KE-3010A_20VA_20VRA使用说明书.pdf - 第1154页
第2部 功能详解篇 第1 3章 选项 组件 13-128 13-18-9 编辑程序 以元件数据的 “ 选项 ” 进行助焊剂涂敷装置的动作设定。 只有定心方式已设为图像的元件可以设定。 项目 内容 使用 对助焊剂涂敷装置动作的使用设定「执行」或「不执行」 。 初始设置为「否」 。 下死点停留时间 设定助焊剂转印时贴装头的 Z 轴下降后的等待时间。 补偿 设定元件压入助焊剂涂敷装置上面的程度。 (从行程( mm ) / 负荷( g )选择。…
第2部 功能详解篇 第13章 选项组件
13-127
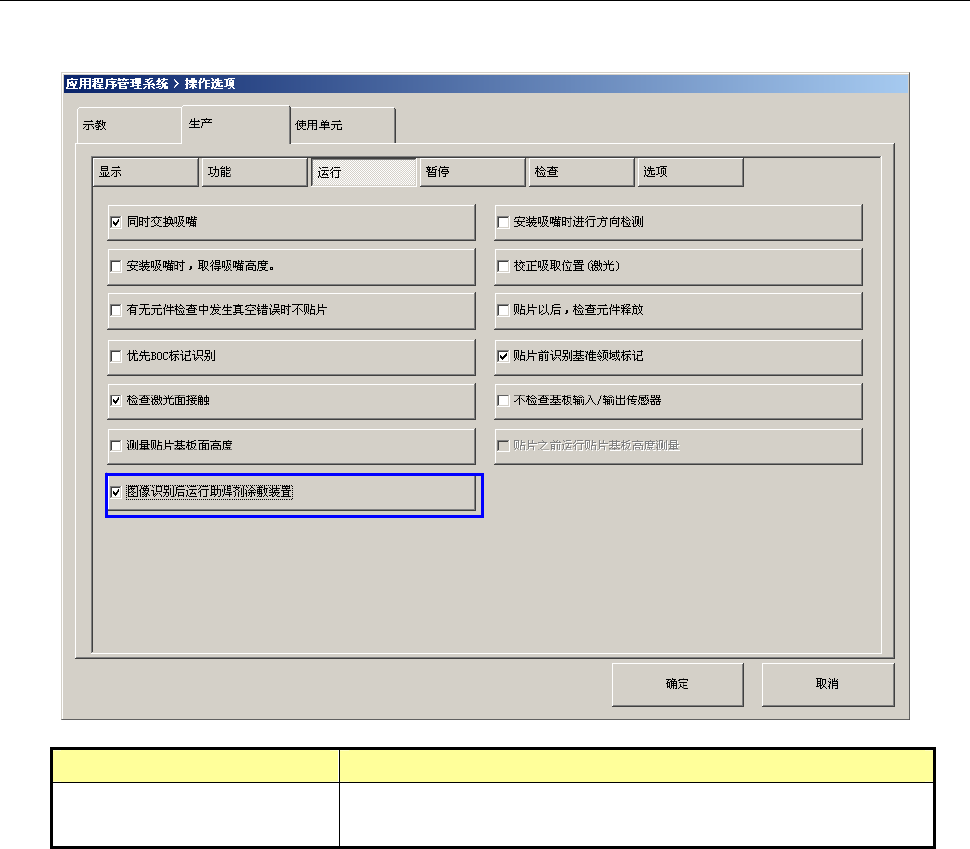
13-18-8 操作选项
以操作选项的“生产(运行)”指定生产时助焊剂涂敷装置的动作时机。
项目 内容
图像识别后运行助焊剂涂敷
装置
选择在图像识别前还是识别后运行助焊剂涂敷装置。
初始设定状态为不打钩(图像识别前运行助焊剂涂敷装置)。
第2部 功能详解篇 第13章 选项组件
