YSM20R_YSM20WR_Ope_K.pdf - 第148页
2-47 2 ■ 조작 버튼별 전송피치 피더종류 테이프세팅 ST / 전원 S T 에서 설정한피치 「F E E D」 「B A C K」 한번 누름 「 F UN C+FE ED 」 , 「FUN C+BAC K 」 한번누 름 Z S Y- 0 0 4 모든피치 1m m 1m m Z S Y- 0 0 8 0 2mm 1m m 1 1m m 2 이상 2mm ZSY -2T6,024 …
2-46
2
0
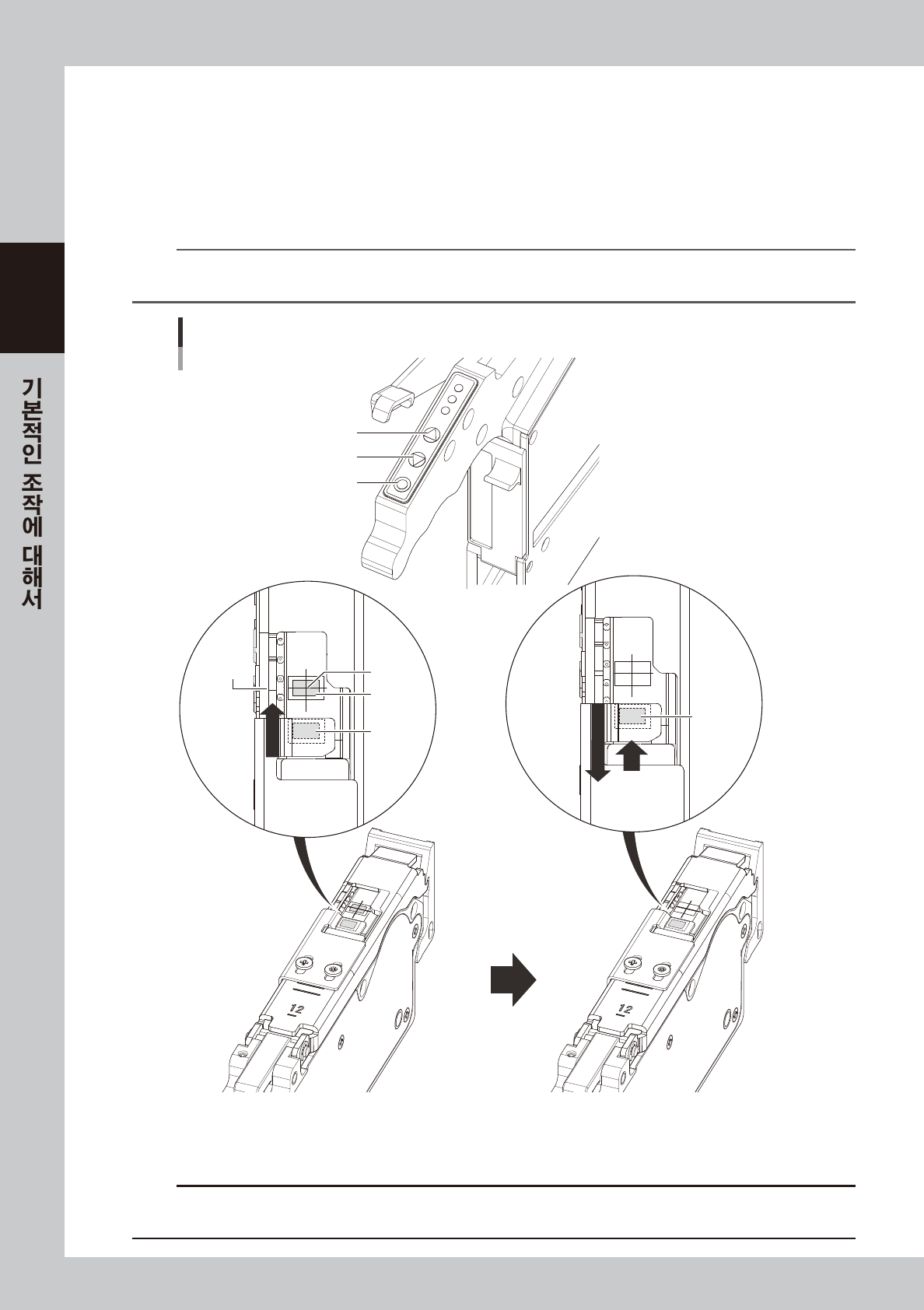
선두의 부품을 대기위치에 맞춥니다 .
