3OM-1050-002.pdf - 第33页
(A01_02) P .C.B. size X [mm], Y [mm], and T [mm] Set the dimensions of the P .C.B. to be produced. Unit: mm Fig. 3B10 When the P .C.B. has a cutout, the following dimensions must be entered. Note: TCM-X100 cannot positio…
2.2 Pattern Program Name
To save a pattern program, it is required to give a name to the program.
Up to 32 characters (alphanumerics and marks) can be used.
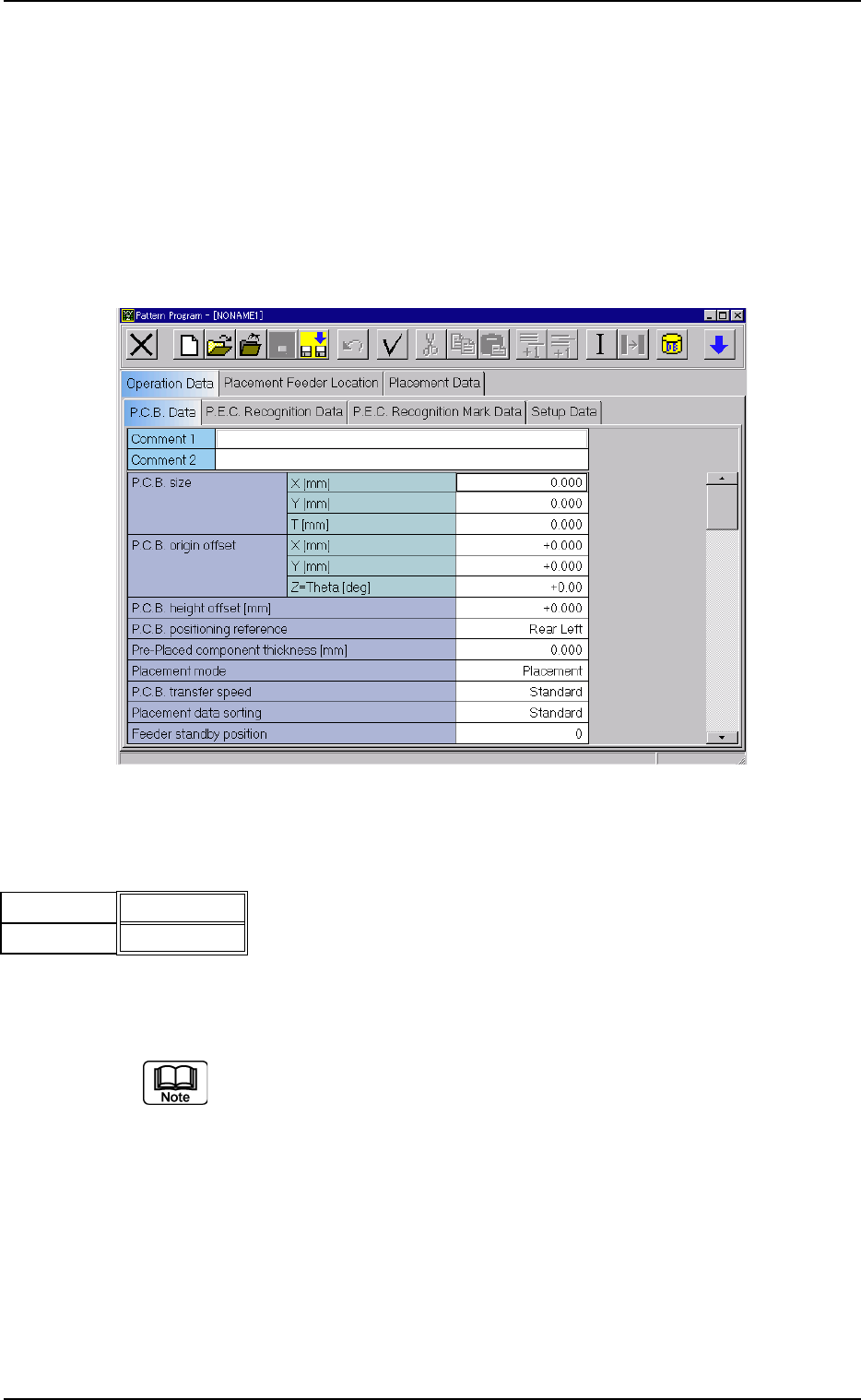
2.3 Operation Data
(A01) P.C.B. Data
Fig. 3B8 Edit Window (Example)
(A01_01) Comment 1, 2
Comments on the pattern program can be specified in these text boxes.
Up to 32 characters (alphanumerics and marks) can be used.
The performance of the machine is not affected by these comments. In
other words, it has nothing to do with or without these comments.
