00198667-02_UM_SX12-V3_PL.pdf - 第144页
3 Dane techniczne i zespoły Instru kcja eksploatacji SIPLACE SX1/ SX2 edycja V2 i V3 3.8 System portali Od wersji opr ogramowania SR.713.1 Wydanie 12/2 020 144 3.8.3 Budowa osi Y 3 Rys. 3.8 - 5 Budowa osi Y Oś Y skład a …
Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3 3 Dane techniczne i zespoły
Od wersji oprogramowania SR.713.1 Wydanie 12/2020 3.8 System portali
143
3
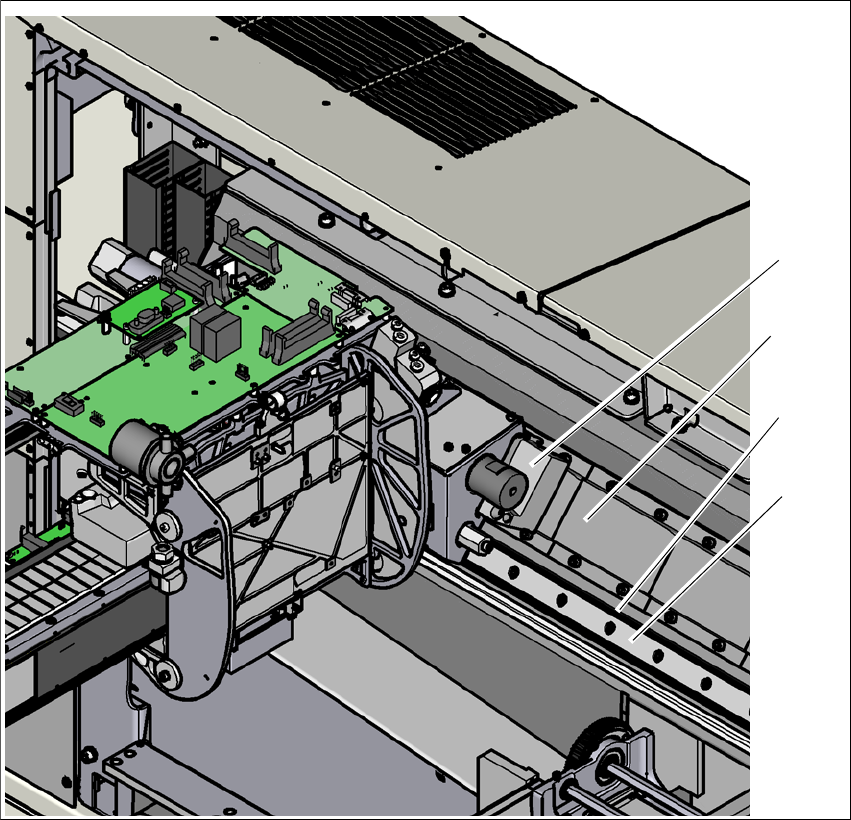
Rys. 3.8 - 4 Budowa portalu - widok od dołu
(1) Kamera płytek drukowanych
(2) Zespół odczytu
(3) Układ pomiaru długości (na dolnej powierzchni portalu)
(1)
(2)
(3)
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3
3.8 System portali Od wersji oprogramowania SR.713.1 Wydanie 12/2020
144
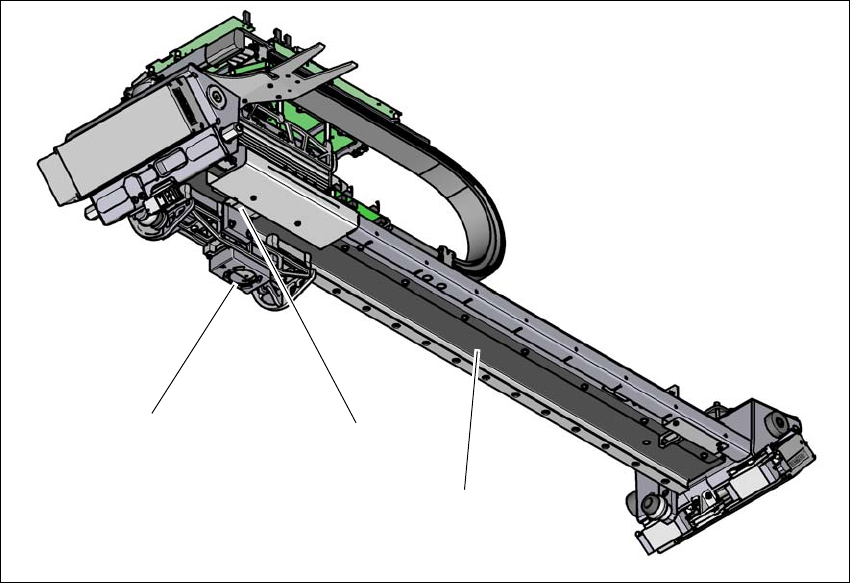
3.8.3 Budowa osi Y
3
Rys. 3.8 - 5 Budowa osi Y
Oś Y składa się z następujących głównych zespołów:
(1) Silniki liniowe Y (część pierwotna) w osi X z łożyskiem stałym i przesuwnym
(2) Magnes stały (część wtórna silnika liniowego Y)
(3) Liniowy układ pomiarowy położenia
(4) System prowadnic
(1)
(2)
(4)
(3)

Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3 3 Dane techniczne i zespoły
Od wersji oprogramowania SR.713.1 Wydanie 12/2020 3.9 Przenośnik płytek drukowanych
145
3.9 Przenośnik płytek drukowanych
3.9.1 Opis
Przenośniki płytek drukowanych są trójczłonowe, z przenośnikiem wprowadzającym, obróbko-
wym i wyprowadzającym. Obszary przenośnika wprowadzającego i wyprowadzającego służą
jako strefy buforowe dla płytek drukowanych, jeżeli mają być zachowane krótkie czasy oczekiwa-
nia.
Taśmy przenośników są napędzane
bezszczotkowymi silnikami prądu stałego. Transport płytek
drukowanych jest nadzorowany i sterowany fotokomórkami. Po dojściu płytki drukowanej do ob-
szaru uzbrajania i przejściu obok fotokomórki, płytka zostaje wyhamowana. Po osiągnięciu przez
płytkę drukowaną wymaganego położenia
