YSM20R_YSM20WR_Ope_K.pdf - 第132页
2-31 2 3 .7 배 드 마크 「기 판 , 블록 」, 「로 컬 」등 의 배 드 마 크 인 식 결 과를 표 시 합 니 다 . 모니터 : 배드마크 2 8 219 - K MK- 0 0 • 테이블선 택 테이블 ( 헤드유닛 ) 을 선택합 니다 . • 배드마크종 류 배 드 마크의 종류 ( 기판 , 블록 / 로컬 ) 를 선택 합니다 . • X,Y 기 판 데 이터 입 력 값 ( 블록 옵 셋 량…
2-30
2
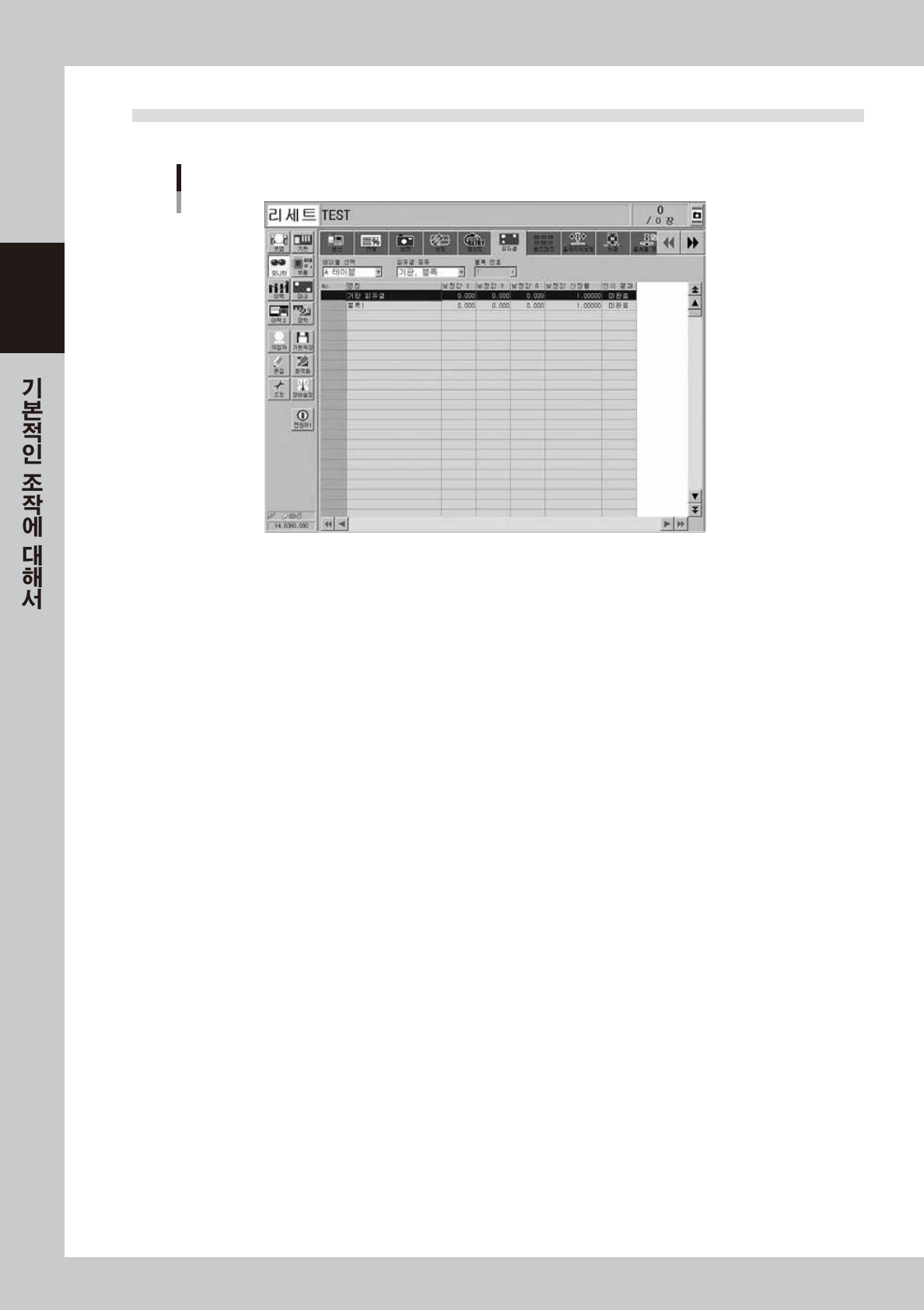
3.6 피듀셜
「기판 , 블록」, 「로컬」, 「포인트」등의 피듀셜 마크의 인식결과와 그 보정결과를 표시합니다.
