YSM20R_YSM20WR_Ope_K.pdf - 第192页
3-8 3 1 . 6 .1 푸 쉬 업 핀 의 배치 c 주의 본항목의작업은 ,컨베이어유닛및푸쉬업플레이트를동작시켜서생 산준비를합니다 . 반드시 ,본장전 술의 「 1 .1 시 작전 점검」 을참조해서컨베이어 의주변을점검한후에이작 업을실시해주십시 오 . 1 컨베이어 폭 을 변경합니다 . 싱 글레 인 사양과 듀얼 레 인 사양의 경 우 , 컨베 이 어…
3-7
3
1.6 컨베이어의 셋업
선택한 기판 데이터에 맞춰서 컨베이어 유닛의 셋업( 준비 ) 을 실행합니다.
컨베이어 유닛에는 ,「푸쉬업 핀의 배치」,「기판 누름 플레이트의 위치조정」,「기판 고정상태의 확인」의 3 가지
작업이 필요합니다.
n
요점
듀얼 레인에서 양측 레인을 사용해서 생산을 실행할 경우는 , 레인 전환버튼으로 조작할 레인을 전환시켜서 조정과 확인을 해 주십
시오 .
█
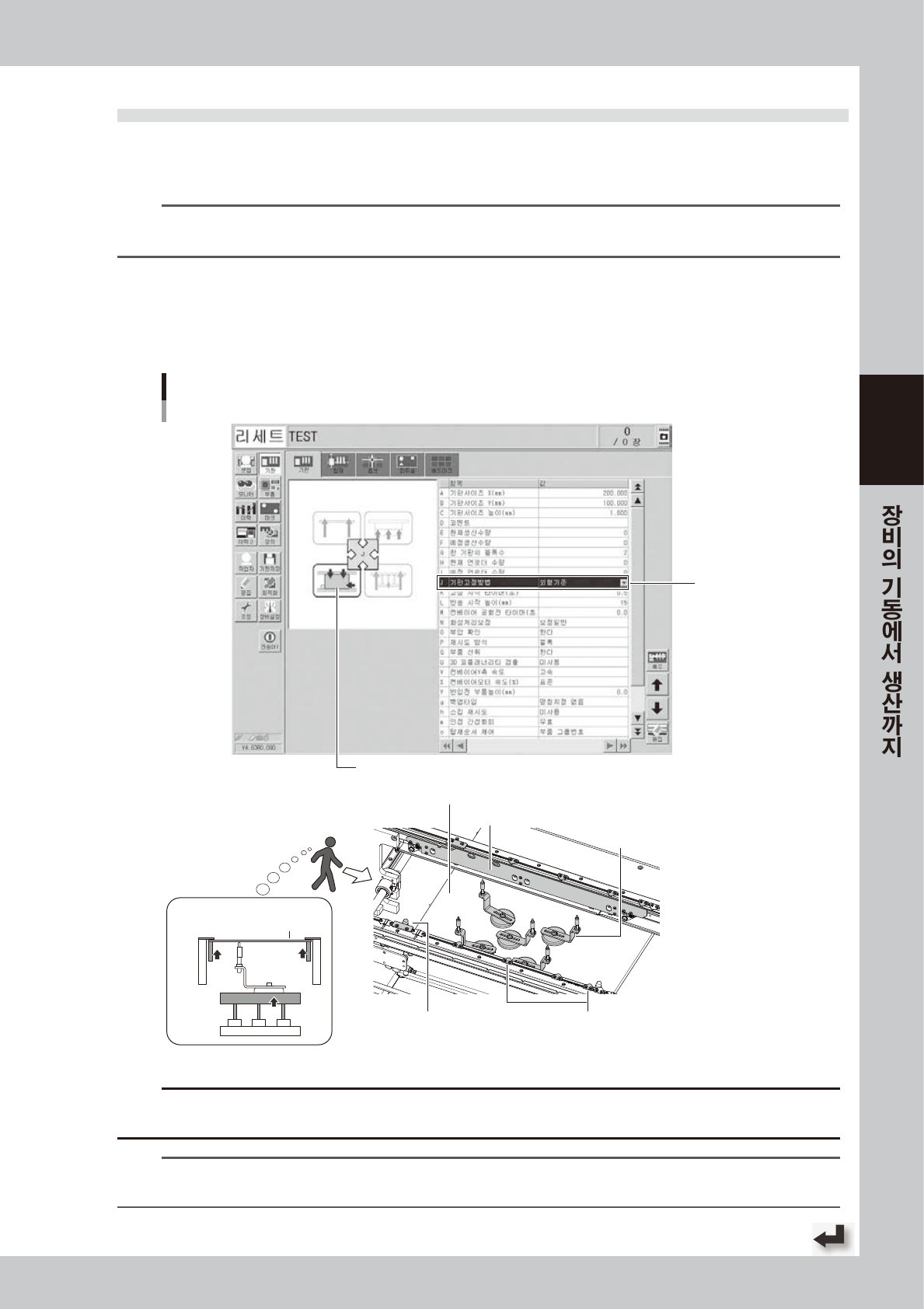
기판고정 방법에 대해서
일반적으로 , 기판고정은「외형기준」으로 실행합니다 . 다음은「외형기준」으로 기판을 고정하는 방법에 대해서 설명합니다 .
