KE-3010A_20VA_20VRA使用说明书.pdf - 第844页
第2部 功能详解篇 第8章 机器设置 8-65 8-4-18 助焊剂涂敷装置安装位置 ( 选购项 ) 选择助焊剂涂敷装置安装位置后,显示以下画面。 设置助焊剂涂敷装置、旋转型 焊锡转印装置安装位置。设置助焊 剂涂敷装置、旋转型焊锡转印装 置每条沟的转印位置,及装配高度。 详情请参见「第 13 章 选项组件」 - 「 13-18-6 机器设置」 。 (1) 设置项目 No. 设置项目 设置内容 1 转印位置 将助焊剂涂敷盘 的各沟中心位置…
第2部 功能详解篇 第8章 机器设置
8-64
2) 设置吸取位置偏移检测
设置吸取位置偏移检测的使用/不使用及判定值。
如果没有使用编辑程序的「元件数据」-「检查」的吸取位置偏移的设置,此处设置的判定
值会被用于检测吸取位置偏移。
判定值的计算如下所示。
元件的外形尺寸纵 (或外形尺寸横) × (设置值 / 100)
3) 设置管状转换器
使用 HMS 校正管状转换器吸取位置。设置项目如下:
项目 详细内容 输入范围
使用
设置是否使用 HMS 校正吸取位置功能。
ON/OFF
检查位置偏移量
设置使用 HMS 检查吸取位置偏移的开始位置。
输入元件端面到检查开始位置的偏移量。
若元件吸附位置偏移量较小,则不必校正吸附位置,
而可缩小节拍的降低幅度。默认值为 1.00 mm。
-5~5 mm
检查元件最小尺寸
