00198667-02_UM_SX12-V3_PL.pdf - 第213页
Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3 4 Ustawie nie i uruchomienie Od wersji oprogramowania SR.713.1 Wydanie 12/2020 4.3 Ustawienie automatu 213 4.3.7.2 Odległości łap maszyny podwójnego przen ośnika pły…
4 Ustawienie i uruchomienie Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3
4.3 Ustawienie automatu Od wersji oprogramowania SR.713.1 Wydanie 12/2020
212
4.3.7 Odległości łap maszyny i stałych krawędzi przenośnika płytek drukowanych
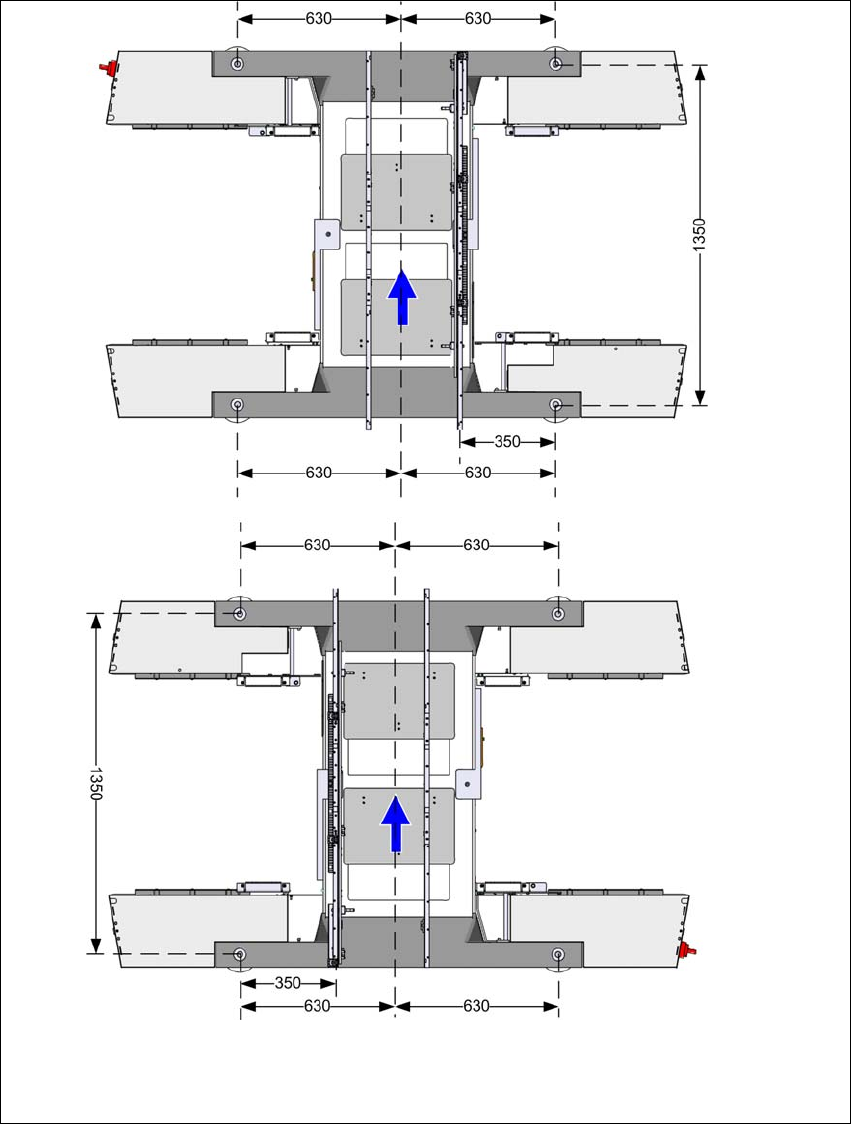
4.3.7.1 Odległości łap maszyny pojedynczego przenośnika płytek drukowanych
4
Rys. 4.3 - 5 Odległości łap pojedynczego przenośnika płytek drukowanych w milimetrach
Zamocowany na stałe trans-
portowy profil boczny na mak-
symalnej pozycji po prawej
stronie
a
.
