00196043-05 - SG X und X4I FSE_de.pdf - 第462页
Kalibrierung Einzelkalibrierung Kalibrierung Gesamtmaschine Student Guide SIPLACE X-Serie und X4I FSE 462 Einzelkali brierung 12.3.4 Einzelkalibrierung Transportwa ngen und –breite ka librie ren 12.3.4.1 Transportwangen …
Kalibrierung
Kalibrierung Gesamtmaschine Gesamtmaschine kalibrieren am Beispiel C&P
461 Student Guide SIPLACE X-Serie und X4I FSE
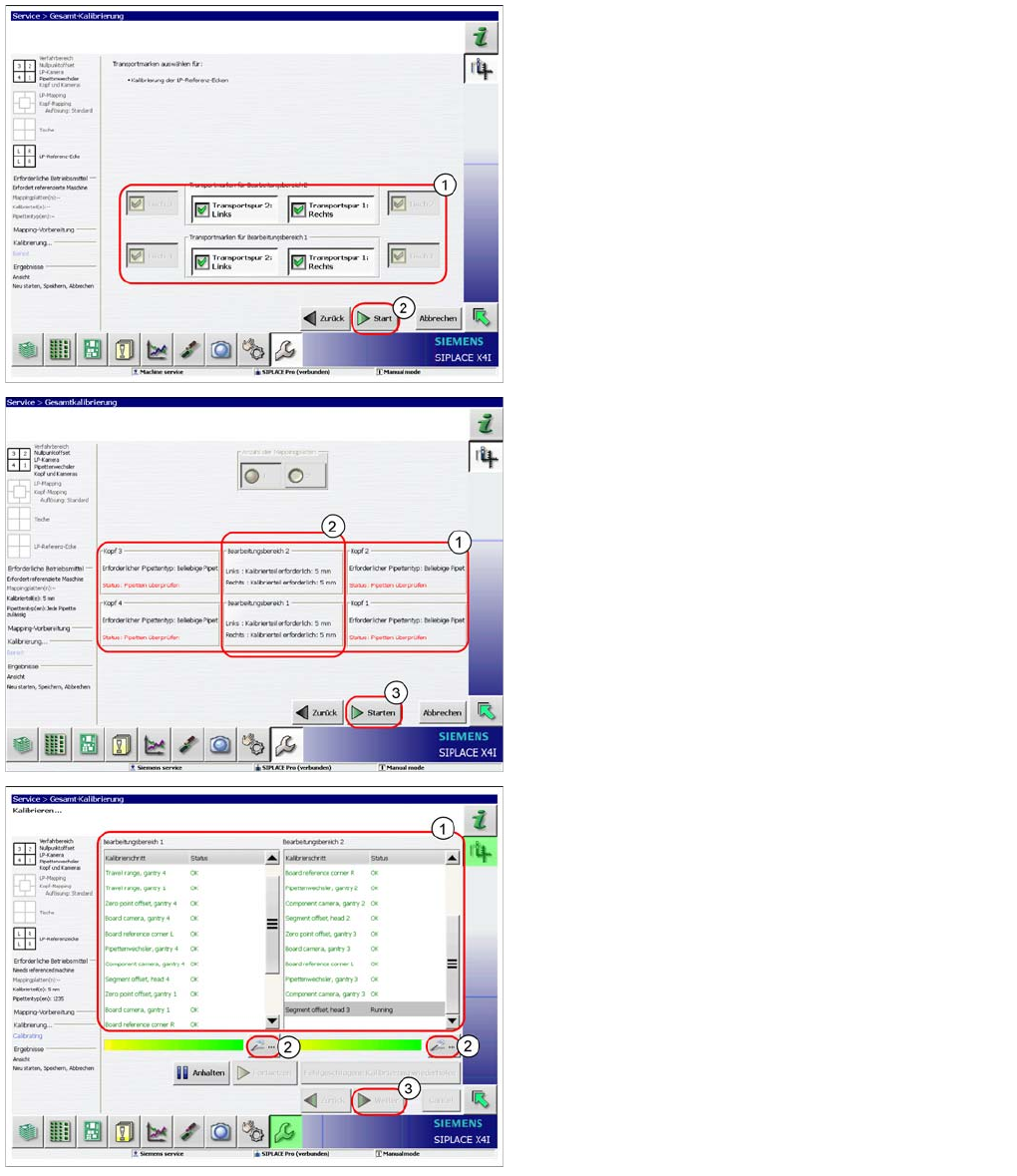
► Wählen Sie die zu kalibrierenden Tische und
LP-Referenzecken (1) aus.
