00196043-05 - SG X und X4I FSE_de.pdf - 第308页
Collect-, Pick- und Place-Kopf (CPP) LP-Lageerkennung - Zentrieru ng der LP-Passmarken Abhol- und Best ückzyklus am CPP Student Guide SIPLACE X-Serie und X4I FSE 308 LP-Lagee rkennung - Zentrie rung der LP-Passm arken 8.…
Collect-, Pick- und Place-Kopf (CPP)
Abhol- und Bestückzyklus am CPP LP-Lageerkennung
307 Student Guide SIPLACE X-Serie und X4I FSE
LP-Lagee rkennung
8.4.3 LP-Lageerkennung
Wir unterscheiden zwischen einfacher Lageerkennung und doppelter Lageerkennung.
LP-Lageerkennung (einfache Lageerkennung)
Die Leiterplatten-Lageerkennung dient dazu, die genaue Position der Leiterplatte in der Maschine
(Transport --> Bestückbereich) zu bestimmen.
Die LP-Lagerkennung wird mit dem Portal 4 für den Bestückbereich 1 und mit dem Portal 2 im
Bestückbereich 2 durchgeführt.
Es sollten sich mindestens zwei Passmarken auf der Leiterplatte befinden. Mit diesen zwei Passmarken
kann die X/Y-Position und der Drehwinkel der LP im Transport festgestellt werden.
Die Passmarken sollten nicht auf einer Linie liegen.
Es können max. 3 Passmarken für die Lageerkennung programmiert werden. Mit dieser 3. Passmarke
kann zusätzlich zur Positionsbestimmung der LP im Transportsystem auch der Verzug innerhalb der
Leiterplatte (gestaucht, gestreckt) bestimmt und korrigiert werden.
Doppelte Lageerkennung (nur bei Alternating mode)
Die doppelte Lageerkennung ist notwendig um die Bestückgenauigkeit zu gewährleisten. Jedes Material
verändert sich in Abhängigkeit der Temperatur, so auch die Portale in der Maschine.
Die doppelte Lageerkennung wird mit Portal 1 im Bestückbereich 1 und mit Portal 3 im Bestückbereich
2 durchgeführt.
Bei der doppelten Lageerkennung berechnet sich das Portal 1/3 mit den Marken-
Lageerkennungswerten von Portal 2/4 den Bestück-Offset für Portal 1/3. Je nach Anordnung der Marken
auf der Leiterplatte werden 2 oder 3 Passmarken für die doppelte Lageerkennung benutzt.
Die Marken für die doppelte Lageerkennung werden so gewählt, dass eine möglichst genaue
Berechnung stattfinden kann.
Temperaturkompensation
Eine weitere Maßnahme um die Bestückgenauigkeit zu gewährleisten ist die Temperaturkompensation
mit Hilfe der Sensoren an der Kopfplatte. An der Kopfplatte sind zwei Temperatursensoren angebracht,
deren Temperaturwerte ständig über ein eigenes Bussystem abgefragt werden.
Die Software berechnet an Hand dieser Temperaturwerte einen Offsetwert, der zum Kopf-Offset addiert
wird.
▪ Kopf-Offset SW60x ist der Abstand LP <--> BE Kamera
▪ Kopf-Offset SW70x ist der Abstand LP Kamera <--> Pipettenspitze
▪ Der Temperatur-Referenzwert ist die Temperatur während der letzte Kalibrierung der Maschine.