2.2 Pattern Program Name
0210-004 2-13 AFO01EDTP
Fig. 3B8-1
Comment 1
Comment 2
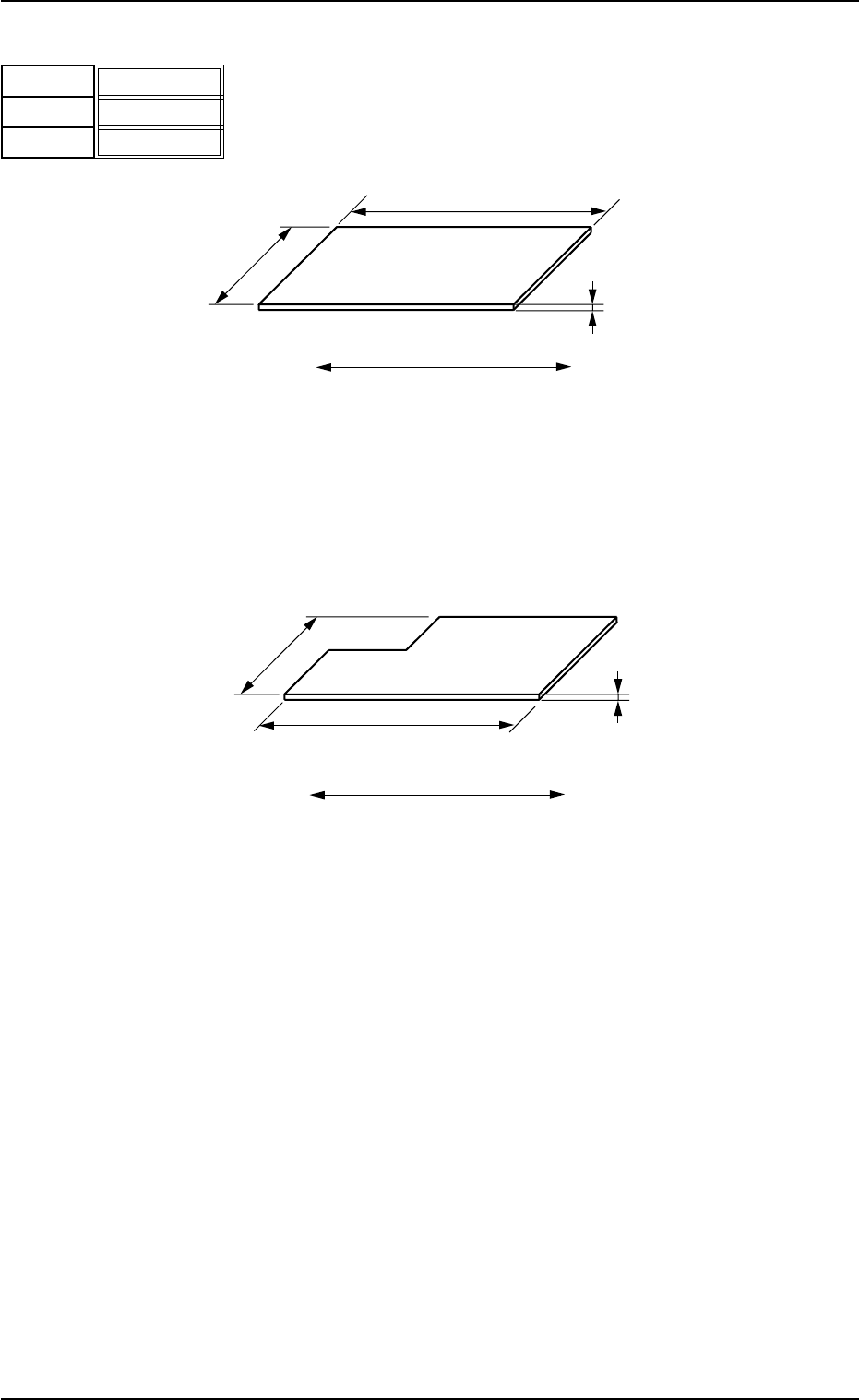
(A01_02) P.C.B. size
X [mm], Y [mm], and T [mm]
Set the dimensions of the P.C.B. to be produced.
Unit: mm
Fig. 3B10
When the P.C.B. has a cutout, the following dimensions must
be entered.
Note: TCM-X100 cannot position a P.C.B. that has a cutout
like one in the figure below.
Fig. 3B11
Data Input Range
TCM-X100
X: 50 to 330 Y: 50 to 250 T: 0.5 to 5.0
TCM-X200
X: 50 to 460 Y: 50 to 381 T: 0.5 to 5.0
TCM-X300
• P.C.B. Origin Position : [to R460 mm]
X: 50 to 460 Y: 50 to 460 T: 0.5 to 5.0
• P.C.B. Origin Position : [to R510 mm]
X: 50 to 510 Y: 50 to 460 T: 0.5 to 5.0
• P.C.B. Origin Position : [to R560 mm]
X: 50 to 560 Y: 50 to 460 T: 0.5 to 5.0
• P.C.B. Origin Position : [to R610 mm]
X: 50 to 610 Y: 50 to 460 T: 0.5 to 5.0
2.3 Operation Data
0307-006 2-14 AFO01EDTP
P.C.B.