► Wählen Sie den Butten "Start" (2).
► Überprüfen Sie ob die Köpfe mit den richtigen
Pipetten ausgestattet sind (1). Wenn nicht können
Sie dies jetzt nachholen.
► Beachten Sie, dass in jeder Kalibrierteil-Tasche ein
Kalibrierteil vorhanden sein muss (2).
► Wählen Sie den Button "Start" (3).
Die Kalibrierung startet und das folgende Bild wird
angezeigt.
► Im Bereich (1) sehen sie den Status der
Kalibrierschritte für den jeweiligen
Bearbeitungsbereich. Für weitere Details wählen Sie
den Lupen-Button (2) (siehe nächstes Bild).
► Wählen Sie den Button "Weiter" (3) um die
Kalibrierwerte abzuspeichern.
Kalibrierung
Einzelkalibrierung Kalibrierung Gesamtmaschine
Student Guide SIPLACE X-Serie und X4I FSE 462
Einzelkalibrierung
12.3.4 Einzelkalibrierung
Transportwangen und –breite kalibrieren
12.3.4.1 Transportwangen und –breite kalibrieren
Sehen Sie dazu auch...
12.4.11 Transportbreite kalibrieren [ ➙ 468]
12.4.10 Transportwangen [ ➙ 468]
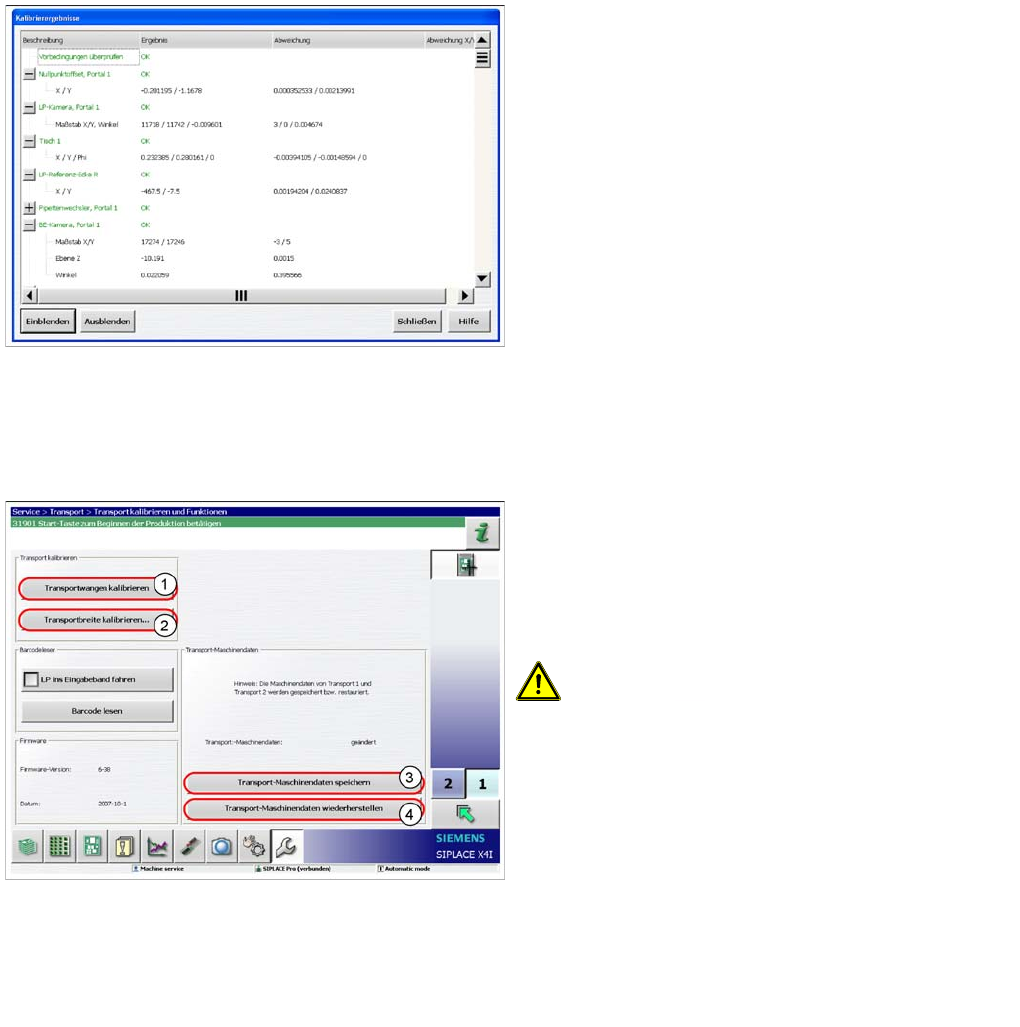
Kalibrierergebnisse im Detail
Legende
1. Transportwangen kalibrieren
2. Transportbreite kalibrieren
3. Maschinendaten für den Transport speichern
4. Maschinendaten für den Transport wiederherstellen
VORSICHT! Die Kalibrierung der
Transportwangen und –breite ist nicht in der Funktion
enthalten.
Gesamt-Kalibrierung
Verwenden Sie dazu die Funktion und betätigen Sie in