13-128
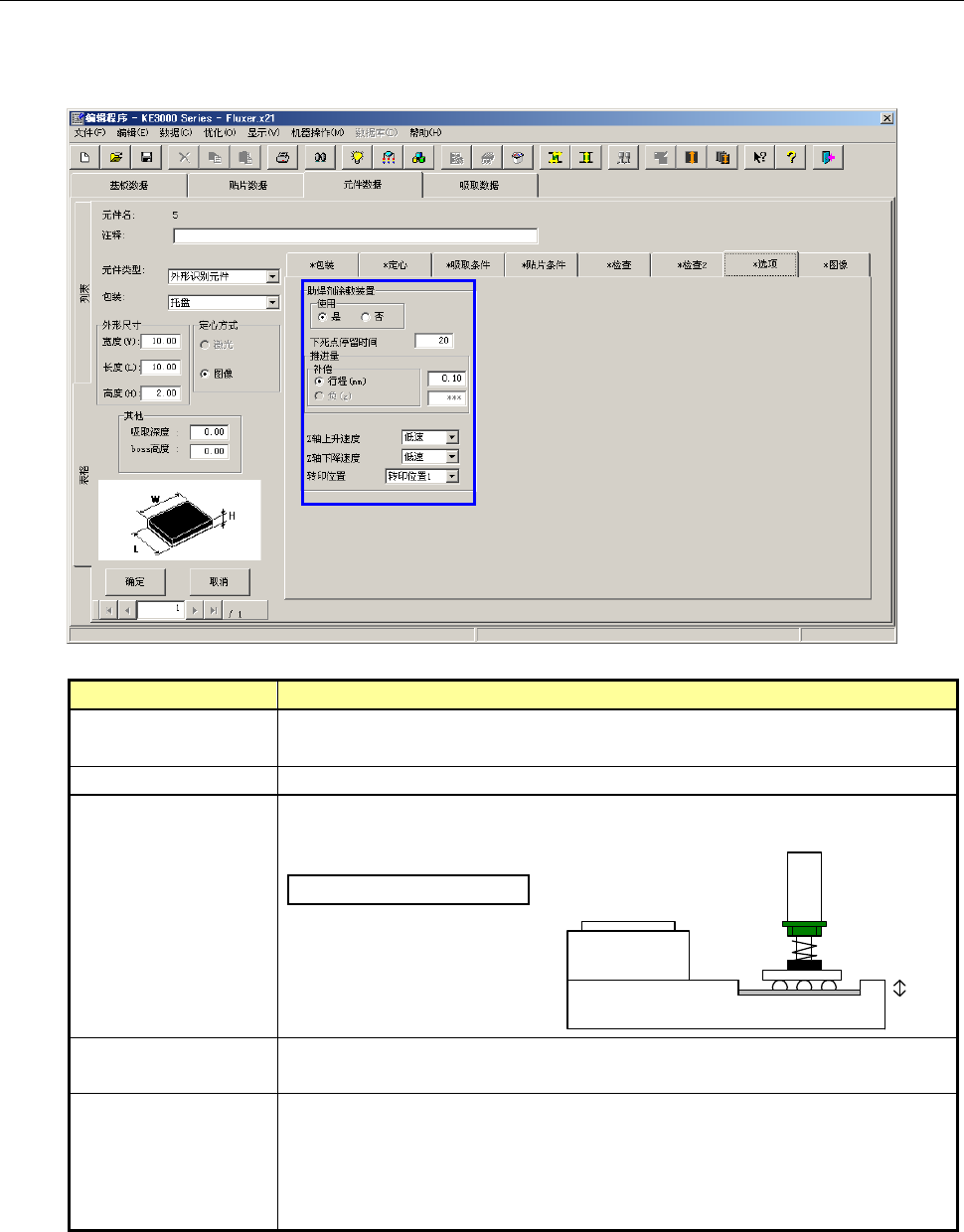
13-18-9 编辑程序
以元件数据的“选项”进行助焊剂涂敷装置的动作设定。
只有定心方式已设为图像的元件可以设定。
项目 内容
使用 对助焊剂涂敷装置动作的使用设定「执行」或「不执行」。
初始设置为「否」。
下死点停留时间 设定助焊剂转印时贴装头的 Z 轴下降后的等待时间。
补偿 设定元件压入助焊剂涂敷装置上面的程度。
(从行程(mm)/负荷(g)选择。)
补偿=t(槽的深度)+α
α: 由于凸点直径是有偏差
的,所以多设定 0.1mm
左右(α=0.1mm)可使助
焊剂的转印量比较稳定。
Z 轴上升/下降速度 设定助焊剂转印时贴装头的 Z 轴上升/下降速度。
(如果被选择的是负荷(g),则下降速度为 FC 速度。)
转印位置 选择助焊剂转印位置 1~4。
选择范围根据机器总体设置中设定的槽的类型而不同。
1槽型:转印位置固定为 1
2槽型:转印位置可从 1、2 中选择
4槽型:转印位置可从 1、2、3、4 中选择
