RP-1_使用说明书.pdf - 第86页
第 4 章 操作篇 4-5. 编辑机型 数据 26 4-5-3. 印刷条件 从画面左侧 的子菜 单中选择[印刷条 件],显示如 下画面。 印刷处理选项卡 (a) 印刷压力 分别设定刮刀后 方与刮刀前方 的印刷压力。 (b) 离网 速度 指定离网时基板 下降的速度。 行程 指定离网时基板 下降的距离。 方式 选择离网动作。 匀速:基板以恒 定速度下降。 加速和减速:加 速后,一边减 速一 边让 基板下降。 时间点 选择印刷后基板 离网…
第 4 章 操作篇
4-5.
编辑机型数据
25
4
(c) 刮刀
偏移量 指定从刮刀支架中心到刮刀顶端的偏移量值。
开始时后退5毫米 选择[是],刮刀在接触钢网前会向后方移动 5mm。
刮刀跳动 选择在刮刀进行下一次印刷中的动作,执行以下哪一项。
有:刮刀动作开始前,与正常状态下一样,让刮刀跳到锡膏位置。
无:刮刀从停止的位置开始动作。
此功能也可以在[系统设定] - [系统设定项目] - [设定 1]选项卡
的[清扫后刮刀跳动]中设定。
刮刀跳动的时间点 基板上升后:防止附着在刮刀上的锡膏落下引起印刷不良时,选择此项。
基板上升的同时:以生产节拍优先时,选择此项。
Tips
•
从锡膏自动供给机(选购项)吐出锡膏时,不管刮刀跳动的[有]/
[无]设定如何,
刮刀在不跳动的前提下回收锡膏。
第 4 章 操作篇
4-5.
编辑机型数据
26
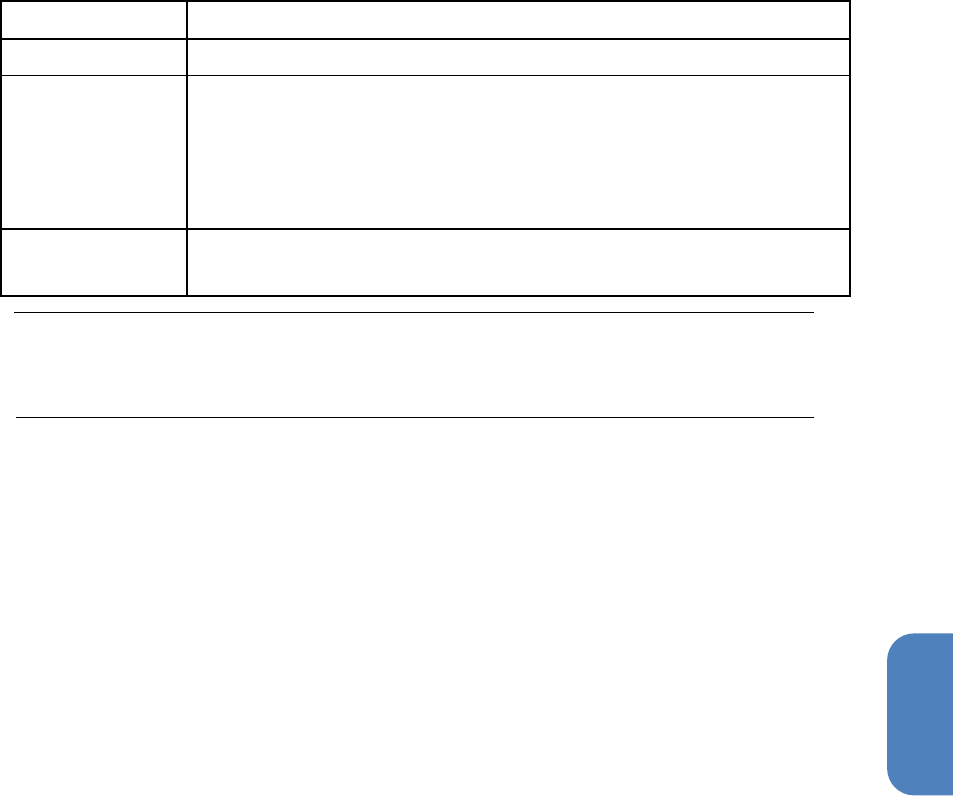
4-5-3.