모니터 : 피듀셜
28218-KM K- 00
•
테이블선택
테이블 ( 헤드유닛 ) 을 선택합니다 .
•
피듀셜종류
피듀셜 마크의 종류 ( 기판 , 블록 /2 점 로컬 / 포인트 ) 를 선택합니다 .
•
보정값X,Y,R
피듀셜 마크를 인식한 결과와 , 기판 데이터 입력 좌표와의 비교를 (+),(-) 로 표시합니다 .
•
보정값신장율
보정값 X, Y, R 을 이용해서 계산한 기판 신장율이 표시됩니다 .
•
인식결과
「성공」또는 「미완료」가 표시됩니다 . 실제로 마크인식 동작을 해서 인식이 성공되면 , 「미완료」에서 「성공」으로 바뀝니
다.
2-31
2
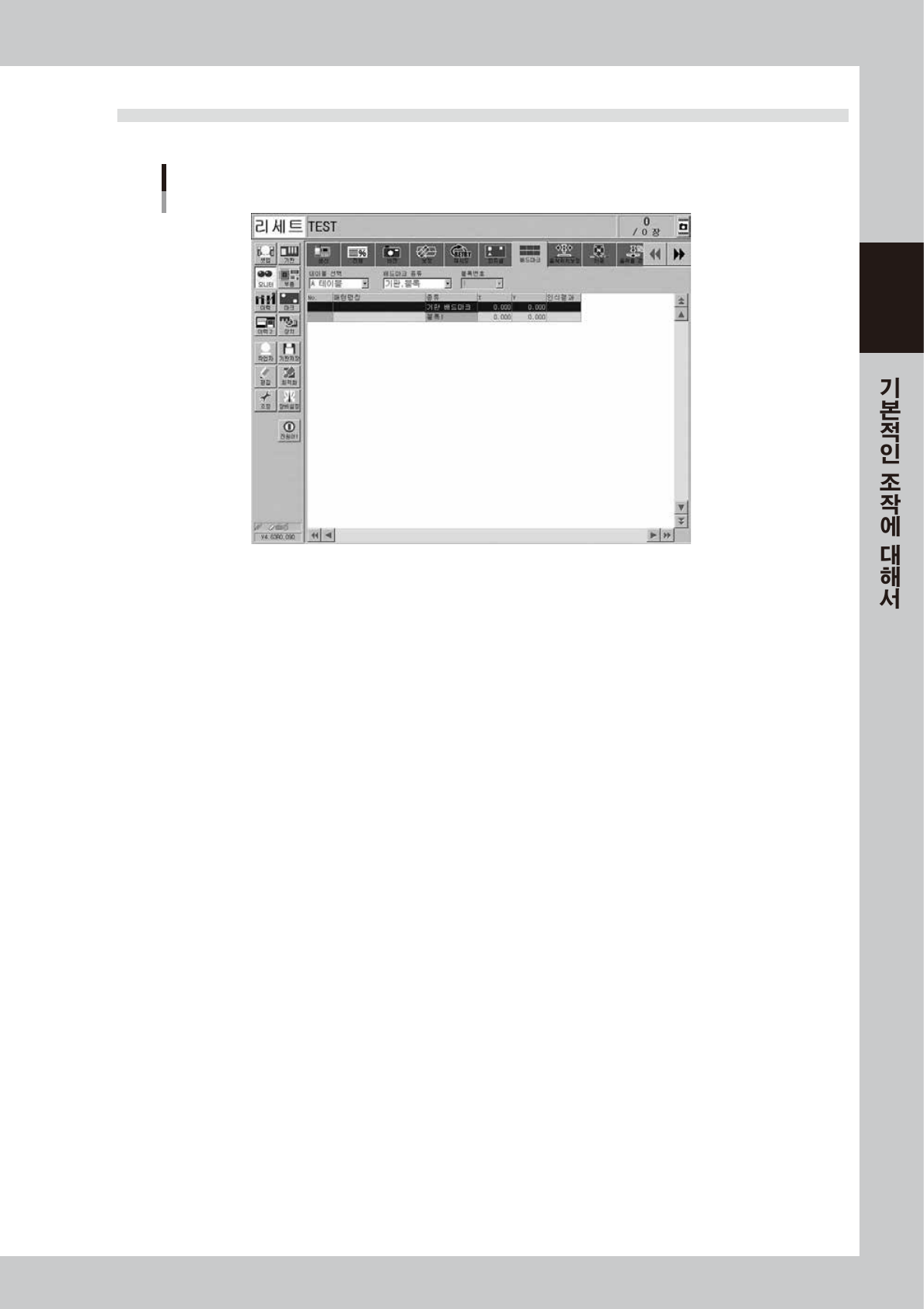
3.7 배드마크
「기판 , 블록」, 「로컬」등의 배드마크 인식결과를 표시합니다.
모니터 : 배드마크
28219 -K MK- 00
•
테이블선택
테이블 ( 헤드유닛 ) 을 선택합니다 .
•
배드마크종류
배드 마크의 종류 ( 기판 , 블록 / 로컬 ) 를 선택합니다 .
•
X,Y
기판데이터 입력값 ( 블록 옵셋량을 고려한 값 ) 을 표시합니다 .