t
第2部 功能详解篇 第13章 选项组件
13-129
13-18-10 生产
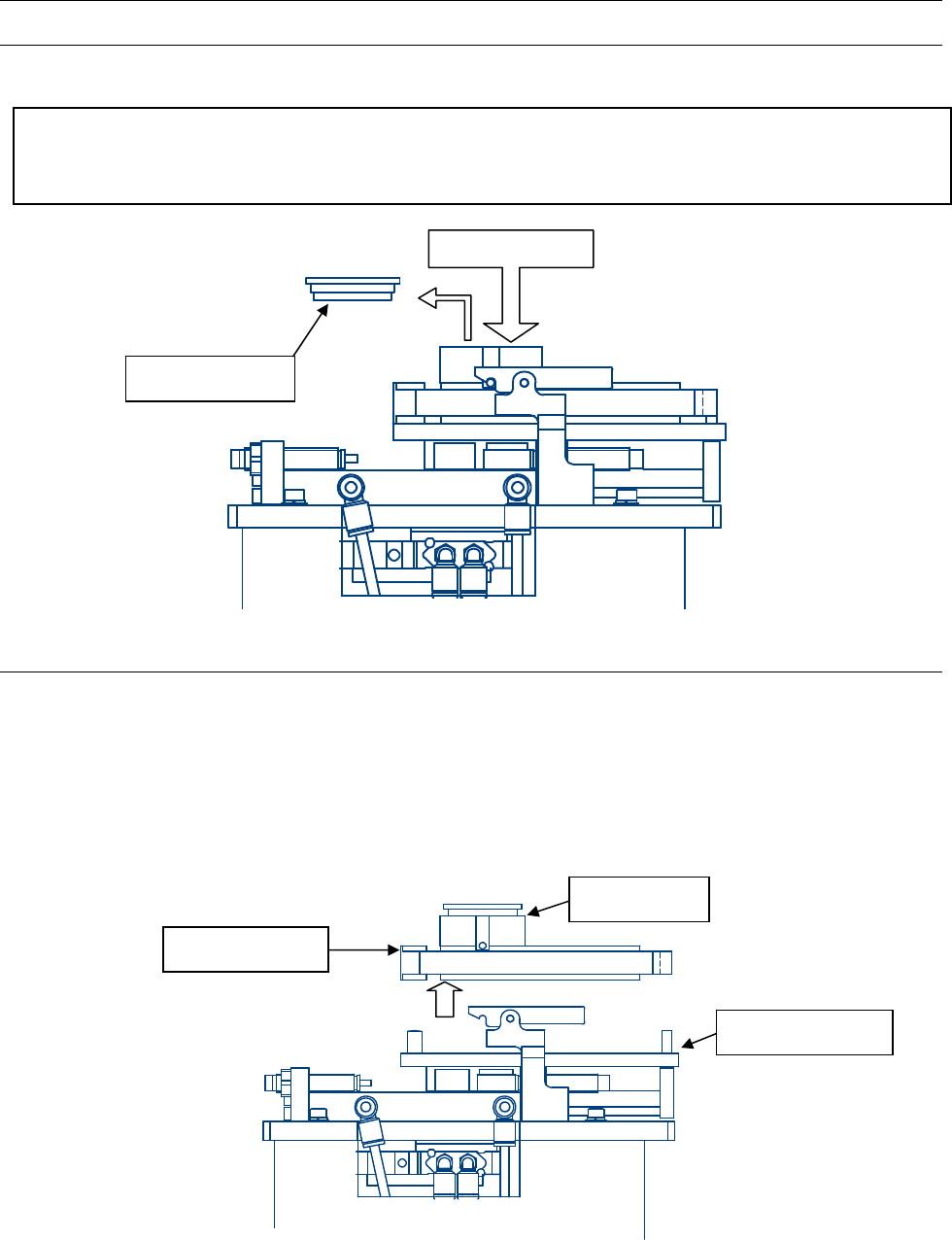
13-18-10-1 注入助焊剂
请卸下助焊剂容器盖,将助焊剂注入到助焊剂容器内。
※注:
助焊剂内含有溶剂。如果附着到线材或气动机器的部件上,则可能因材料劣化而引起故障。并
且,一旦黏附在活动部件上并凝结的话,则可能引起动作不良等故障。请小心操作,避免助焊
剂掉落到周围。
13-18-10-2 助焊剂的取出
① 助焊剂容器放在助焊剂涂敷盘上不要取下,将它们一起从涂敷装置上卸下。
② 请把助焊剂涂敷盘反过来,将助焊剂回收到助焊剂容器里。
③ 废弃已用过的助焊剂,并除掉附着在助焊剂容器和助焊剂涂敷盘上的助焊剂。
④ 请清洗助焊剂容器和助焊剂涂敷盘。
使用的洗涤剂根据助焊剂的种类而异。具体请向贵方使用的助焊剂制造商咨询。
另外,助焊剂容器盖是树脂制品。请勿使用有机溶剂。
注入助焊剂
助焊剂容器盖
助焊剂涂敷盘
助焊剂容器
助焊剂涂敷装置