YSM20R_YSM20WR_Ope_K.pdf - 第186页
3-2 3 1 .1 시작전 점 검 e 전 원 을 투 입 하 기 전 에 , 다음 항 목을 확 인 하 시 기 바 랍 니 다 . w 경고 점검은 반드 시 장비의 전원 을 투입하기 전이나 비상 정지 상 태에 서 실행해 주 십 시오 . ■ 시작 전 점검일람 점검부위 점검내 용 전원 장비정면우 측아래의전원박스에소정의전원이접속되어있을것 . 공 급에어 충 분한에어 압 (0 .45 Mp…
3-1
3
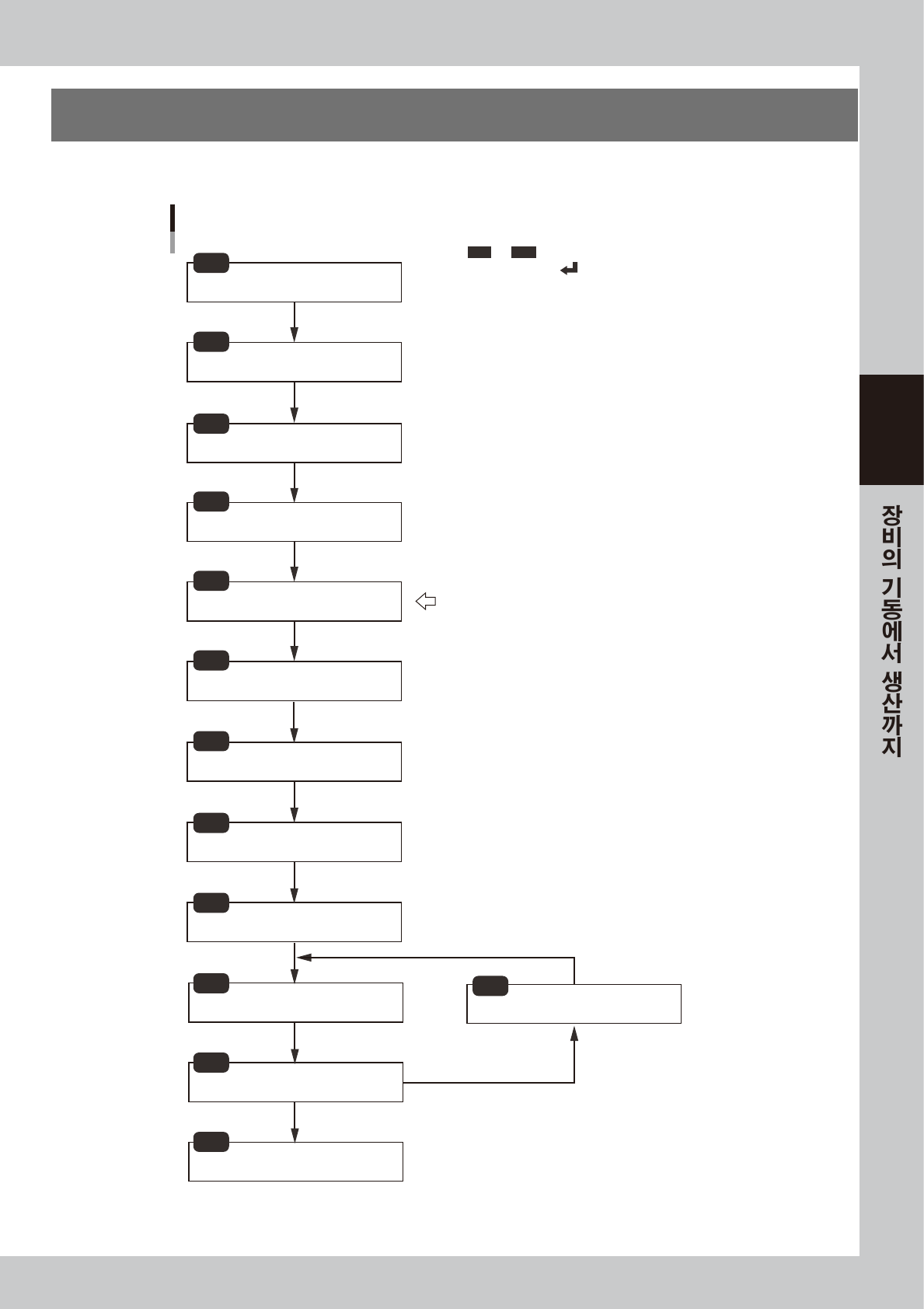
1. 장비의 기동에서 생산까지의 흐름
「장비의 기동」~「생산」~「생산후의 장비종료」까지의 기본적인 흐름을 다음과 같이 나타냅니다 .
