夹具的高度。
•
更换刮刀。
桥接
•
罩子与基板之间存在
间隙。
•
锡膏过于柔软。
•
降低印刷压力。
•
降低刮刀速度。
•
降低离网速度。
•
缩短钢网清扫的间隔。
经常渗出。
•
基板未正确固定。
•
钢网背面有脏污。
•
离网速度不合适。
•
正确固定基板。
•
清扫钢网背面。
•
确认离网速度。
钢网清扫后渗
出。
•
清洁溶剂过多溢出。
•
在[编辑机型数据] - [钢网清扫] -
[清扫后等待时间]上进行设定,延长钢
网所粘溶剂变干前的时间。
基板的停止位
置存在偏差。
•
基板未到达挡块。
•
在[编辑机型数据] - [基板数据] -
[基板停止等待时间]上调整基板停止等
待时间的数值。有关详情,请参阅“4-5-
1. 基板数据”。
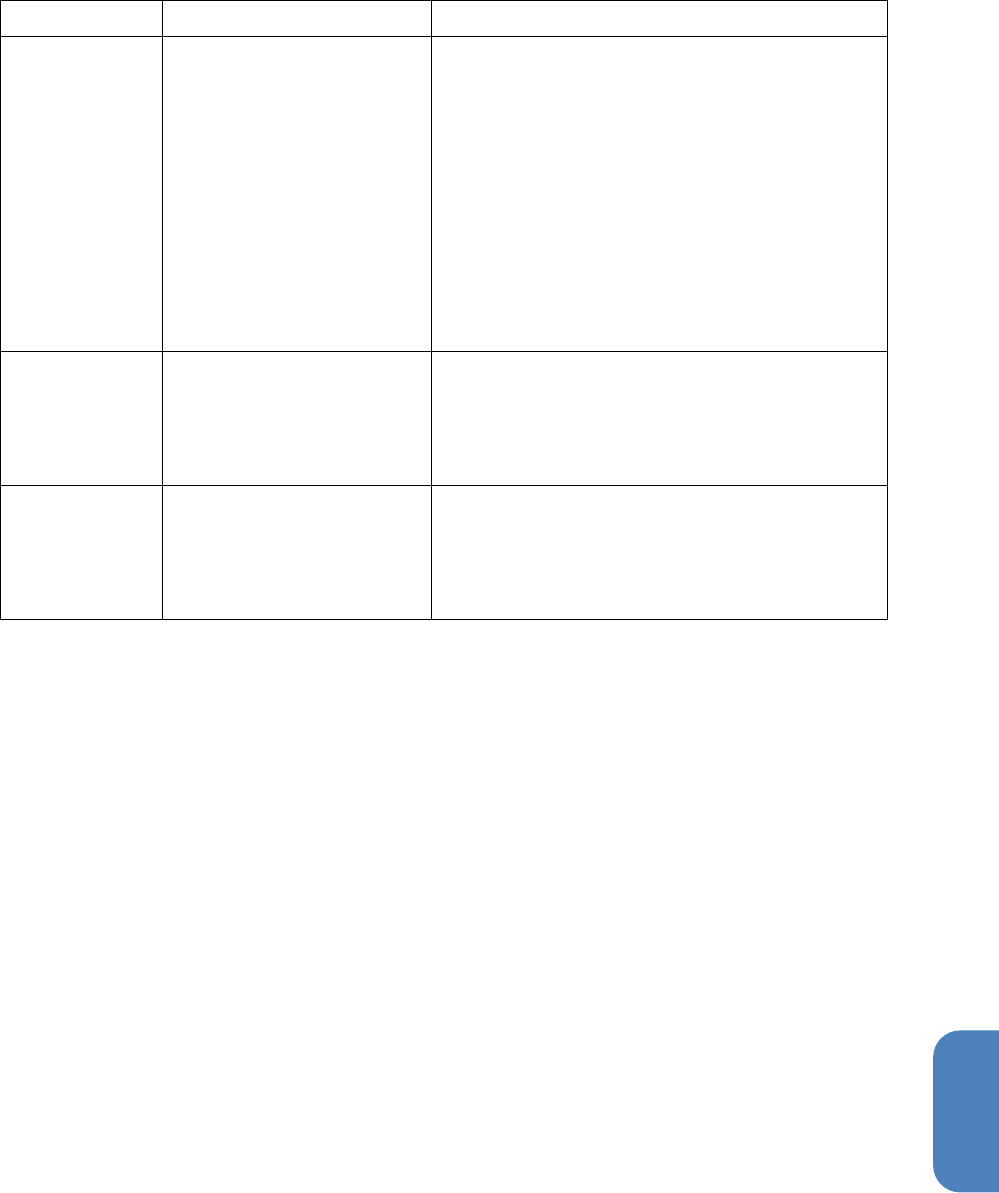
第 6 章 附录
6-1. 故障排除
3
6
症状
原因
应对方法
发生基板搬送
错误。
―
•
请按照以下步骤操作。
1. 触摸[自动运行] - [运行状况] -
[取出基板]。
2. 相机、刮刀移动到退避位置,夹具解除
后,将联锁钥匙转到 OFF 以打开正面盖
板。
3. 取出输送带上的基板。
基板不在输送带上时,确认基板是否掉
落,或者粘贴在网板背面。
显示紧急停止
的错误消息,
本机停止。
•
已按下紧急停止按
钮。
•
触摸[OK]后,伺服开启,可运行。 已触
摸[取消]时,由于伺服为关闭状态,在
解决问题后执行[原点复归]以开启伺
服。
显示气压下降
的错误消息,
本机器停止。
•
空气压力降低。
•
可能是工厂气压变动或过低。将工厂的气
压提升到规定值以上,触摸[OK]后消息
消失。由于伺服已关闭,执行[原点复
归]后开启伺服。