피더 본체의 「FEED」,「BACK」버튼을 누르면 , 피더의 사이즈에 맞는 피치 설정으로 테이프를 보내거
나 되돌리 수가 있습니다 .
1. 「FEED」버튼을 눌러서 , 일단 부품을 흡착위치 ( 마킹 ) 까지 보냅니다 .
2. 테이프 부품이 너무 많이 전송되어서 커버 테이프가 처질 경우는 ,「BACK」버튼을 눌러서 ( 부품피치
+1 회 ), 부품을 되돌린 후에「FEED」버튼을 눌러서 선두 부품을 대기위치에 맞춰 주십시오 .
n
요점
피더 본체의「FUNC」버튼을 누르면서「FEED」,「BACK」버튼을 누르면 , 테이프 세팅 스테이션 등에서 설정한 피치로 테이프
부품을 보내거나 되돌릴 수가 있습니다.
조작버튼과 부품위치의 조정
마킹
흡착 위치
선두 부품
(대기 위치)
「FEED」 버튼을 눌러서 흡착위치까지 보낸다 「BACK」 버튼을 눌러서 (부품피치+1회)
「FEED」 버튼을 눌러서 대기위치에 맞춘다
선두 부품
대기 위치
「FEED」 버튼
「BACK」 버튼
「FUNC」 버튼
27210-KMK-00
c
주의
대기위치를맞출경우 , 「BACK」 버튼으로맞추면제일처음에흡착하는부품의흡착위치가틀어질경우가있습니다 .
반드시 「FEED」 버튼으로테이프를전진시켜서대기위치를맞춰주십시오 .
2-47
2
■ 조작 버튼별 전송피치
피더종류
테이프세팅 ST/ 전원 ST 에서
설정한피치
「FEED」 「BACK」
한번누름
「FUNC+FEED」 , 「FUNC+BACK」
한번누름
ZSY-004 모든피치 1mm 1mm
ZSY-008
0 2mm
1mm1 1mm
2 이상 2mm
ZSY-2T6,024
032,044,056
072,088,104
0
2mm
2mm
2 이상 설정피치
참고
• 12mm 이상의 피더는 , 테이프 세팅 스테이션 /외장 셋업용 전원 스테이션에서 피치를 설정하고「FUNC+FEED」또는
「FUNC+BACK」버튼을 동시에 누르면 설정한 피치분만큼 테이프를 보내거나 되돌릴 수가 있습니다.
상세한 내용은 본 장「4.1.4 테이프 부품에 관한 기판데이터의 설정」의 각 스테이션에서 피더 피치를 설정하는 방법을 참조해
주십시오 .
• 「FEED」,「BACK」버튼을 길게 누르면 연속 전송모드로 됩니다.
• 「FUNC+FEED」/「FUNC+BACK」버튼은 길게 눌러도 연속 전송모드로 되지 않습니다.
• SS 피더의 전송피치 설정은「SS 피더 사용자 매뉴얼」을 참조해 주십시오 .