设置进行吸取位置偏差检查的元件的最小尺寸 Y
(吸取数据基准的 Y 方向尺寸)。
为抑制速度的降低,只对容易出现问题的大型元件进
行检查。
默认值为 14.85 mm。
0~50 mm
检查范围
设置 HMS 检查的元件端面范围。
输入吸取位置到管转换器挡块的距离。若在这个范围
内检查不出元件端面时,作为元件用完处理。但是,
不累加到元件用完次数。
默认值为 20.00 mm。
5~50 mm
在[检查位置偏移量]、[检查元件最小尺寸]中设置的值,作为与生产程序无关的固定值使用。
默认值为以 SOP、SOJ 用管转换器的 X 方向最大尺寸 16.51 mm 算出的值。
各项设置值的关系参见下图。
挡块
检查位置偏差
从吸取位置开始到元件端面的距离
=|吸取位置-元件 Y 尺寸/2|
检查范围
第2部 功能详解篇 第8章 机器设置
8-65
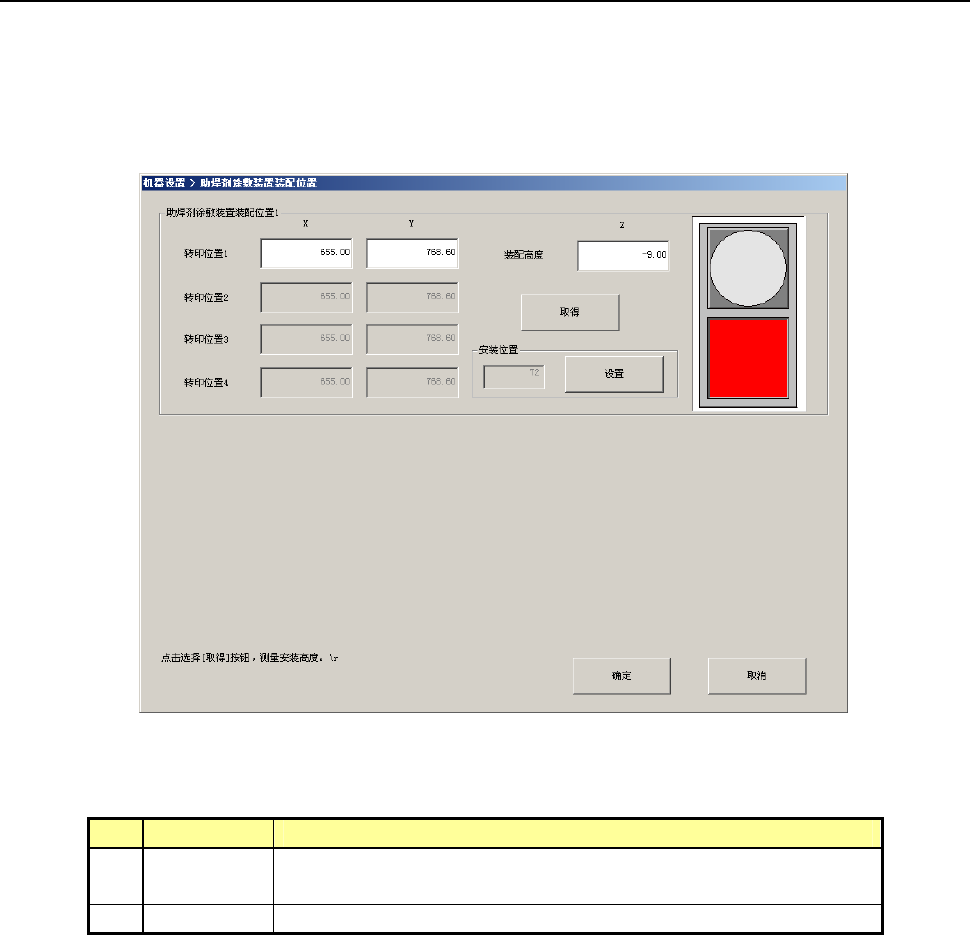
8-4-18 助焊剂涂敷装置安装位置(选购项)
选择助焊剂涂敷装置安装位置后,显示以下画面。
设置助焊剂涂敷装置、旋转型焊锡转印装置安装位置。设置助焊剂涂敷装置、旋转型焊锡转印装
置每条沟的转印位置,及装配高度。
详情请参见「第13章 选项组件」-「13-18-6 机器设置」。
(1) 设置项目
No.
设置项目 设置内容
1
转印位置 将助焊剂涂敷盘的各沟中心位置、旋转型焊锡转印装置转印位置
