Aimex3C系统手册.pdf - 第275页
SYS-AIMEX3C-007S0 8. 各种功能的设定和管理 AIMEX III/AIMEX IIIc 系统手册 259 8.2.10 多功能生产运用的设定 Multi 生产是一种在双机械手机的侧 1 和侧 2 上,各个机械手独立吸取和贴装元件 的生产运用方法。 在以下状态时,运用 Multi 生产可以缩短前置时间。 a. 生产计划突然变更,不能使用 AIMEX 多 Job 生产线平衡 b. 一天的作业时间内换 线时间所占的比例大 c…

8. 各种功能的设定和管理 SYS-AIMEX3C-007S0
258 AIMEX III/AIMEX IIIc 系统手册
a. 设定生产用料盘箱中的所有初始料站。
• 移动顺序 A 时:在初始料盘的托架上配置次料盘。
• 移动顺序 B, C 时:区别有初始料盘的托架,在其他托架上配置次料盘。
b. 选择 Machine Configuration 的 「Feeder Setup」标签页,将生产用料盘箱所有料槽的 Status 设
定为 「Fixed」。
c. 选择 Machine Configuration 的 「Feeder Setup」标签页,将补充用料盘箱所有料槽的 Status 设
定为 「Reserved」。
d. 进行优化。
备注
详细内容请参照 AIMEX 系列编程手册。
oNnLLVIq
oNnLLVIq
Downloaded at 2017/10/30 17:10:21 by 307B1555 DL#XAxe7m6U
Downloaded at 2017/10/30 17:10:21 by 307B1555 DL#XAxe7m6U
SYS-AIMEX3C-007S0 8. 各种功能的设定和管理
AIMEX III/AIMEX IIIc 系统手册
259
8.2.10 多功能生产运用的设定
Multi 生产是一种在双机械手机的侧 1 和侧 2 上,各个机械手独立吸取和贴装元件的生产运用方法。
在以下状态时,运用 Multi 生产可以缩短前置时间。
a. 生产计划突然变更,不能使用 AIMEX 多 Job 生产线平衡