1. 컨베이어상에 반송된 기판은 , 실장위치의 메인 스톱퍼에 닿아서 정지한다 .
2. 클램프 보드 ASSY 로 기판의 틀을 들어 올리고 , 기판 누름 플레이트의 사이에 끼워서 고정한다 .
3 . 기 판 의 틀 이외는 푸쉬업 핀으로 기판의 아래 방향에서 서포트한다 .
기판고정 방법
기판고정 이미지
기판고정 방법
기판고정 이미지(가로)
C 푸쉬업 핀
A 푸쉬업 플레이트
B 클램프 보드 ASSY
메인 스톱퍼
기판
D 기판누름 플레이트
BB
DD
C
A
28 3 06 -K MK- 0 0
c
주의
생산기판에슬릿등이있을경우 ,컨베이어의각기판센서로기판을검출할수없을가능성이있습니다 .그럴경우에는 ,장비설정을
변경하거나센서의위치를조정할필요가있으므로 ,실제생산전에반드시반송동작확인을실시해주십시오 .
n
요점
본 장비의 표준 기판고정 방법은「외형기준」입니다. 다른 방법으로 기판을 고정할 때에는 , 장비의 개조와 평가가 필요할 경우가
있습니다 .

3-8
3
1.6.1 푸쉬업 핀의 배치
c
주의
본항목의작업은 ,컨베이어유닛및푸쉬업플레이트를동작시켜서생산준비를합니다 .
반드시 ,본장전술의 「1.1시작전점검」 을참조해서컨베이어의주변을점검한후에이작업을실시해주십시오 .
1
컨베이어 폭을 변경합니다 .
싱글레인 사양과 듀얼레인 사양의 경우 , 컨베이어 폭을 변경하는 방법이 다릅니다 .
◼
YSM20R싱글레인 /YSM20WR듀얼레인사양
1. [ 장치 ]-「컨베이어」화면의 [ 컨베이어폭 ] 버튼을 누릅니다 .
2. 「컨베이어폭」화면에는 기판 데이터에서 지정되어 있는 컨베이어 폭이「변경후의 컨베이어폭」으로
표시됩니다 . 컨베이어 폭이 올바른지 확인하고 [OK] 버튼을 누르면 , 컨베이어 유닛이 지정된 폭으로
이동합니다 .
◼
YSM20R듀얼스테이지사양
1. 「셋업」화면의 [ 실장위치 이동 ] 버튼을 누릅니다 .
2. 「컨베이어 실장위치 이동」확인 화면이 표시되므로 , [ 예 ] 버튼을 누릅니다 . 컨베이어 유닛이 실장
위치로 이동합니다 .
참고
듀얼 스테이지 사양의 [ 실장위치 이동 ] 버튼을 누르면 , 컨베이어 폭도 기판 데이터에서 지정한 폭으로 변경됩니다.