P.C.B. Flow Direction
Y (Vertical)
X (Horizontal)
T (Thickness)
Y (Vertical)
X (Horizontal)
T (Thickness)
P.C.B.
P.C.B. Flow Direction
330.000
250.000
1.600
X [mm]
Y [mm]
T [mm]
Fig. 3B9
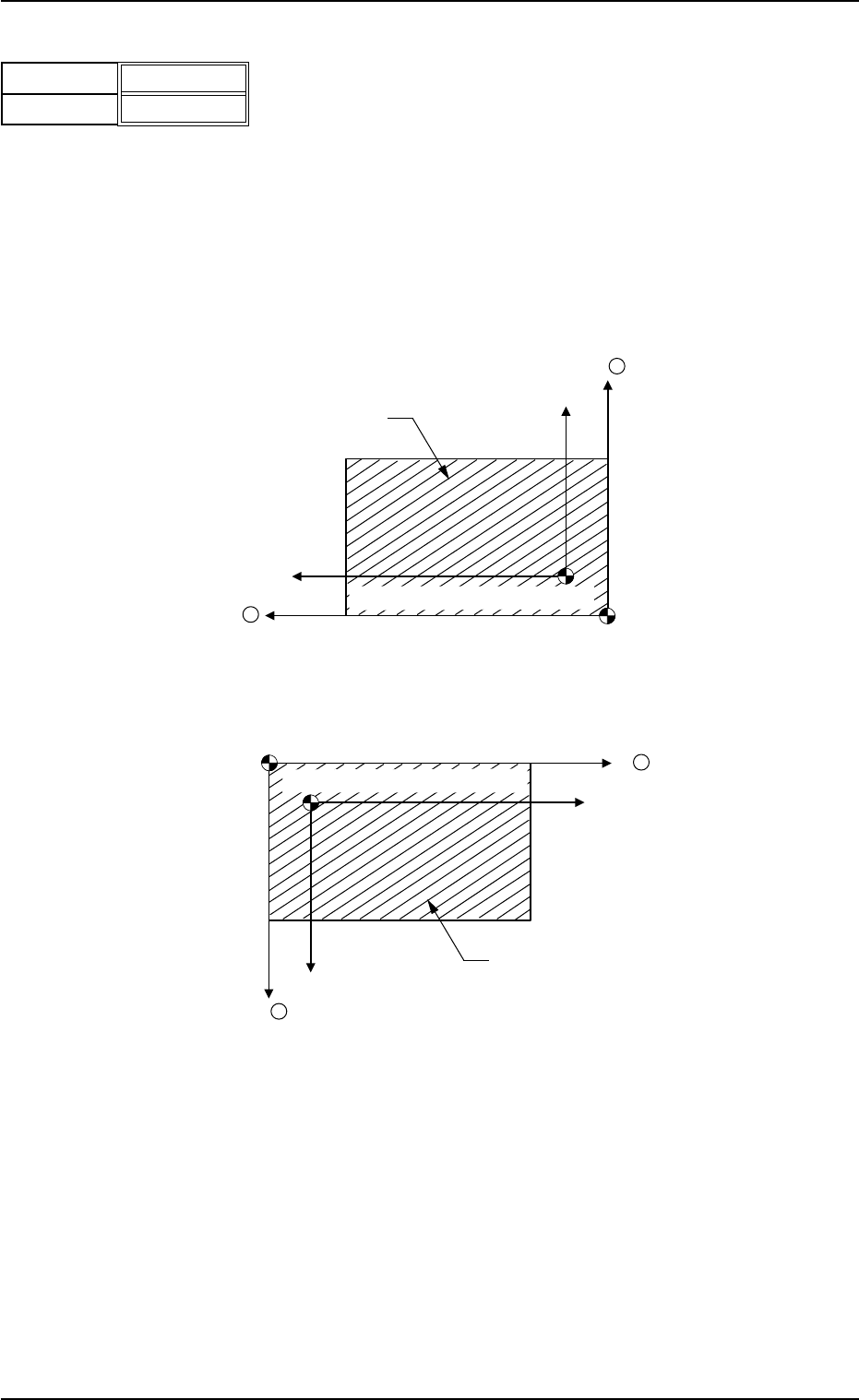
(A01_03) P.C.B. origin offset
X [mm] and Y [mm]
Set the offset values to correct the difference between the placement
coordinate reference point (N
0
) and the P.C.B. origin (P
0
).
Unit: mm
"Plus" or "Minus" can be set in both X and Y coordinates in the direc-
tion of the correction.
Fig. 3B13 Example of "+" (Plus) Direction for Correction
P.C.B. Origin(P
0
)
X +
Y +
P.C.B.
Placement Coordinate Reference (N
0
)
P.C.B. Origin (P
0
)
X +
Y +
P.C.B.
Placement Coordinate Reference (N
0
)
TCM-X100
TCM-X200 TCM-X300
X [mm]
Y [mm]
+00.000
+00.000
Fig. 3B12
2.3 Operation Data
0301-005 2-15 AFO01EDTP