•
인식결과
실제로 마크를 인식한 결과에 따라서 「OK」또는 「NG」의 판단을 합니다 .
OK: 배드마크 인식에 실패한 경우 , 부품탑재를 하는 것을 의미합니다 .
NG: 배드마크 인식에 성공한 경우 , 부품탑재를 하지 않는 것을 의미합니다 .
2-32
2
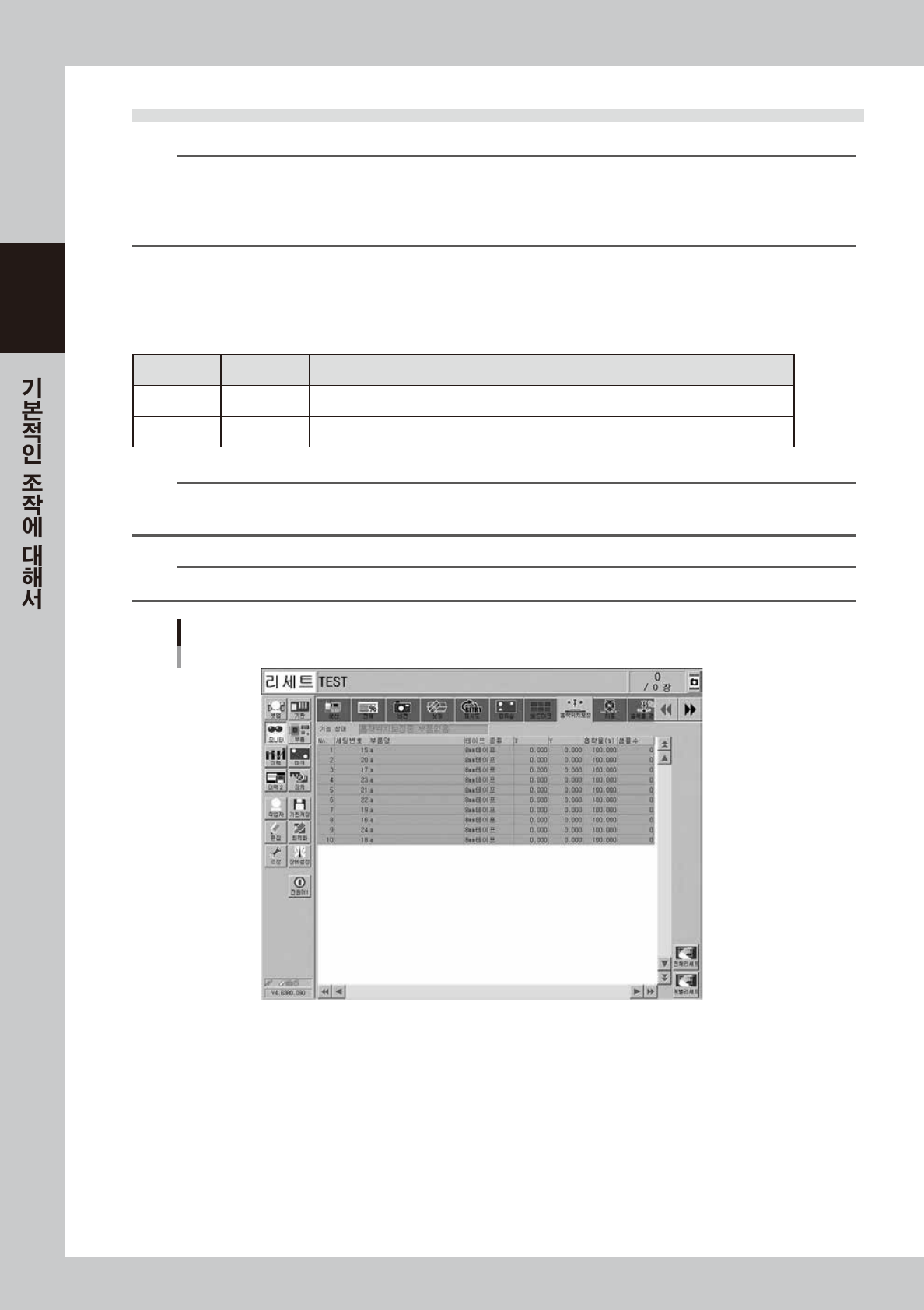
3.8 흡착위치 보정
n
요점
흡착위치 보정기능의 대상이 되는 부품은 다음의 조건을 만족시키는 부품입니다.
• [장비정보 ]-「스펙정보」-「흡착위치보정 스펙」의「보정모드」가「보정 안한다」 이외로 설정되어 있을 것
• [장비정보 ]-「스펙정보」-「흡착위치 보정 스펙」에서「유효 플래그」가「한다」로 설정되어 있는 노즐로 흡착하는 부품
• 기판 데이터의 [ 부품 ]-「옵션」-「흡착위치보정」이「사용」으로 설정되어 있는 부품
이 화면은 , 흡착위치 보정기능을 사용하고 있는 경우에 표시됩니다. 대상이 되는 부품 ( 피더 ) 의 흡착위치가
어떤식으로 보정되었는지를 확인할 수가 있습니다.「장비설정」에서 설정되어 있는 경고영역과 에러영역 보다도