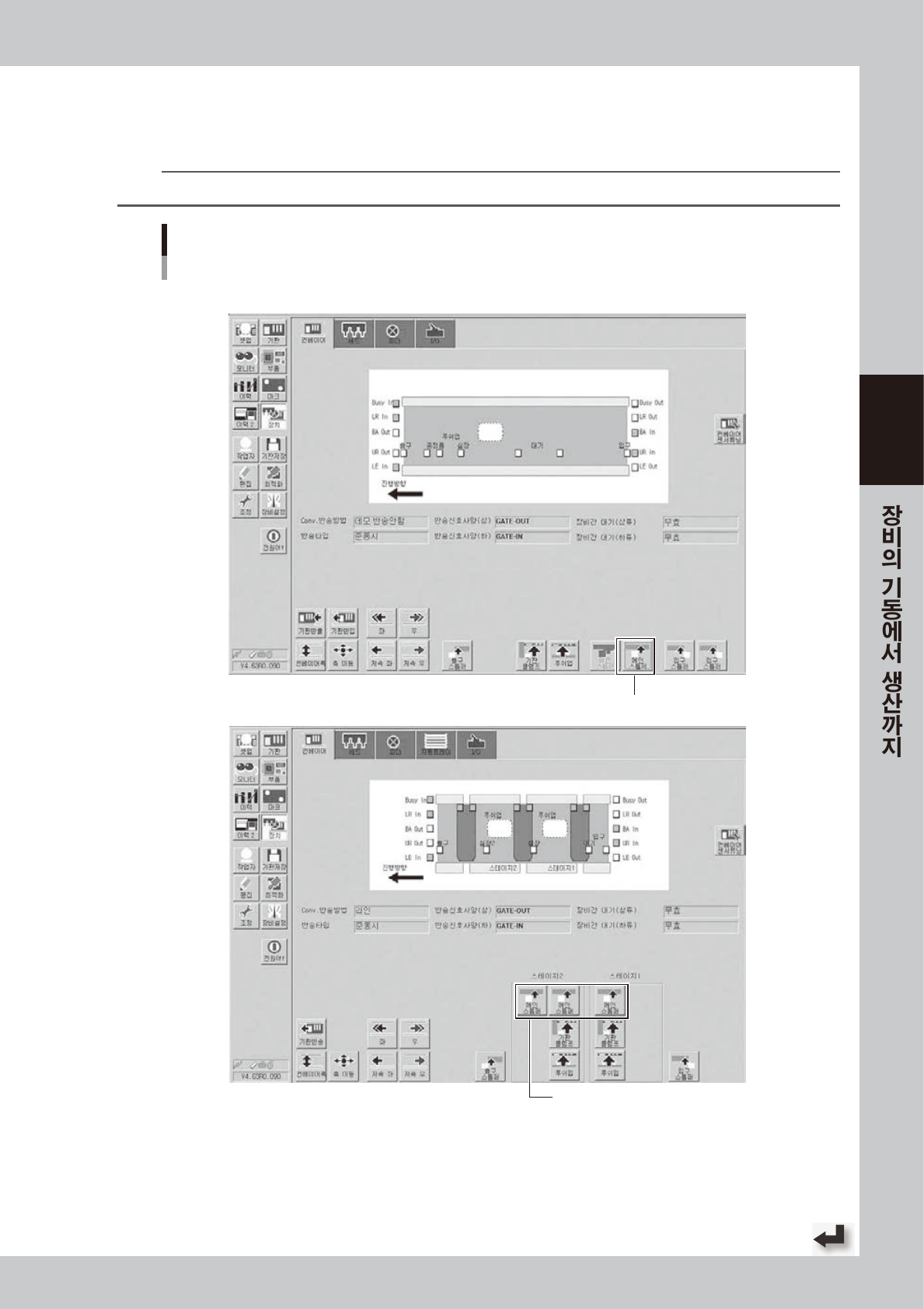
컨베이어 폭의 변경
[장치] -「컨베이어」 화면
「컨베이어폭」 화면
기판 데이터에서 지정되어 있는 컨베이어 폭을 표시
[컨베이어 폭] 버튼
◼ 싱글레인 사양
◼ 듀얼 스테이지 사양
[실장위치 이동] 버튼
28 3 07-K MK- 0 0