Zamocowany na stałe
transportowy profil
boczny na maksymalnej
pozycji po lewej stronie
a
.
a) Wielkość wymiaru zależy od pozycji profilu zamocowanego na
stałe. Wszystkie wymiary podane są w mm.
Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3 4 Ustawienie i uruchomienie
Od wersji oprogramowania SR.713.1 Wydanie 12/2020 4.3 Ustawienie automatu
213
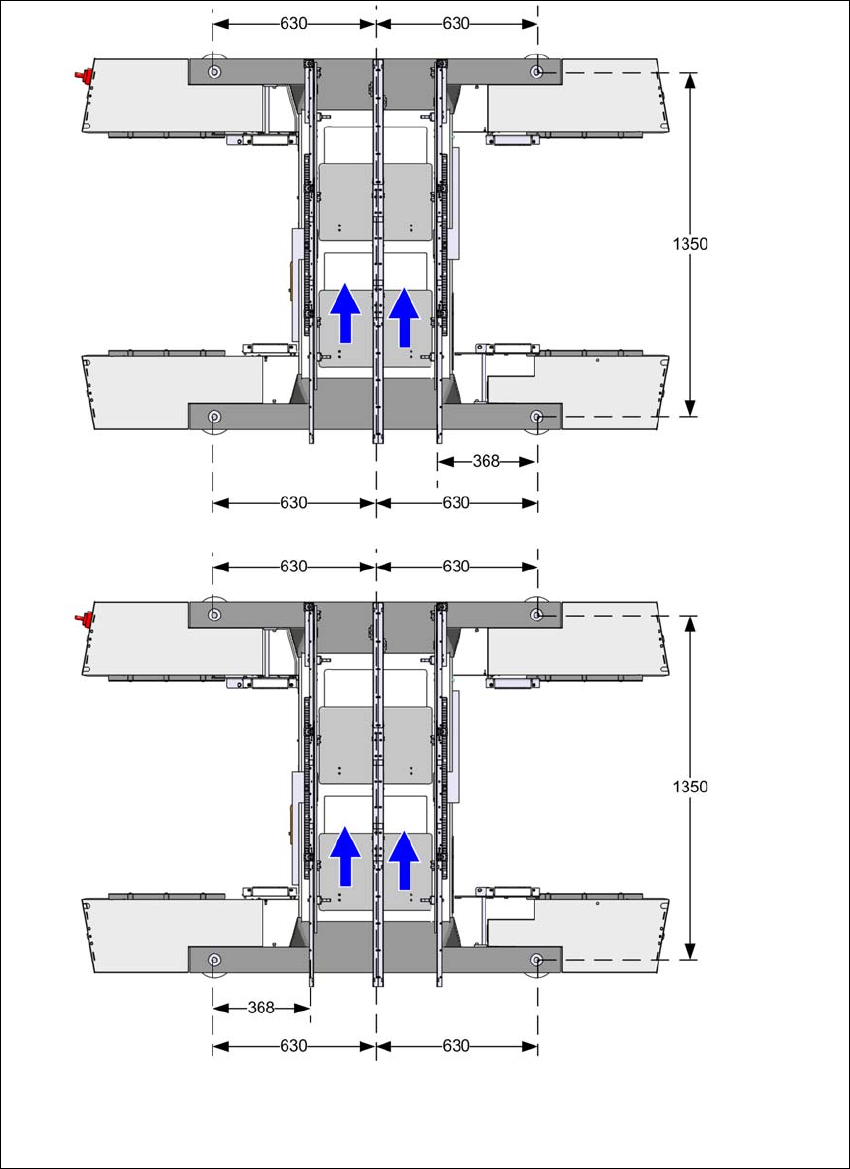
4.3.7.2 Odległości łap maszyny podwójnego przenośnika płytek drukowanych
4
Rys. 4.3 - 6 Odległości łap podwójnego przenośnika płytek drukowanych w milimetrach
Zamocowany na stałe
transportowy profil
boczny na maksymalnej
pozycji po lewej stro-
nie
a
.
Zamocowany na stałe transpor-
towy profil boczny na maksymal-
nej pozycji po prawej stronie
a
.
a) Wielkość wymiaru zależy od pozycji profilu zamocowanego na
stałe. Wszystkie wymiary podane są w mm.