印刷条件
从画面左侧的子菜单中选择[印刷条件],显示如下画面。
印刷处理选项卡
(a) 印刷压力
分别设定刮刀后方与刮刀前方的印刷压力。
(b) 离网
速度 指定离网时基板下降的速度。
行程 指定离网时基板下降的距离。
方式 选择离网动作。
匀速:基板以恒定速度下降。
加速和减速:加速后,一边减速一边让基板下降。
时间点 选择印刷后基板离网与刮刀上升的顺序。
(c) 锡膏供给的滚动直径
如果锡膏的滚动直径小于设定值,则提醒供给锡膏。
使用锡膏自动供给机(选购)时可自动供给。
(d) 检测印刷后图像
使用钢网位置注册功能(选项)时,选择[有效]。
(e) 刮刀
速度 输入印刷时的刮刀移动速度。
动作次数 输入印刷时刮刀动作的次数。设定为 1 次将单向动作,设定为 2 次将进行
1 次往复动作。
超出行程 输入印刷时刮刀超出基板宽度进行移动的距离。
第 4 章 操作篇
4-5.
编辑机型数据
27
4
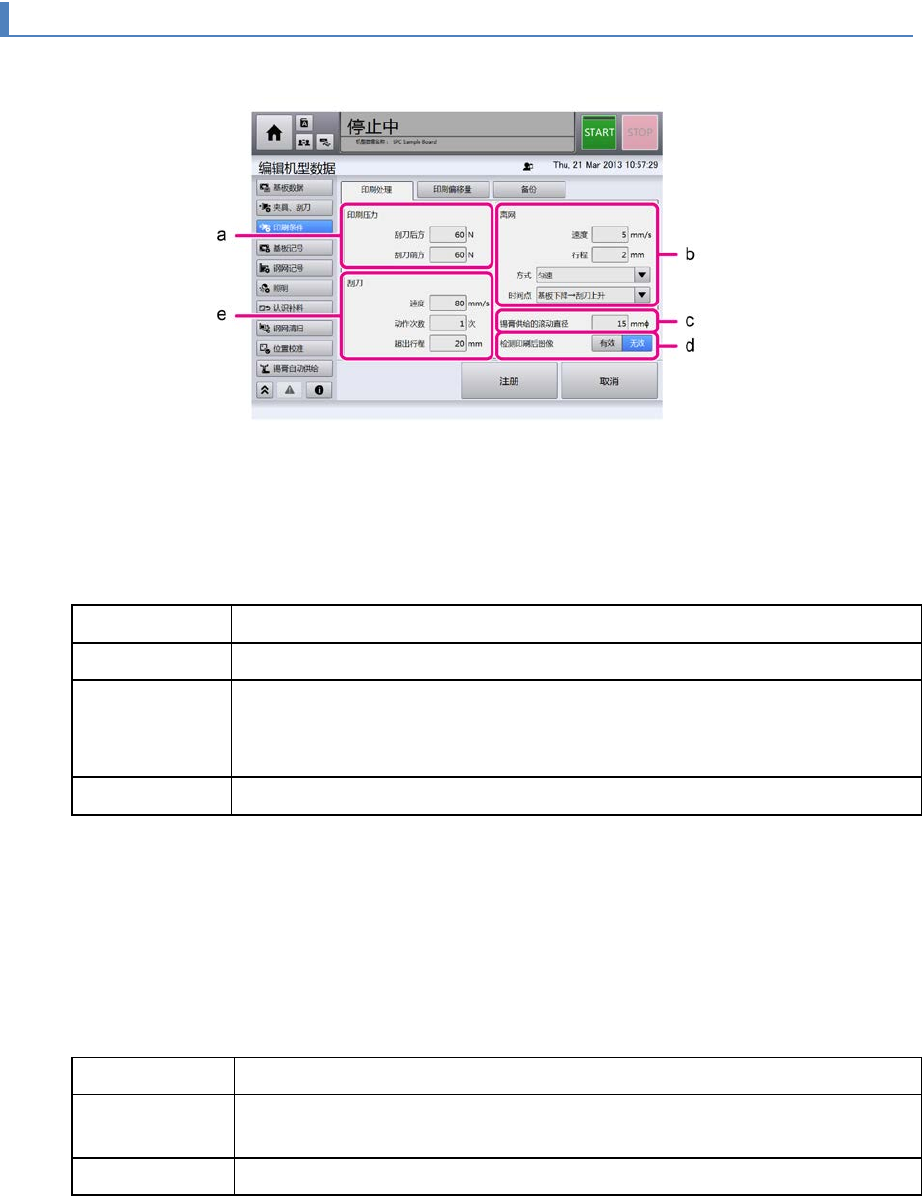
印刷偏移量选项卡
(a) 印刷偏移量
输入印刷时 X、Y、θ 的偏移量值。
[系统设定] - [印刷位置]菜单的印刷偏移量项目中勾选[注册时附加机型数据]进行注册
时,X、Y 的偏移量值被清零。
(b) 各刮刀的印刷偏移量的修正值
分别输入后方刮刀从后方往前方移动时 (刮刀后方),或前方刮刀从前方往后方移动 (刮刀前方)
时的偏移量值 (X、Y)。
Tips
•
印刷偏移量可从[印刷准备]菜单更改。
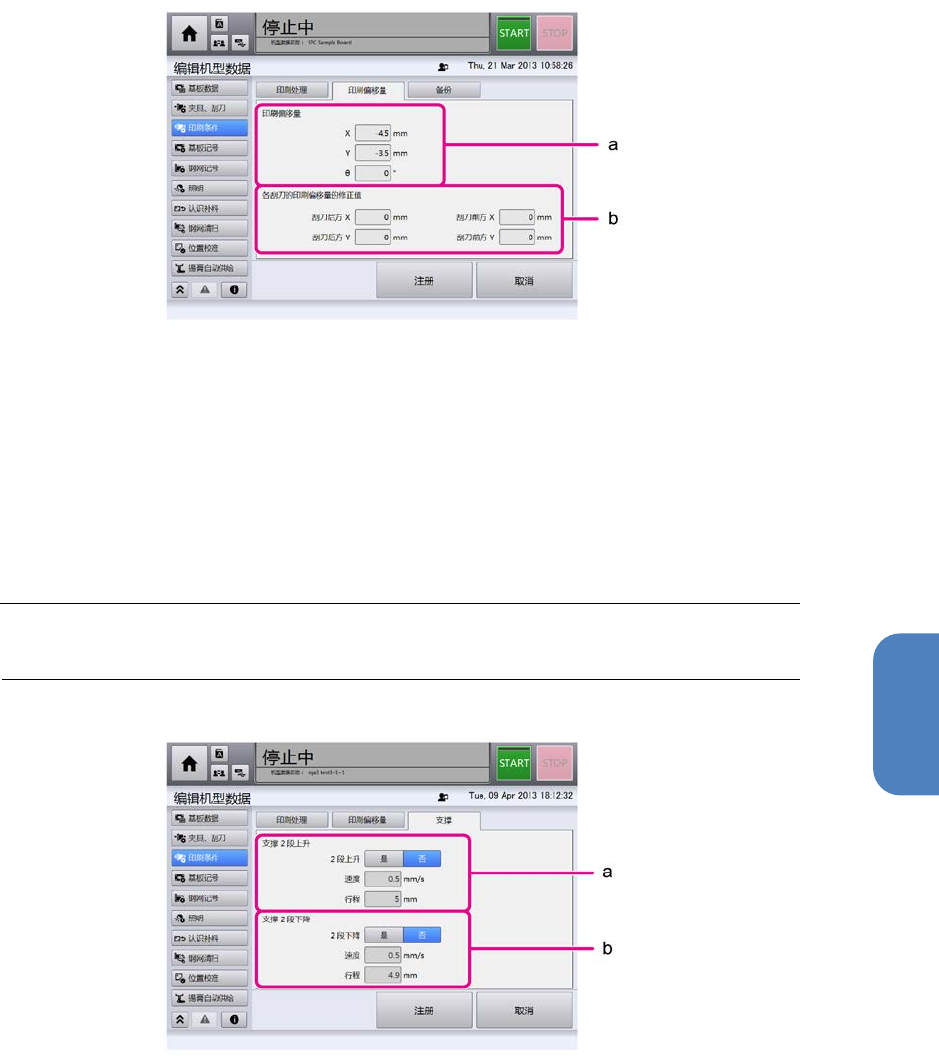
支撑选项卡