q
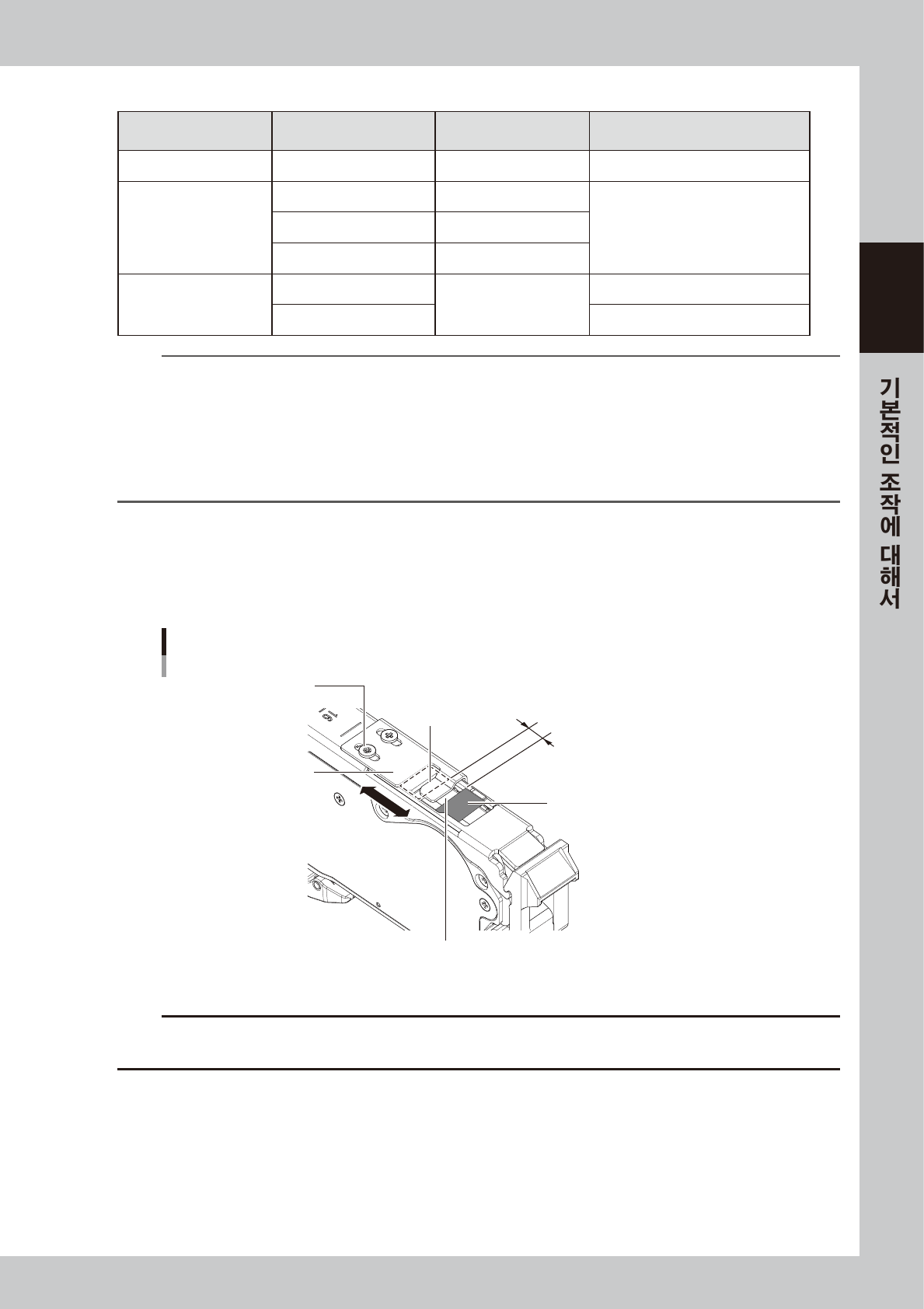
테이프 누름 플레이트의 위치를 조정합니다 .
12mm 이상의 피더타입의 경우 , 부품의 형상에 맞춰서 테이프 누름 플레이트의 위치조정이 필요합니다 .
테이프 누름 플레이트의 위치는, 조정나사(2 개)를 풀어서 조정합니다. 테이프 누름 플레이트의 선단을,
대기위치와 부품 흡착위치의 사이에서 흡착위치에 가깝게 설정하고 조정나사로 고정해 주십시오 .
테이프 누름 플레이트의 위치
부품 흡착위치
테이프 누름 플레이트의 선단은
이 사이에서 흡착위치에 가깝게 설정한다
대기 위치(선두 부품)
테이프 누름 플레이트의 선단위치
조정 나사
테이프 누름 플레이트를
슬라이드 시켜서 위치를 조정한다
테이프 누름 플레이트
27211-KMK-00
c
주의
테이프누름플레이트의위치가조정되어있지않을경우에는 ,커버테이프박리후의부품위치가불안정하게되어서 ,정확하게흡착이
되지않을우려가있습니다 .