b. 一天的作业时间内换线时间所占的比例大
c. 操作员手工进行的换线作业多,不能进行完全自动的换线
1. 请进行手持式扫描器上的自动换线功能设定。
备注
详细请参照 「8.2.6 自动换线功能设定 (手持式扫描器模式)」。
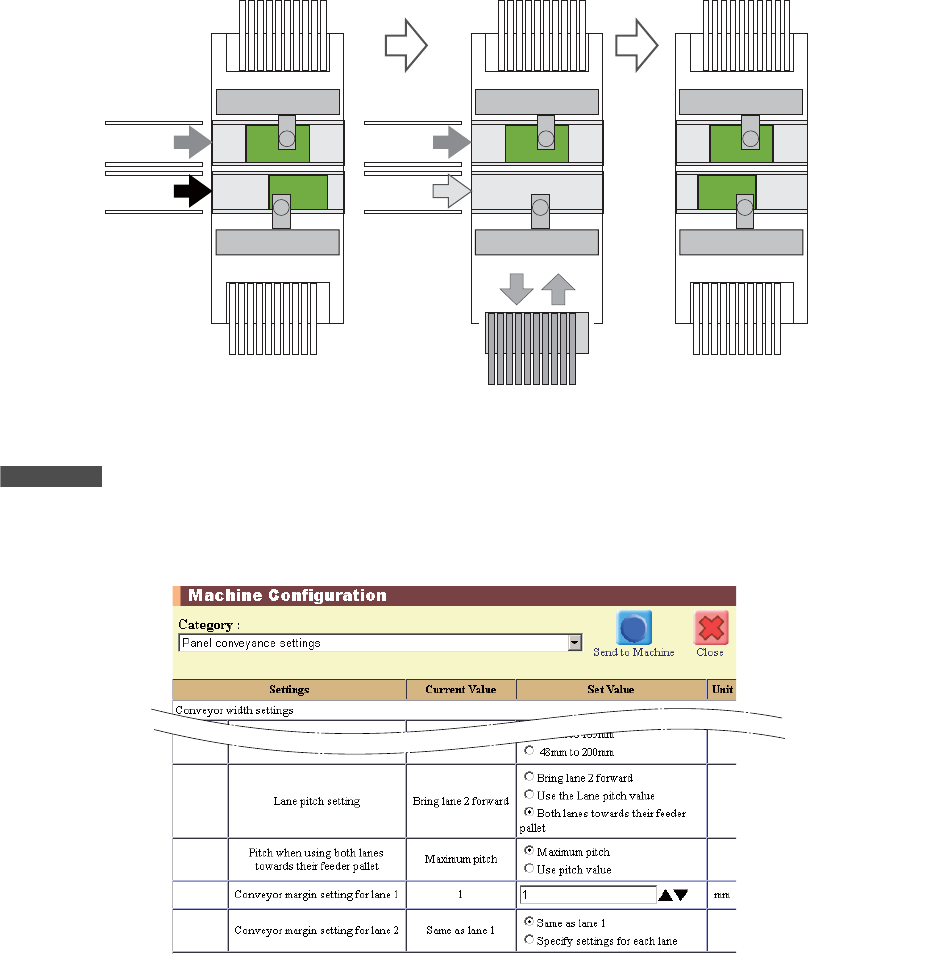
2. 请进行搬运轨道宽度设定。
• 「通道间的间距指定」:两端靠近 (本公司推荐)
• 「两端靠近时的间距指定」:最大间距
30SYS-0428E
Side 2
Job B
Job A
Side 1
B
A
Side 2
Job B
Job C
Side 1
B
Side 2
Side 1
B
C
30SYS-0429E
oNnLLVIq
oNnLLVIq
Downloaded at 2017/10/30 17:10:21 by 307B1555 DL#XAxe7m6U
Downloaded at 2017/10/30 17:10:21 by 307B1555 DL#XAxe7m6U
8. 各种功能的设定和管理 SYS-AIMEX3C-007S0
260 AIMEX III/AIMEX IIIc 系统手册
为了使设定有效,必须事先完成 Multi 生产用的 Job 设定。
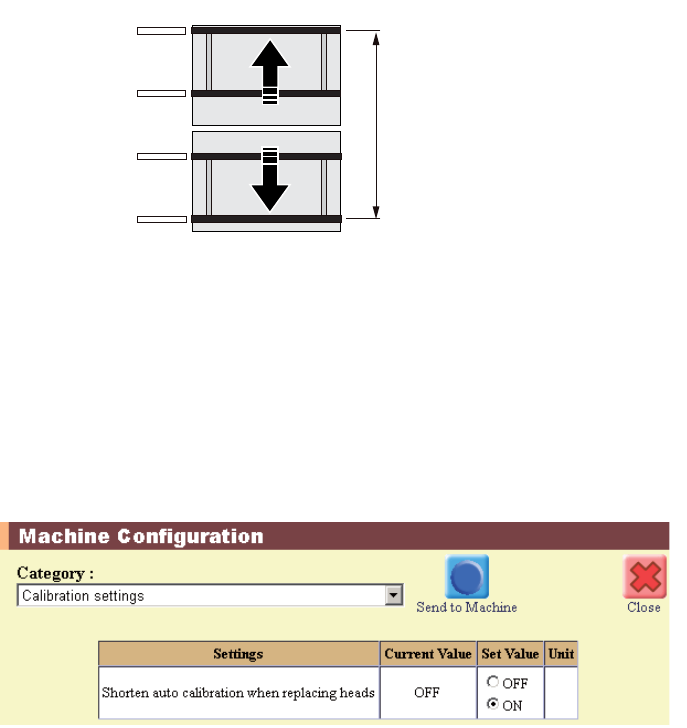
8.2.11 更换工作头时的校正时间缩短功能
缩短更换了工作头后的自动校正时间的功能。
通常,机器在每次更换头后进行自动校正。但是,通过保存使用过的工作头校正结果,省去了再次使用时
的校正。
• [Shorten auto calibration when replacing heads]:[ON]
30SYS-0430S
(mm)
ϸッ⿏ࡼ
ϸッ⿏ࡼᯊⱘ᳔䯈䎱
通道2
通道1
01SYS-0586E
oNnLLVIq
oNnLLVIq
Downloaded at 2017/10/30 17:10:21 by 307B1555 DL#XAxe7m6U
Downloaded at 2017/10/30 17:10:21 by 307B1555 DL#XAxe7m6U