00196043-05 - SG X und X4I FSE_de.pdf - 第413页
BE-Handling Pneumatisches Schneidgerät Aufb au und Funktion des pneuma tischen Schneidgerätes 413 Student Guide SIPLACE X-Serie und X4I FSE Pneumatisches Schneidgerät Legende Der Gurtschneider wird aktiviert wenn das Por…
BE-Handling
Aufbau und Funktion des pneumatischen Schneidgerätes Pneumatisches Schneidgerät
Student Guide SIPLACE X-Serie und X4I FSE 412
Einzugsvorrichtung komplett
Legende
Aufbau und Funktion des pneumatischen Schneidgerätes
10.3.2 Aufbau und Funktion des pneumatischen Schneidgerätes
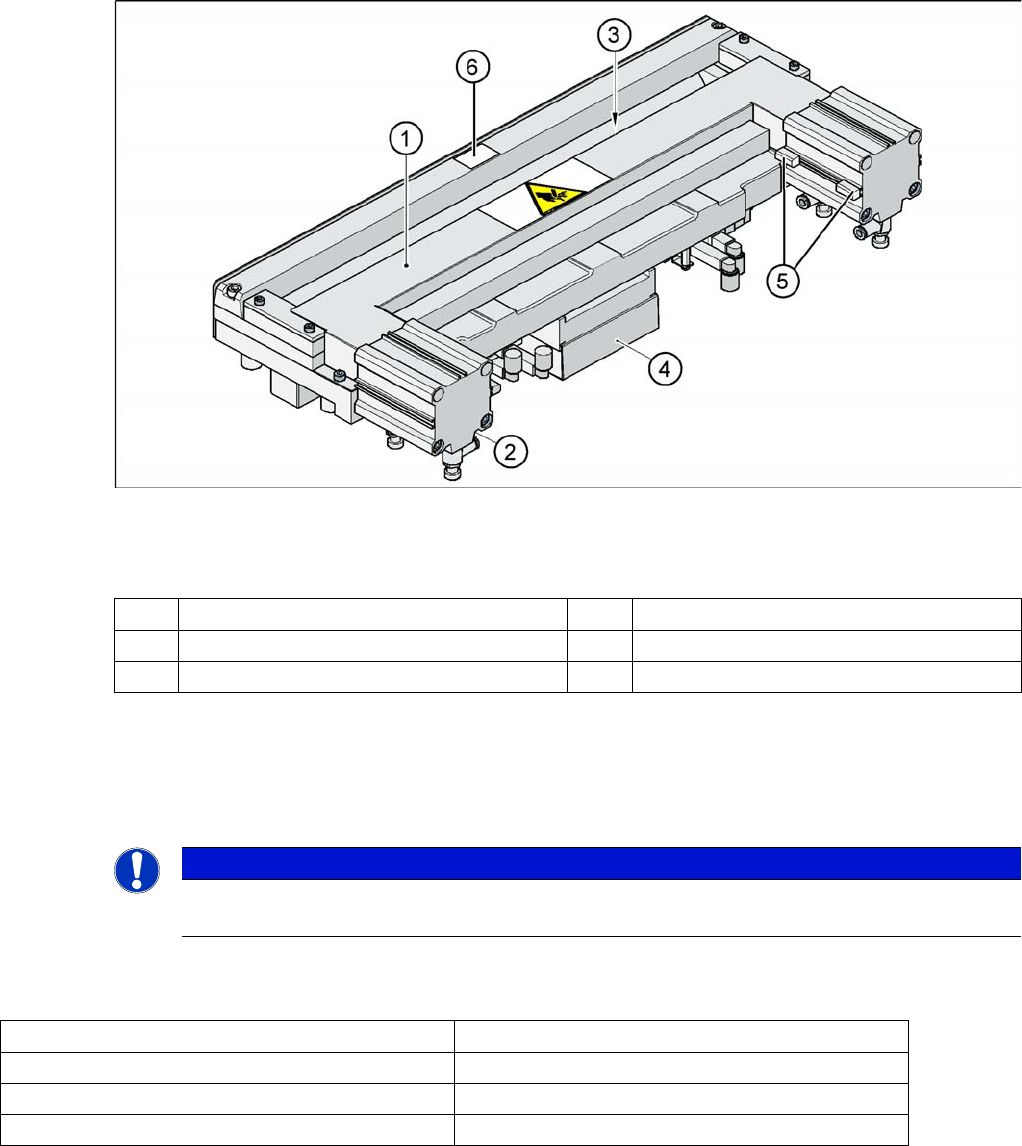
Über den Leergurtleitkanal werden die Leergurte in die Öffnung (3) des Schneidgeräts geleitet.