2-48
2
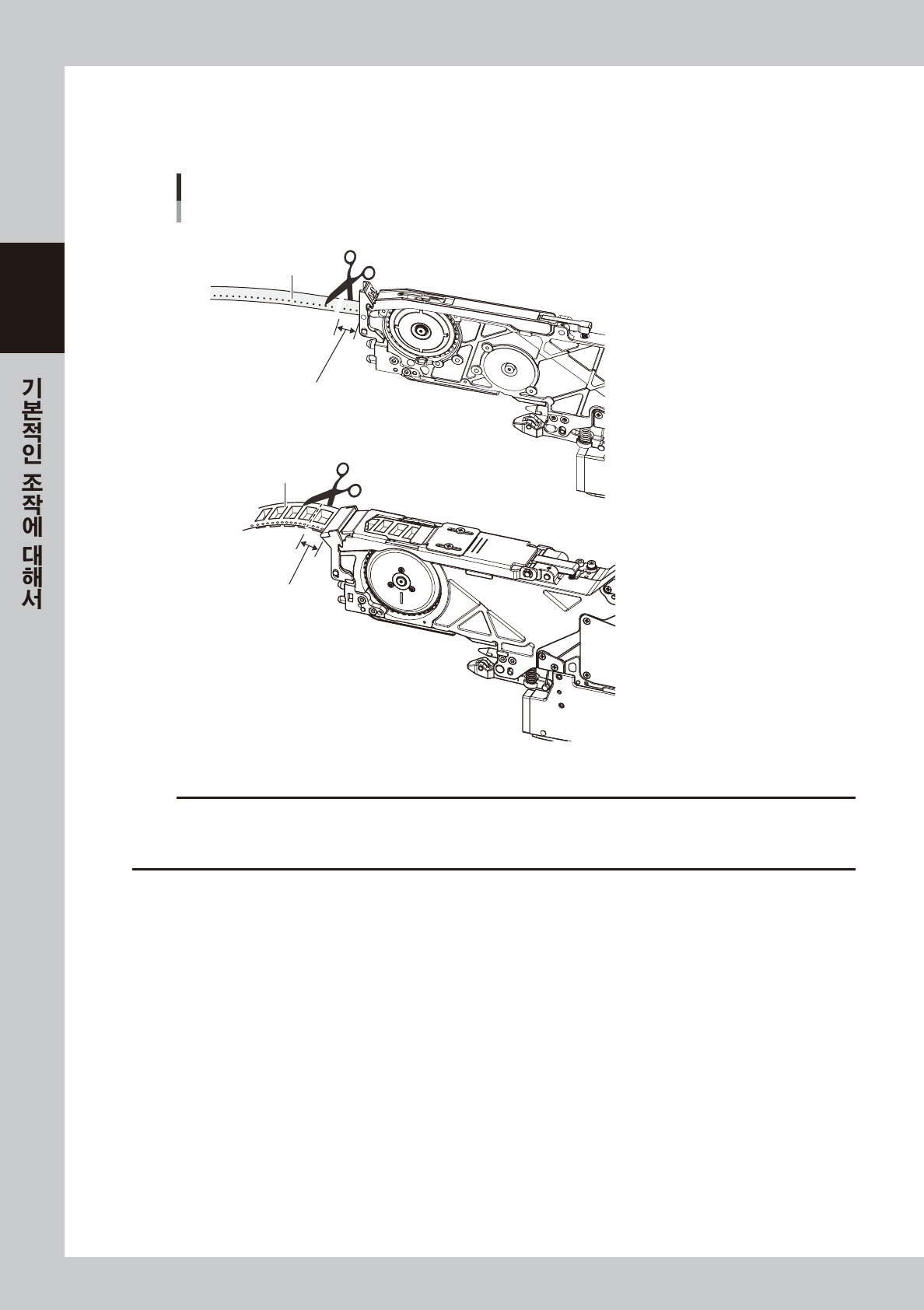
w
캐리어 테이프를 자릅니다 .
부품을 흡착위치까지 보내고 나서 , 장비에 세팅하기 전에 테이프 피더의 선단으로부터 나와 있는 캐리어
테이프를 15mm 정도로 되도록 잘라 주십시오 .
■ 종이 테이프의 경우
■ 엠보스 테이프 경우
캐리어 테이프
15mm 정도 똑바로 자른다
15mm 정도 똑바로 자른다
캐리어 테이프
캐리어 테이프 자르기
27212-KMK-00
c
주의
・
캐리어테이프를적당한길이로자르지않으면 ,마운터에확실하게장착되지않아서고장의원인이됩니다 .또한 ,캐리어테이프의
배출경로에막힐경우가있습니다 .
・
딱딱한엠보스테이프를너무짧게자르면 ,슬로프의입구에캐리어테이프가부딪혀서전송불량이발생할수가있습니다 .