4 Ustawienie i uruchomienie Instrukcja eksploatacji SIPLACE SX1/SX2 edycja V2 i V3
4.3 Ustawienie automatu Od wersji oprogramowania SR.713.1 Wydanie 12/2020
214
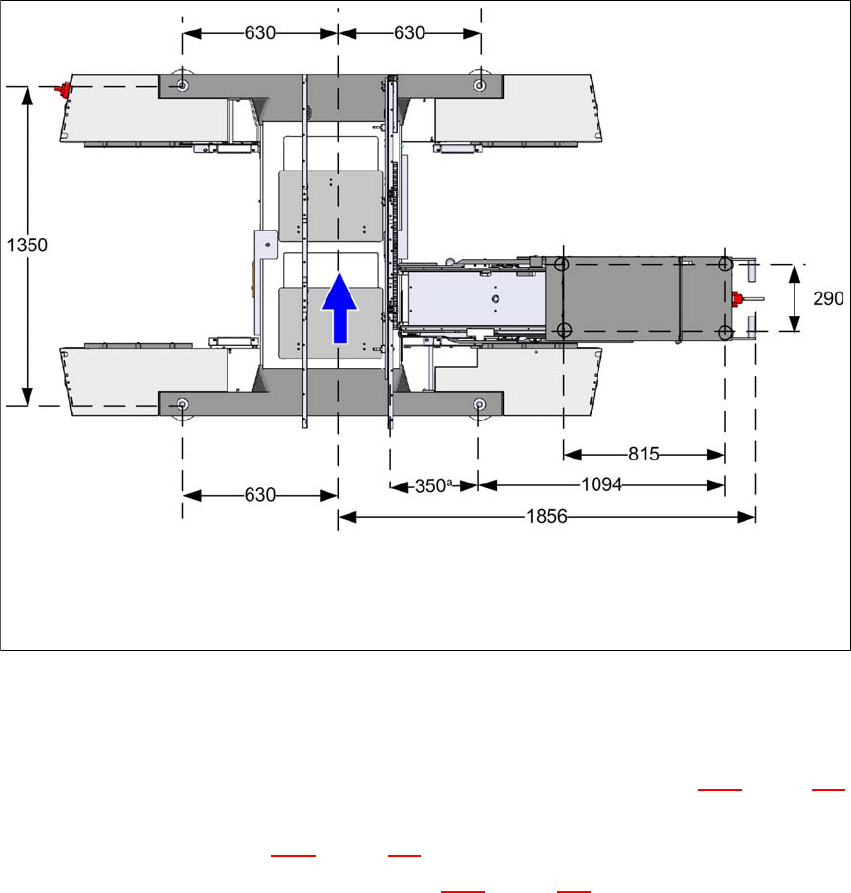
4.3.7.3 Odległości łap maszynowych automatu montażowego i WPC5/WPC6
4
Rys. 4.3 - 7 Odległości łap maszynowych automatu montażowego i WPC5/WPC6 w milimetrach
4.3.8 Integracja automatu montażowego z linią
Przestrzegać ogólnych wskazówek ostrzegawczych, podanych w rozdziale 4.3.1, strona 203.
Przestrzegać wskazówek ostrzegawczych dotyczących transportu automatu montażowego,
podanych w podrozdziale 4.3.2
, strona 204.
Narzędzia i środki pomocnicze patrz rozdział 4.3.5, strona 207.
4.3.8.1 Wypoziomowanie automatu w linii produkcyjnej i kalibracja
Podnosić automat montażowy wózkiem widłowym, aż nastąpi odciążenie łap maszynowych.
Ustalić wysokość transportu płytek drukowanych w automatach montażowych linii i wyregu-
lować przybliżoną wysokość śrubą z łbem sześciokątnym do regulacji wysokości.
Ewentualnie zamontować łapy maszyny dla danej wysokości przenośnika płytek drukowa-
nych (patrz 4.3.6 na stronie 208).
Wózkiem widłowym ustawić automat montażowy na wolnym stanowisku w linii.
a) Wielkość wymiaru zależy od pozycji profilu zamocowanego na
stałe. Wszystkie wymiary podane są w mm.