diesem Menü den Button .
Einzelkalibrierung
Transport
Die Maschinendaten für den Transport werden
automatisch auf der TSP301 gespeichert. Die
Sicherungsdatei zur Wiederherstellung der Daten wird
auf dem Stationscomputer gespeichert.
Kalibrierung
Grundsätzliche Erläuterung der Kalibrierschritte Verfahrbereich (optional)
463 Student Guide SIPLACE X-Serie und X4I FSE
Grundsätzliche Erläuterung der Kalibrierschritte
12.4 Grundsätzliche Erläuterung der Kalibrierschritte
Verfahrbereich (optional)
12.4.1 Verfahrbereich (optional)
Sehen Sie dazu auch...
6 Portal [ ➙ 188]
Nullpunkt-Offset
12.4.2 Nullpunkt-Offset
Der Maschinen-Nullpunkt (Vermessungspunkt für jedes Portal) dient als Bezugspunkt für die X und Y-
Achse zum Maschinen-Koordinatensystem. Damit wissen beide Achsen, wo genau in der Maschine sie
sich befinden.
Dieser Maschinenpunkt (Passmarke) wird mit Hilfe LP-Kamera angefahren und in X- und Y-Richtung
vermessen. Der daraus resultierende Offset wird zur festen Nullpunktkorrektur für die X und Y-Achse
einberechnet.
Sehen Sie dazu auch...
12.2.2 Kalibrierpositionen – Maschinen-Nullpunkte [ ➙ 456]
LP-Kamera
12.4.3 LP-Kamera
▪ Ermitteln der Eichfaktoren, Verhältnis Pixelgröße der Kamera zur Auflösung des Messsystems der
Maschine (X, Y).
▪ Der Kameramittelpunkt in X- und Y-Richtung wird bestimmt.
▪ Bestimmen des Verdrehwinkels des CCD Sensors in der LP-Kamera.