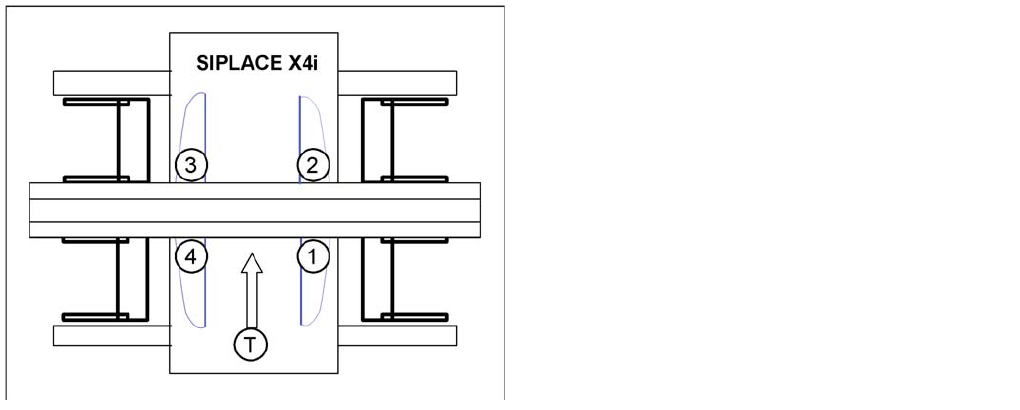
SIPLACE X4I:
▪ Portal 4 – Lageerkennung mit max. 3 Marken
▪ Portal 2 – Lageerkennung mit 2 Marken
▪ Portal 1 und Portal 3 – doppelte Lageerkennung
Legende
▪ 1: Portal 1
▪ 2: Portal 2
▪ 3: Portal 3
▪ 4: Portal 4
▪ T: Transportrichtung
Collect-, Pick- und Place-Kopf (CPP)
LP-Lageerkennung - Zentrierung der LP-Passmarken Abhol- und Bestückzyklus am CPP
Student Guide SIPLACE X-Serie und X4I FSE 308
LP-Lagee rkennung - Zentrie rung der LP-Passm arken
8.4.4 LP-Lageerkennung - Zentrierung der LP-Passmarken
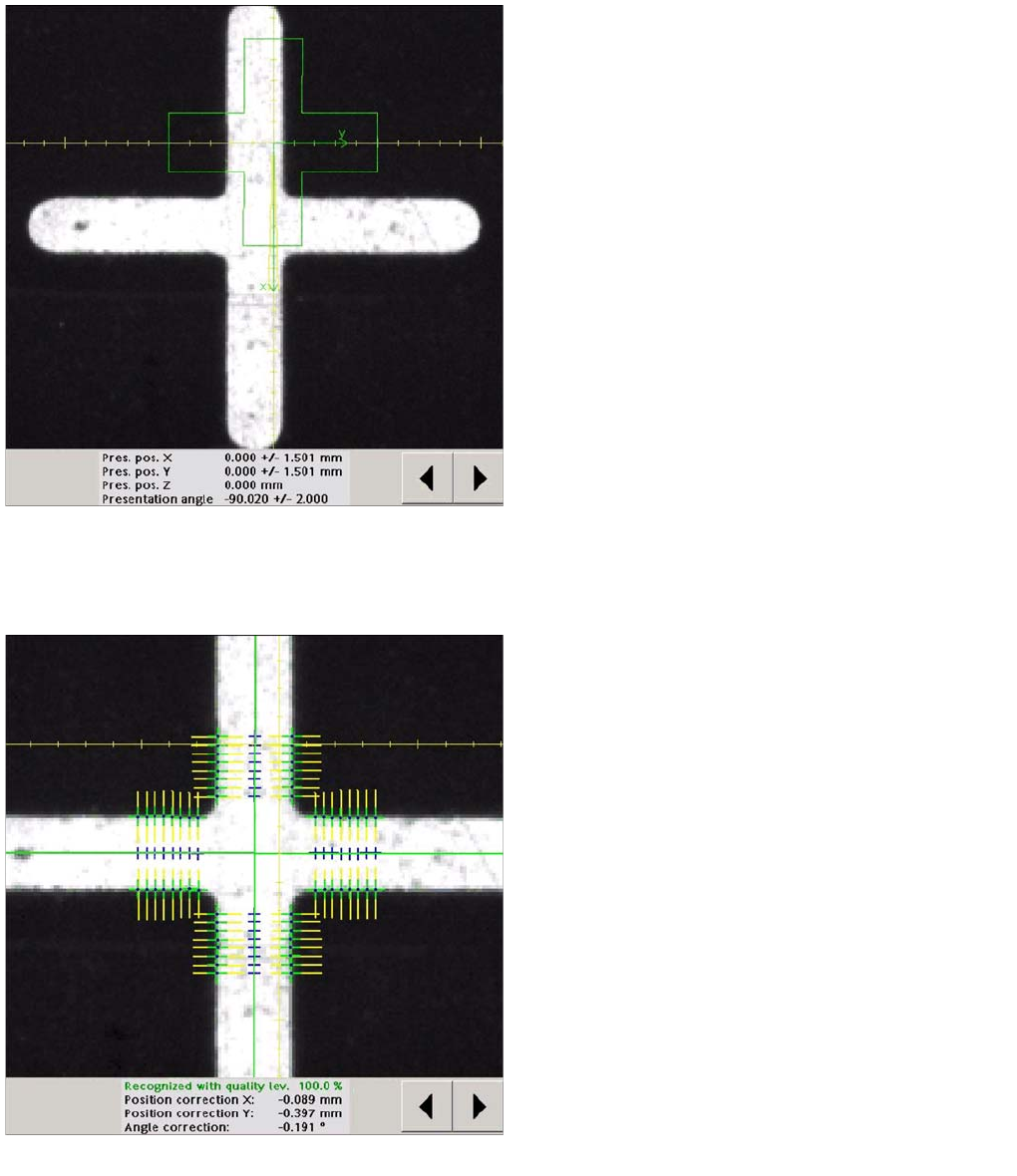
LP-Lageerkennungsfahrt zur Sollposition der Leiterplatte
An dieser Sollposition wird eine Passmarke erwartet. Die
LP-Kamera wird aus der Warteposition zu dieser
Passmarken-Position bewegt.
▪ Die LP-Lageerkennung wird durchgeführt, bevor das
1. Bauelement aufgenommen wird.
▪ Die Portalachsen bewegen die LP-Kamera zu der
theoretischen Passmarken-Position. Die Kamera
macht eine Aufnahme der 1. Passmarke. Das
Visionsystem errechnet die Mittenposition.
LP-Lageerkennung – Zentrierung der LP-Passmarken
Die zentrierte Passmarke definiert jetzt die tatsächliche
Position der Leiterplatte.
▪ Die Kamera macht eine Aufnahme der 2. Passmarke
und das Visionsystem errechnet die Mittenposition
dieses Bildes.
▪ Die 2. Berechnung ist die Abweichung zwischen der
Soll- und der errechneten Passmarken-Position.
▪ Alle LP-Passmarken werden optisch mit diesem