전원 ON
원점복귀
장비의 기동
시작전 점검
작업자의 선택
「도중부터 운전」 기능을 사용
워밍업의 실행
기판 데이터의 선택
컨베이어의 셋업
테이프 부품의 준비 (테이프 피더)
트레이 부품의 준비
(트레이 공급 유닛:옵션)
생산의 시작
생산의 종료
장비의 전원 OFF
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.10
1.11
1.12
2.
푸쉬업 핀
기판누름 플레이트
기판고정 상태확인
운전속도 확인
원점복귀
전원 OFF
도중부터 운전
블록스킵
생산 기판 데이터 전환시에는 여기에서 부터 시작
노즐의 확인
1.9
노즐타입 확인
선단오염 체크
장비의 기동 ~ 생산 ~ 종료까지의 흐름
1.1 2.
~
를 클릭하면 해당 페이지로 점프합니다.
※
또한, 페이지 하단의 를 클릭하면 이 페이지로 되돌아 옵니다.
27300-KMK-00

3-2
3
1.1 시작전 점검
e
전원을 투입하기 전에 , 다음 항목을 확인하시기 바랍니다.
w
경고
점검은 반드시 장비의 전원을 투입하기 전이나 비상정지 상태에서 실행해 주십시오 .
■ 시작전 점검일람
점검부위 점검내용
전원 장비정면우측아래의전원박스에소정의전원이접속되어있을것 .
공급에어 충분한에어압 (0.45Mpa) 이공급되어있을것 .
안전커버 안전커버가확실하게닫혀있을것
피더
피더플레이트에확실히고정되어있으며 ,들떠있지않을것 .
피더흡착위치및그주변에이물질이없을것 .
커버테이프가쌓여있지않을것 .( 피더의테일커버가닫혀있을것 .)
피더플레이트 / 일괄교환대차
피더플레이트상에이물질이없을것 .
대차클램프및그주변에이물질이없을것 .
컨베이어
컨베이어상에이물질이없을것 .
컨베이어프레임아래에푸쉬업핀등이없을것 .
헤드 노즐이정상적인상태로세팅되어있을것 .
노즐 노즐의파손 ,솔더부착 ,탄성 ( 스프링 ) 동작의상태가양호할것 .
트레이공급유닛( 옵션 )
팔레트가올바르게세팅되어있을것 .팔레트상에이물질이없을것 .
본체장비쪽에팔레트가남아있지않을것
팔레트스테이션상에팔레트가없을것 .(sATS30NS)
매거진도어가닫혀있을것 .
cATS10: 도어스위치가 「CLOSE」 쪽으로되어있을것 .
sATS30,sATS30NS: 매거진교환 SW 가「RUN」 쪽으로되어있을것 .
빈테이프박스( 옵션 ) 빈테이프가쌓여있지않을것 .
3-3
3
1.2 장비의 기동
다음의 순서대로 장비를 기동시킵니다.
w
경고
장비가 기동하면 표시등 ( 시그널 타워 ) 이 점등합니다 .
운전 중에 표시등은 녹색 , 에러 발생시나 인터록 중에는 노란색 ( 파란색 ), 비상정지 중에는 빨간색 ( 흰색 ) 이 점등합니다 .
녹색등이 점등하고 있을 때에는 , 절대로 헤드 유닛의 가동범위내에 들어가지 마십시오 .