中心设定为转印位置。
2
装配高度 设置助焊剂涂敷盘的装配高度、旋转型焊锡转印装置的装配高度。
第2部 功能详解篇 第8章 机器设置
8-66
(2) 设置方法
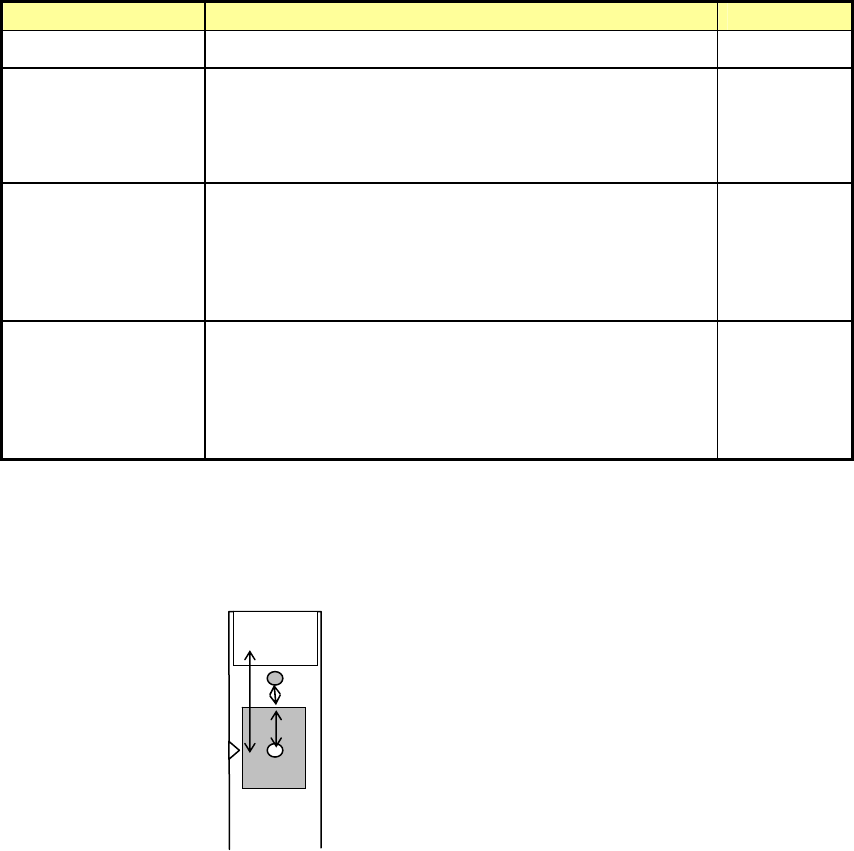
1) 转印位置
<助焊剂涂敷装置时>
由于助焊剂涂敷盘的高度(Z)比 OCC 的焦点高度低 9mm ,要使用标准附带的厚度 9mm
的「模具板」进行示教(空腔对角线的 2 点示教)。
① 将模具板的基准孔插入 φ6mm 销,将另一侧的沟插入并穿过 φ4mm 销,将模具板装配
到助焊剂涂敷装置单元上。
② 把要使用的空腔面向上,将助焊剂涂敷盘的基准孔插入模具板的销,进行安装。
<旋转型焊锡转印装置时>
请用 OCC 进行转印位置中心示教。
2) 装配高度 (请拆下模具板。)
<助焊剂涂敷装置时>
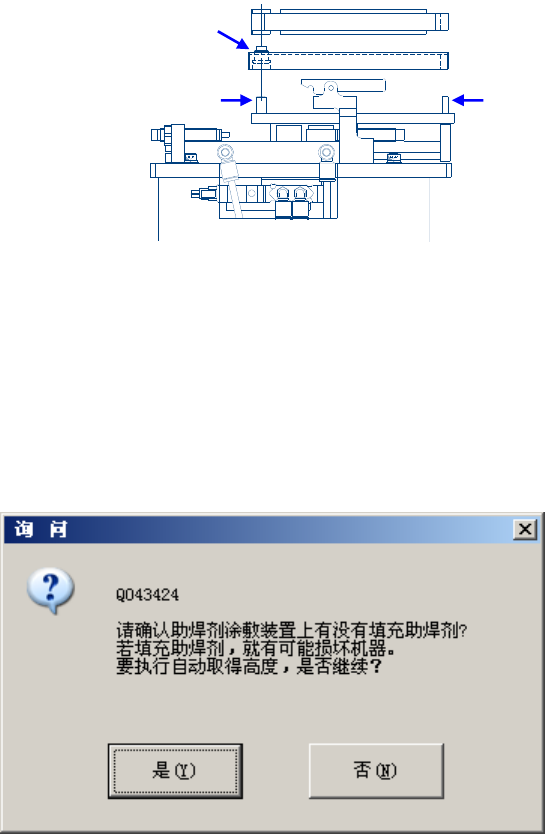
按下装配高度的「自动取得」按钮,使用 508C 吸嘴自动取得装配高度。
① 按下装配高度的「自动取得」按钮,即显示以下提示,选择「是」以取得装配高度。
② 请通过示教,调整测量位置。
③ 进行测量位置的调整后,按下「执行」按钮,开始测量。
④ 测量结束后,会显示以下提示,选择「确定」,Head 上安装的吸嘴即被拆卸,完成取
得装配高度。
助焊剂涂敷盘
模具板
模具板销
φ6mm 销
φ4mm 销