Basis des Schneidgeräts ist ein horizontal liegender Rahmen (1) mit einer feststehenden Schneidkante
und einem beweglichen Schneidmesser, das von zwei Kurzhubzylindern (2) Bei jeder Auf- oder
Abwärtsbewegung schneidet das Gerät den Gurt ab.
Die Näherungsschalter (5) signalisieren die Stellung der Kurzhubzylinderkolben und damit auch die
Stellung der Schneidmesser. Die Steuerelektronik (4) registriert über die Näherungsschalter, ob der Gurt
abgeschnitten wurde. Der Schneidvorgang erfolgt nur während des Bestückens. Aus Gründen der
Betriebssicherheit ist das Schneidgerät in den NOT-HALT-Kreis integriert.
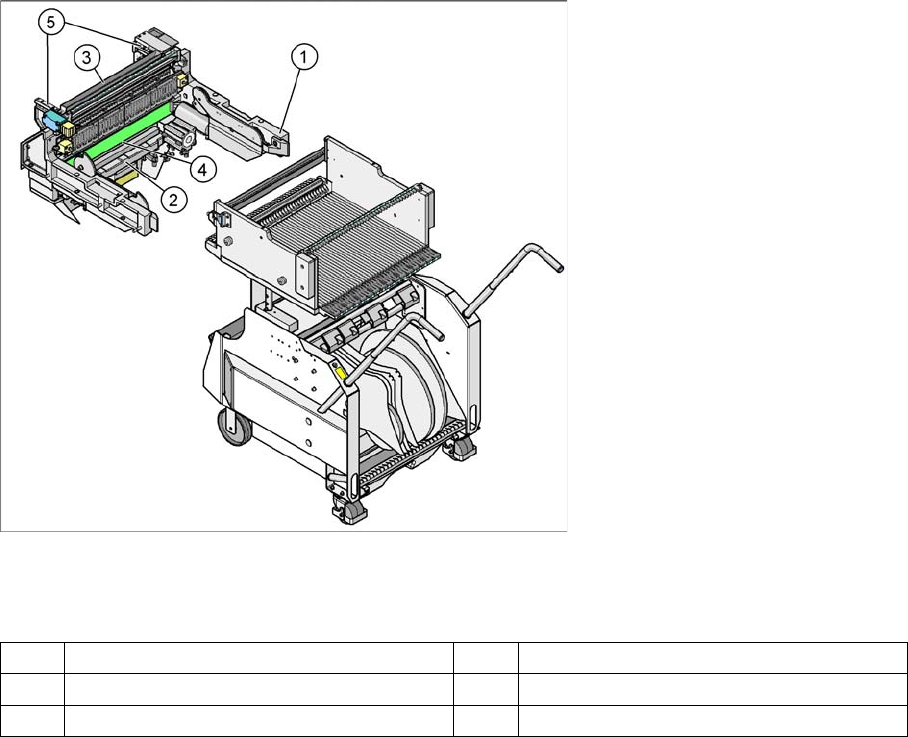
Das pneumatische Schneidgerät ist mit vier Schrauben auf den Rahmen der Einzugsvorrichtung
befestigt und bildet zusammen mit dem Leergurtleitkanal eine Einheit.
1 Rahmen Einzugsvorrichtung 2 Pneumatisches Schneidgerät
3 BE-Abwurfbehälter 4 Leergurtleitkanal
5 Aufnahmehalter für Pipettenwechsler
BE-Handling
Pneumatisches Schneidgerät Aufbau und Funktion des pneumatischen Schneidgerätes
413 Student Guide SIPLACE X-Serie und X4I FSE
Pneumatisches Schneidgerät
Legende
Der Gurtschneider wird aktiviert wenn das Portal zur ersten Bestückposition fährt. Abwechselnd bewegt
einer der zwei Zylinder das Schneidmesser vor. Erreicht der erste Zylinder die vordere Position, wird der
2. Zylinder gestartet. Beide Zylinder werden dann gleichzeitig für die Rückwärtsbewegung gestartet.
Zu Servicezwecken kann das Schneidgerät in ca. 15 min. aus- bzw. eingebaut werden. Für detaillierte
Beschreibungen zum Zerlegen siehe Serviceanleitung.