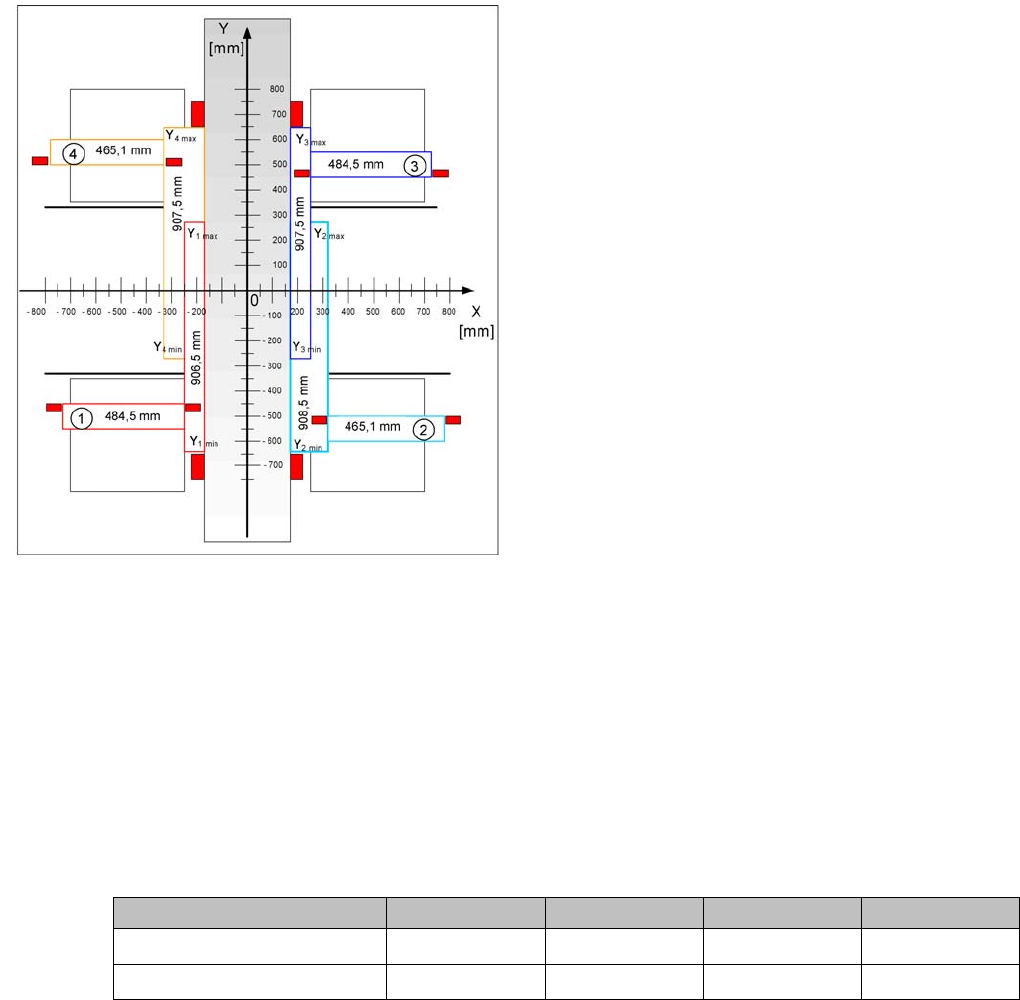
▪ Die Ermittlung der maximalen und minimalen
Verfahrwege für Maschinen mit A364 wird über die
Hardwarepuffer durchgeführt. Diese Werte werden
für die Verfahrwegüberwachung,
Geschwindigkeitsüberwachung und
Portalüberwachung benötigt.
▪ Die X-Achse fährt zum linken und rechten Puffer und
misst deren Positionen mit einem Sicherheitsabstand
von 2,0 mm. Zusätzlich wird ein Sicherheitsabstand
von 0,5 mm von der Software einberechnet.
▪ Die Y-Achse fährt nur zu ihrer minimalen Position
(Portal 1/2) bzw. zu ihrer maximalen Position (Portal
3/4).
Maschinen-Nullpunkt Portal 1 Portal 2 Portal 3 Portal 4
X
Soll
-368,7 mm 368,7 mm 368,7 mm -368,7 mm
Y
Soll
-298,0 mm -298,0 mm 298,0 mm 298,0 mm