N7201A652E.pdf - 第187页
NPM- TT2 EJM1EE-MB-03 O-02 When errors are found by self-diagnosis 1 2 1 Choose the item (The modification method is displayed ) 2 Modify error as instructed 3-1-1 -2 For independent mode 1 (The in dependent mode is d is…
NPM-TT2 EJM1EE-MB-03O-02
Produc-
tion
Production start 1
Starting production
3-1-1-1
Operating procedure
3-1-1
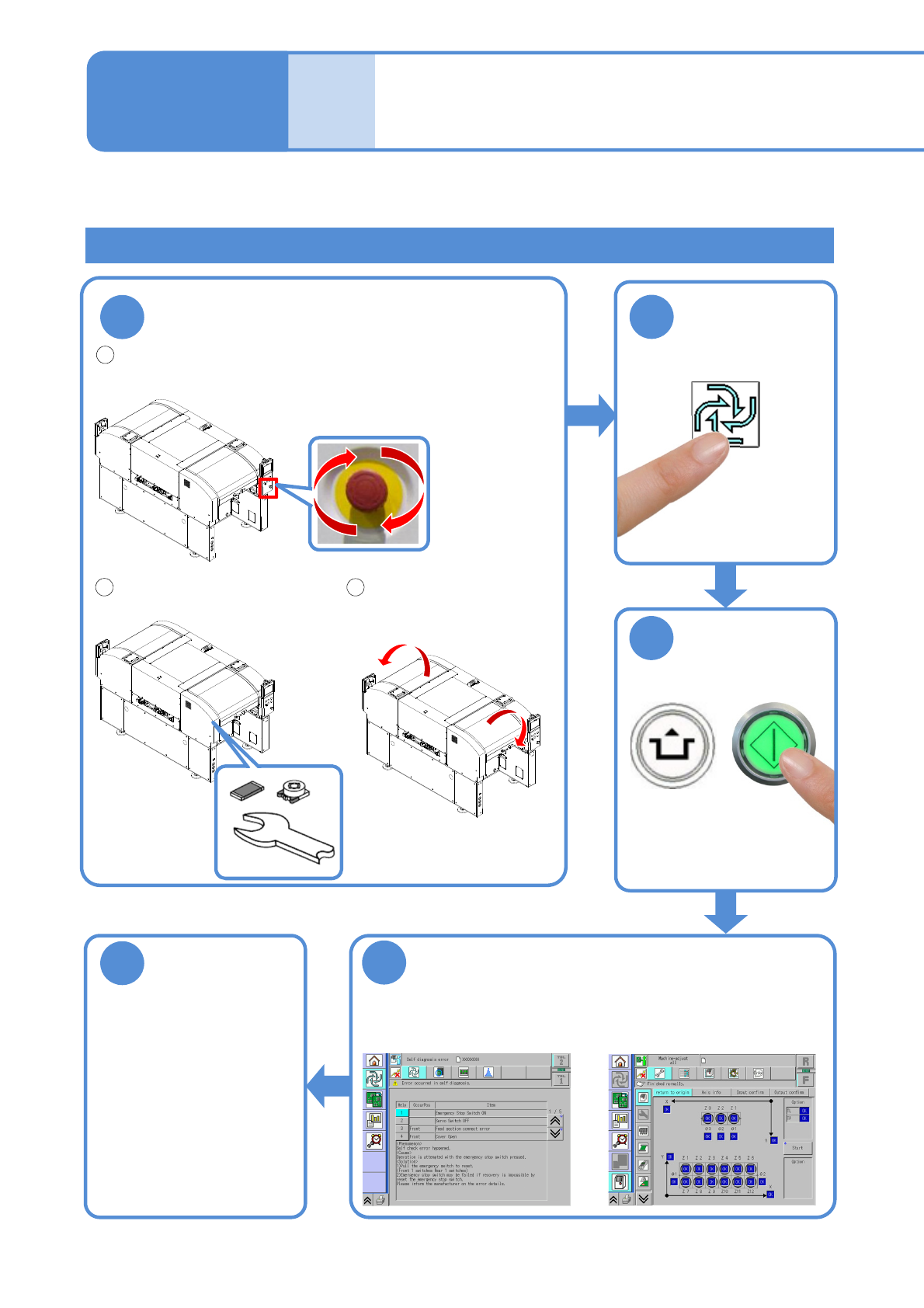
Describes how to start production. It is the operator’s daily task.
Check that the emergency stop switch is released.
●To release, make sure that danger or
abnormality is removed, and then turn the
switch to the right.
1
Check before operation
Check that there is no foreign
matter on the conveyor or the
feeder table.