zostaje włączona zapora świetlna lasera, taśma prze-
nośnika zostaje zatrzymana i płytka drukowana zostaje zakleszczona od spodu.
Odległość między górną powierzchnią płytki drukowanej i głowicą montażową pozostaje niezmie-
niona dla każdej płytki drukowanej i nie zależy od jej grubości. Odpowiednio także prędkość
uzbrajania nie zależy od grubości płytek. Ponadto możliwe jest zoptymalizowanie centrowania
znaczników płytek drukowanych. Dzięki stałej odległości między powierzchnią płytki drukowanej
i kamerą, ogniskowa kamery jest zawsze dokładnie ustawiona na powierzchnię płytki drukowanej.
Kontury znaczników płytki drukowanej są optymalnie odwzorowane na układzie CCD kamery do
płytek drukowanych.
Szerokość przenośnika płytek drukowanych jest ustawiana i monitorowana elektronicznie przez
zintegrowany obwód regulacji. Może być wybierana wywołaniem programowym. W tym celu elek-
troniczny układ regulacji włącza silnik napędowy tak długo, aż zostanie osiągnięta żądana szero-
kość.
W automacie można wybrać taką wysokość przenośnika, aby można go było zintegrować z liniami
o wysokości przenośników 900, 930 lub 950 mm. Standardowa wysokość wynosi 930 mm.
Komunikację pomiędzy przenośnikami płytek drukowanych poszczególnych automatów monta-
żowych zapewnia The Hermes Standard lub interfejs SMEMA.
Dla przenośników podwójnych można wybrać stałą stronę przenośnika z prawej albo z lewej
strony. Zmiana stałej strony przenośnika z prawej na lewą lub odwrotnie może zostać łatwo wy-
konana w tym przenośniku przy użyciu oprogramowania stanowiska.
W przenośnikach pojedynczych można ustawić stałą stronę przenośnika tylko z prawej strony.
Możliwe jest ustawienie stałej strony przenośnika z lewej strony lecz wymaga to przezbrojenia
mechanicznego.
Support Pins mogą być automatycznie pozycjonowane pod płytką drukowaną, na stole podno-
śnym, przy wykorzystaniu opcji Smart Pin Support. Patrz rozdział 6.15
, strona 335.