X, Y 어느 한쪽의 보정량이 클 경우, 부품 일람중에서 해당하는 부품의 색깔이 바뀝니다.
■ 표시색표
행색깔 상태 내용
황색 경고 흡착위치보정스펙에설정되어있는노즐데이터마다의경고레벨의수치를초과했다
적색 에러 흡착위치보정스펙에설정되어있는노즐데이터마다의에러레벨의수치를초과했다
n
요점
• 경고 발생시 : 에러 메시지가 표시되며 , 표시등이 노란색으로 점멸하나 운전 계속은 가능
• 에러 발생시 : 한 기판의 생산이 종료할 때 에러 메시지가 표시되며 , 운전 계속은 불가
n
요점
흡착위치 보정 스펙에 설정되어 있는 경고레벨 , 에러레벨의 수치는 ,「장비설정」내의 항목이므로 , 관리자 레벨의 권한이 필요합니다.
모니터 : 흡착위치 보정
28220-KMK-00
•
No.
부품번호 ( 부품정보의 데이터 No.) 를 표시합니다 .
•
세팅번호
피더세팅 위치를 표시합니다 .
•
부품명
부품명칭을 표시합니다 .
•
테이프종류
사용하고 있는 테이프의 종류를 표시하며 , 트레이 부품의 경우는 부품공급 장치를 표시합니다 .