Verfahren zentriert.
▪ Diese Daten werden an die Maschinensteuerung
geschickt.
▪ Korrigierte Werte werden für die X-, Y- und die
Winkelposition der Leiterplatte errechnet.
▪ Jetzt bewegen die Portalachsen den Bestückkopf zur
ersten Abholposition.
Collect-, Pick- und Place-Kopf (CPP)
Abhol- und Bestückzyklus am CPP Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°)
309 Student Guide SIPLACE X-Serie und X4I FSE
Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°)
8.4.5 Vorbereiten von Pipette 1 bis 12 zum Abholwinkel (0° oder 90°)
Ablauf beim Abholen von Bauelementen
8.4.6 Ablauf beim Abholen von Bauelementen
Voraussetzung: Die Pipette befindet sich in der richtigen Abhollage (0° oder 90°).
1. Das Portal fährt über die Abholposition des 1. Bauelements.
2. Das Ventil 1 der Ventilinsel wird eingeschaltet.
3. Vakuummessung im Abhol/Bestückkreis „offen“
4. Die Z-Achse fährt nach unten und unterbricht den BE-Sensor.
5. Die Z-Position wird ausgelesen, die Pipettenlänge berechnet und mit der Referenzlänge vom
Höhenreferenzlauf verglichen.
1. Das Vakuum wird eingeschaltet (Druckregelventil - Je nach programmiertem Abholprofil "frühes
Vakuum" oder mit Lichtschranke unten.)
2. Die Z-Achse fährt nach oben. Es erfolgt eine Vakuumprüfung um zu ermitteln, ob sich ein BE an der
Pipette befindet.
3. Der BE-Sensor wird wieder frei, die Z-Position wird ausgelesen. Berechnen der Bauteilhöhe bzw.
nur Anwesenheitskontrolle.