Technische Daten
10.3.2.1 Technische Daten
1 Horizontaler Rahmen 4 Steuerelektronik
2 Kurzhubzylinder 5 Näherungsschalter
3 Öffnung für die Leergurte 6
HINWEIS
Die Ersatzteilnummern für die Schneidgeräte und die Schneidmesser zwischen den HF- und
X-Maschine sind nicht identisch.
Druckluftversorgung 0,5 MPa = 5,0 bar
Druckluftverbrauch 135 Nl/min
Taktzeit 1,5 sec pro Schnittvorgang
Versorgungsspannungen 5V-, 24V-
BE-Handling
Leergurtleitkanal Pneumatisches Schneidgerät
Student Guide SIPLACE X-Serie und X4I FSE 414
Leergurtleitkanal
10.3.3 Leergurtleitkanal
Der Leergurtleitkanal nimmt am Einlassspalt (1) die Leergurte aus den Förderern auf und leitet diese
vom Austrittsspalt (2) zur Schneidposition des pneumatischen Schneidgeräts weiter. Dort wird der Gurt
zerkleinert und gelangt über die Gurtabfallrutsche in den Auffangbehälter des BE-Wagens. Für Gurte
mit Gurttaschen tiefer als 17 mm muss das mittelste Blech des Leergurtleitkanals, welches mit einer
Schraube auf der linken und rechten Seite fixiert ist, demontiert werden.
Der Leergurtleitkanal ist auf dem pneumatischen Schneidgerät mit vier Schrauben befestigt.
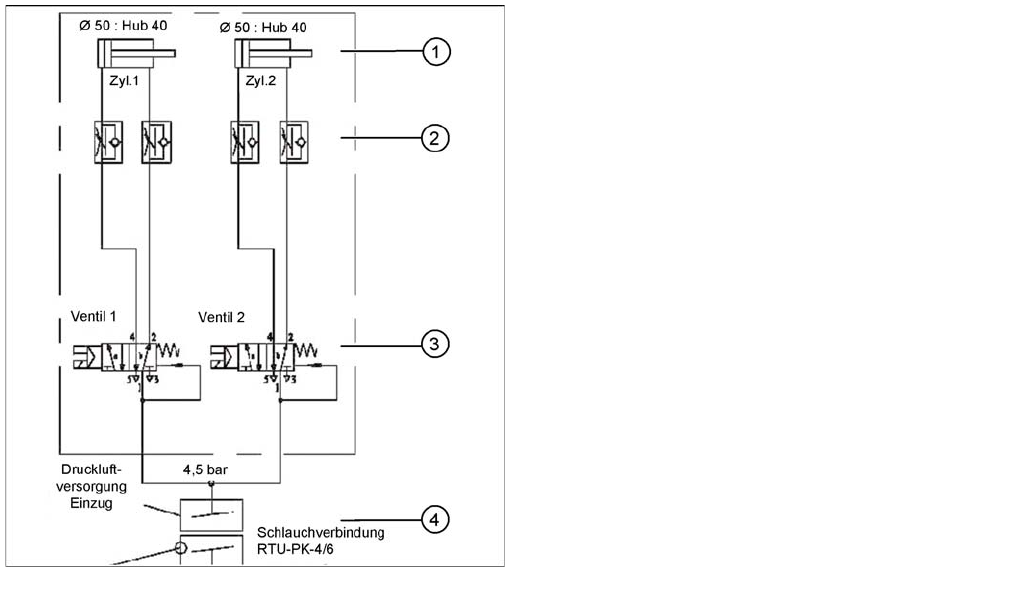
Pneumatikplan Gurtschneidgerät
Legende
1. Antriebszylinder für Schneidmesserbewegung
40 mm Hub
2. Einstellbare Rückschlagdrosseln an den
Zylinderanschlüssen
3. 5/2-Wege Magnetventile
4. 4,5 bar Druckluftversorgung über das SSK
Sicherheitsreilais
Schneidgerät nur bei geschlossenen Schutzhauben
aktiv