5
Self-diagnosis is conducted
4
■For abnormal case
Abnormal items are displayed .
(→P.3-1-1
-2)
■For normal case
Origin return is carried out.
Check that the front and
rear safety covers are
closed.
2
3
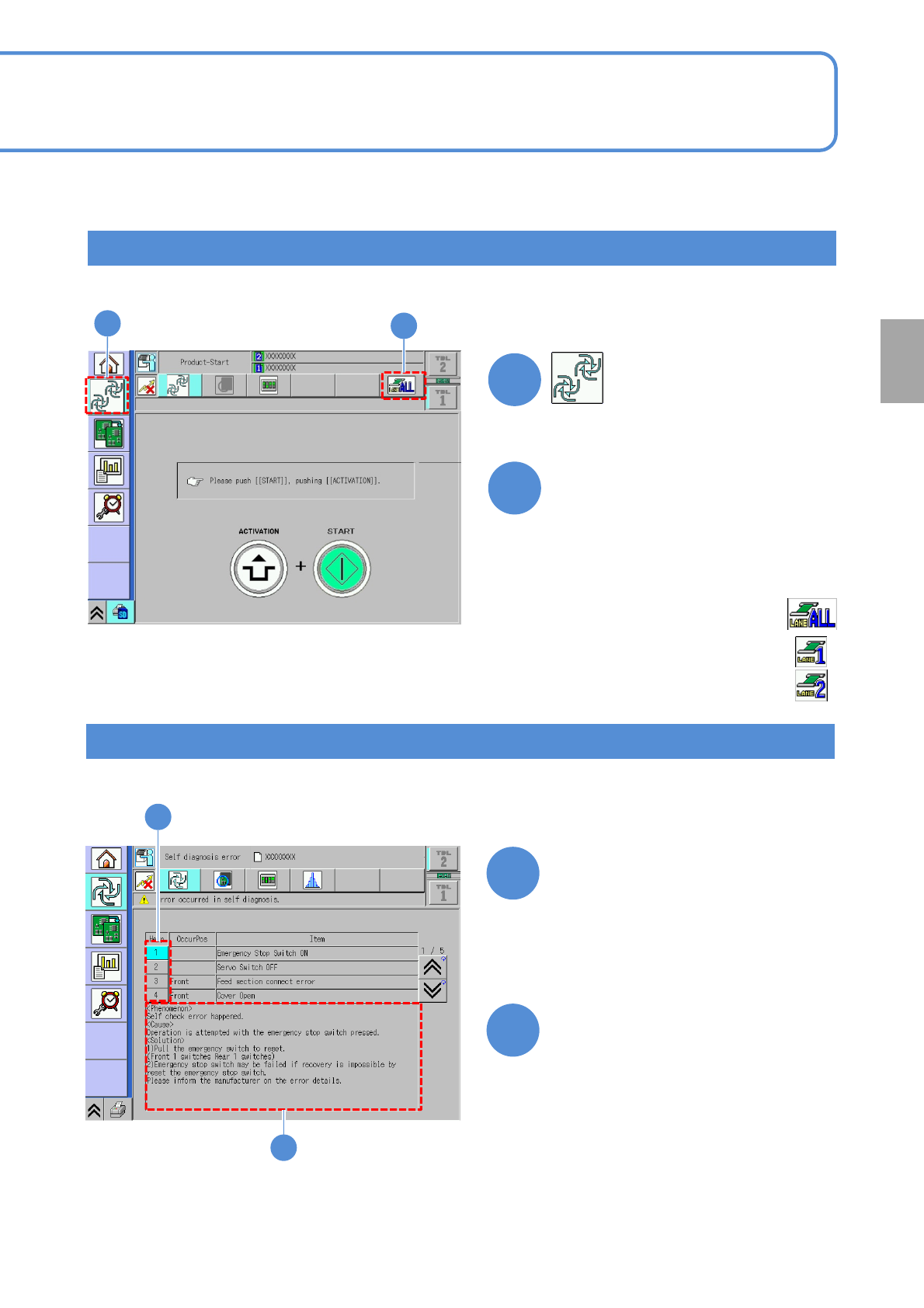
Start production
START
1
2
3
Production
start
■For alternate mode
For independent mode
(→P.3-1-1
-2)
ACTIVATION
NPM-TT2 EJM1EE-MB-03O-02
When errors are found by self-diagnosis
1
2
1
Choose the item
(The modification method is displayed)
2
Modify error as instructed
3-1-1-2
For independent mode
1
(The independent mode is displayed)
2
Select a lane
To start production in front and
rear lanes:
To start production only in lane 1:
To start production only in lane 2:
●When PCBs are produced on
the opposite-axis side lane
that the feeder cart is
detached (→P.3-1-1
-3)
Production
2
1
NPM-TT2 EJM1EE-MB-03O-02
Produc-
tion
Production start 2
Operating procedure
3-1-1
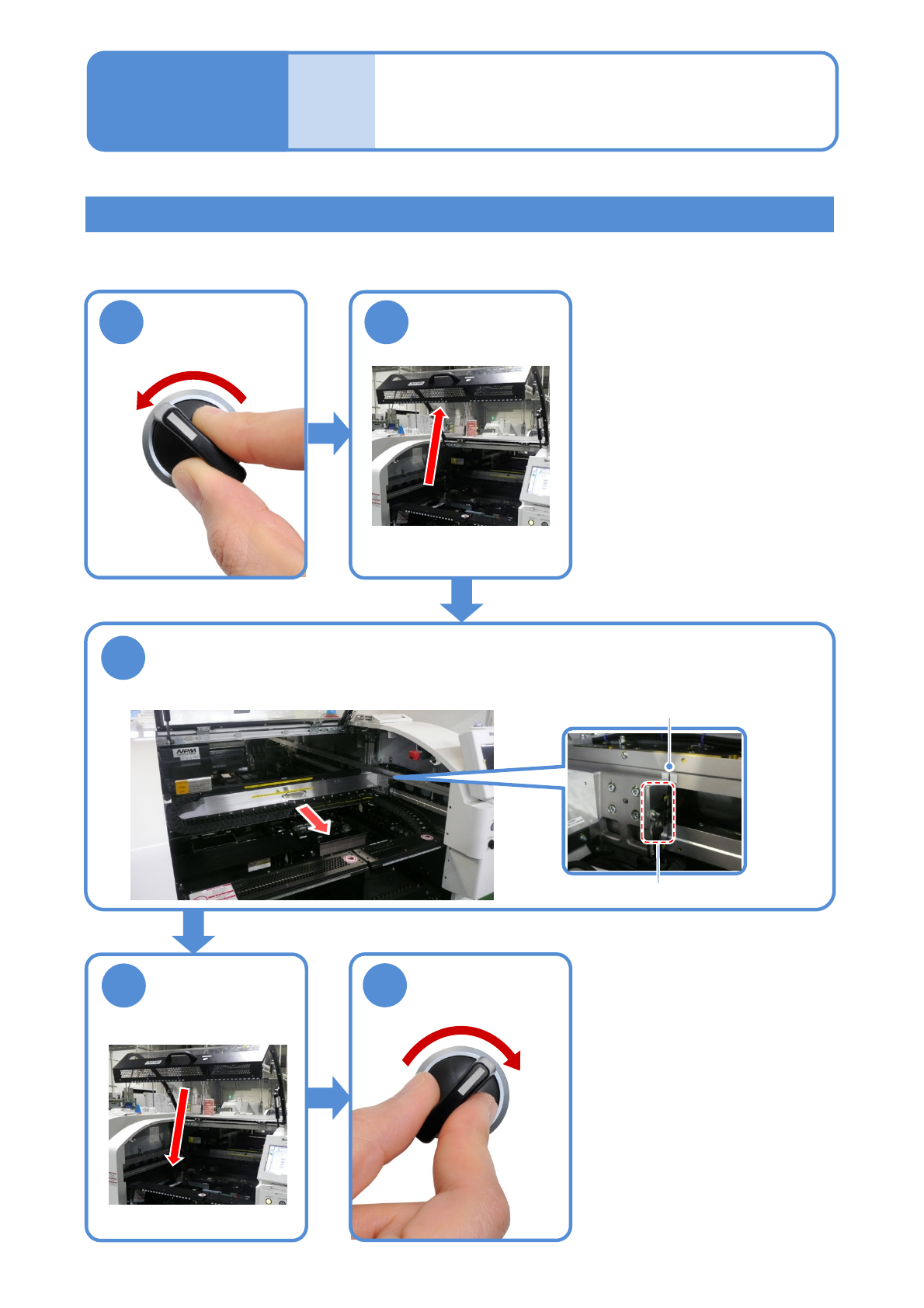
When the feeder cart is detached
21
OFF
SERVO
5
SERVO
ON
6
In the independent mode, even if the feeder cart is detached, PCBs can be produced on the opposite-axis
side. Preparation for the production is described here.
3
Move the X-axis
Move the X-axis of which the feeder cart is detached until its end comes on the retract position
seal of the Y-axis
X-axis end
3-1-1-3
Retract position seal