4. Wenn die Z-Achse oben ist, erfolgt ein Vakuumcheck.
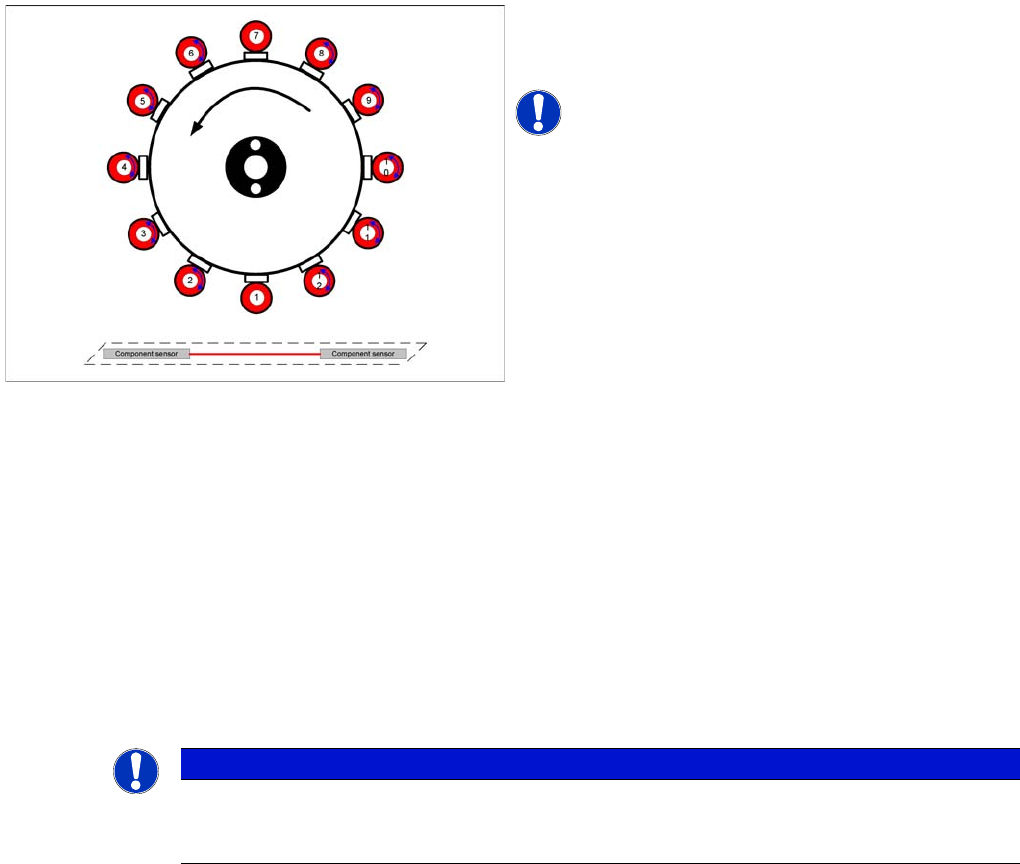
5. Der Stern wird gedreht und weitere Bauteile abgeholt.
6. Das BE an Segment 1 wird durch den DP-Antrieb in die Bestücklage gedreht (Bereich A).
7. An Segment 7 wird ein Bauteil abgeholt.
8. Das Bauteil an Segment 1 wird unter der BE-Kamera optisch zentriert.
9. Es erfolgt eine Bestückwinkelkorrektur nach der optischen Zentrierung (Bereich B).
10. Wenn alle 12 Bauelemente abgeholt wurden ist der Abholvorgang beendet.
Drehung von Segment 1 bis 12 zum Abholwinkel (0° oder
90°)
▪ Beim CPP werden alle Segmente nacheinander, von
Segment 1 angefangen bis Segment 12, auf den
gewünschten Abholwinkel 0° oder 90° gedreht.
HINWEIS! Jedes Segment hat seinen eigenen
DP-Antrieb
HINWEIS
Diese berechnete Pipettenlänge wird im Bestückzyklus beim Hochfahren verwendet um zu
kontrollieren, dass das BE bestückt wurde. Wird ein Längenunterschied von -0,15 mm oder
+0,1 mm festgestellt erfolgt eine Warnung: Pipetten tauschen.