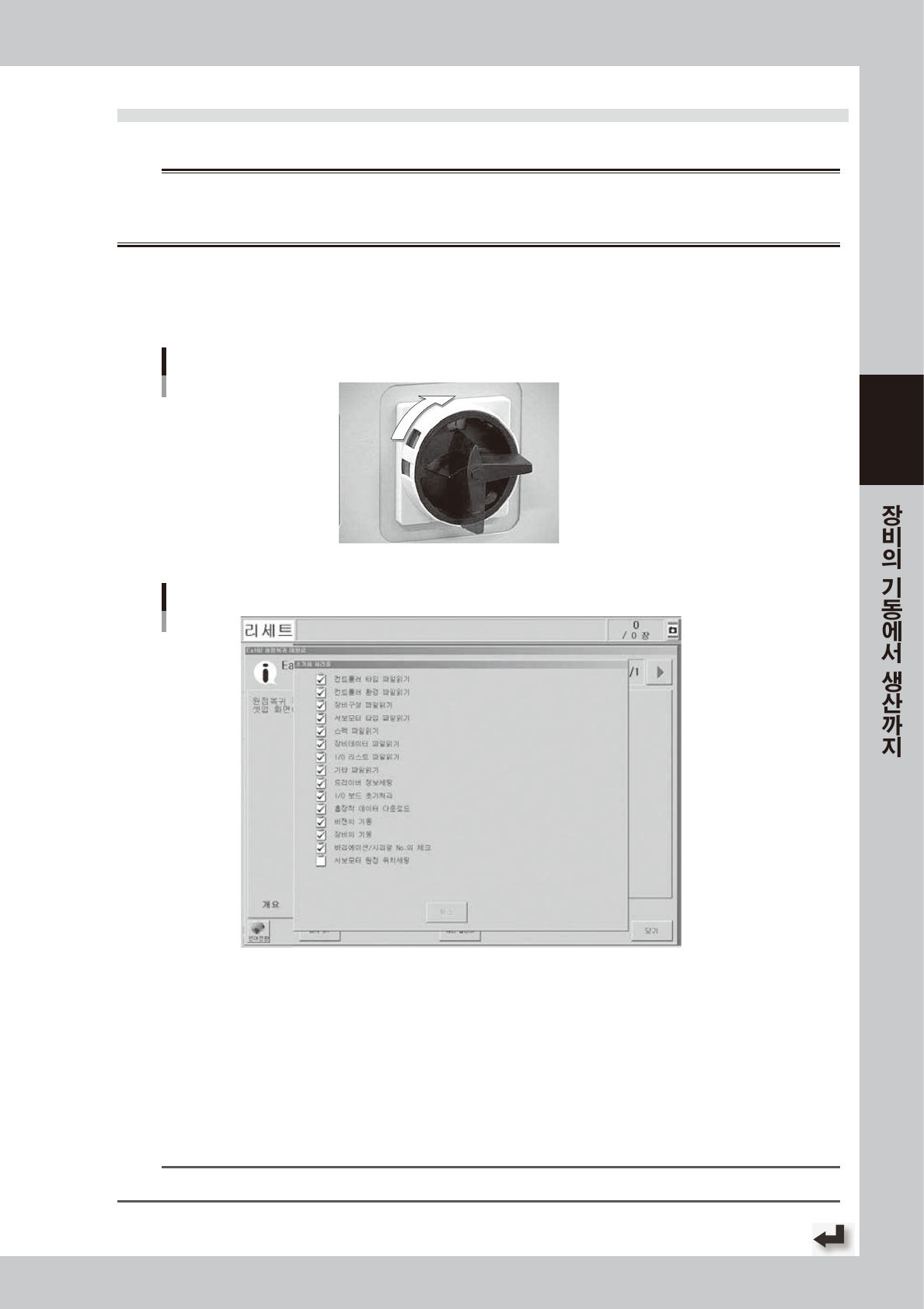
1
전원 스위치를 ON 으로 합니다 .
본체 정면 좌측 아래에 있는 메인 스위치를 우측으로 돌려서 ON 으로 해 주십시오 .
시스템 기동 후 ,「초기화 처리중」화면이 표시되며 장비의 가동에 필요한 프로그램이 로딩됩니다 .
ON
OFF
메인 스위치
27301-KMK-00
초기화 처리중 화면
28300-KMK-00
2
대차를 세팅합니다 .
일괄교환 대차를 사용할 경우는 , 제 2 장 「4.1.3 마운터에 일괄교환 대차의 장착」을 참조해서 대차를
세팅해 주십시오 .
3
원점복귀를 실행합니다 .
「원점복귀」대화창이 표시되므로「READY」버튼을 누른 후 , 화면의 지시에 따라 원점복귀를 실행해
주십시오 .
n
요점
원점복귀는 본 장 후술의「1.4 워밍업의 실행」전에「셋업」화면에서 실행해도 상관없습니다.