FX-1R_InstructionManual_C_Rev03a.pdf - 第497页
第 8 章 生产 8-78 提示 内容 ↓ 优化/吸嘴(吸嘴号码××)的件数不够 不间断运行(优化未指定不间断运行 )时,发生吸嘴数量不统 一问题。 (优化 不间断运行选项) ·生产节拍优先:主侧的吸嘴优化 ·不执行 :主、副侧吸嘴优化 警告 单元/未使用的贴片头上有贴片点 在机器设置中,贴片头中有的贴片数据为未使用 ↓ 单元/无法检测坏板标记 (单元未使用) 在基板数据中,选择了检测坏板标记。 (在机器设置中,检测坏板标记读入器为未使…
第 8 章 生产
8-77
(3) 提示与内容
检测出错误(警告)时,显示以下提示及内容。
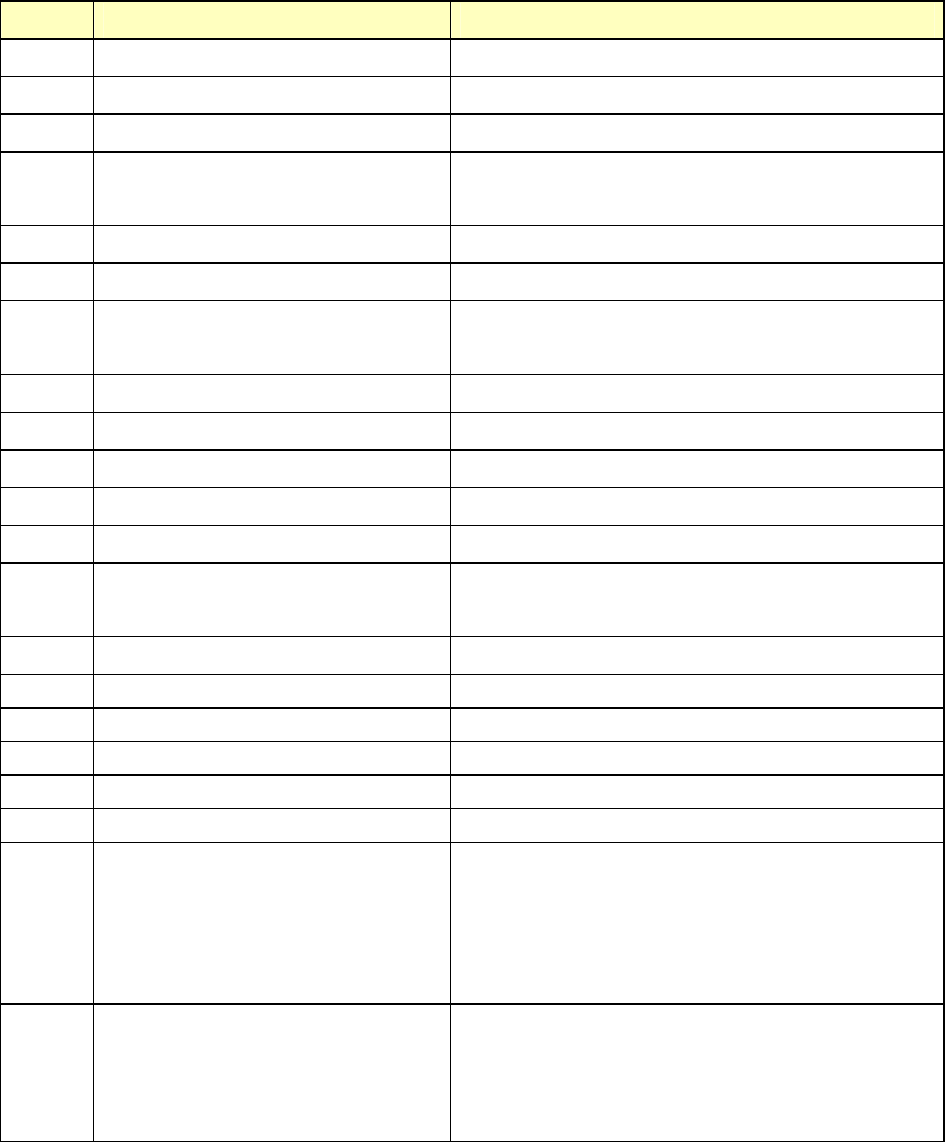
表 8.4-2 生产开始时的错误提示和内容
提示 内容
错误 单元/所有贴片头未使用 所有贴片头在机器设置中都设定为未使用。
↓ 基板/数据未完成 未完成基板数据。
↓ 未完成基板/标记识别的示教 未完成 BOC 标记识别的示教。
↓ 基板/使用了无法识别的标记
(电路配置非 90 度单位)
使用的是只有电路配置为 90 度单位才能识别的 BOC 标记种
类。
↓ 基板/基准面相反 基准面设置使用的是逆反环境中所编辑的生产程序。
↓ 基板/传送方向相反 传送方向设置使用的是逆反环境中所编辑的生产程序。
↓ 外形基准、孔基准位置不一致
在基板数据中,选择为定位孔基准。
(在机器设置中未使用孔基准)
↓ 基板/BOC 标记以直线排列。 BOC 标记的 3 点直线排列。
↓ 基板/BOC 标记的坐标重叠 BOC 标记的坐标重叠
↓ 贴片/ No.xx 数据未完成 未完成贴片数据。
↓ 贴片/ No.xx 标记坐标未输入 未输入基准领域标记的坐标。
↓ 贴片/ No.xx 标记识别示教未完成 未完成基准领域标记识别的示教。
↓ 贴片/ No.xx 使用无法识别的标记
(电路配置非 90 度单位)
使用的是只有电路配置为 90 度单位才能识别的 BOC 标记种
类。
↓ 贴片/No.xx IC 标记的坐标重叠 基准领域标记的坐标重叠。
↓ 贴片/No.xx 未分配优化贴片头 优化后,有没有分配贴片头的贴片点。
↓ 元件/No.xx 数据未完成 未完成元件数据。
↓ 元件/No.xx 指定的吸嘴(xx)未安装 在元件数据中指定的吸嘴未安装在 ATC 上。
↓ 吸取/No.xx 数据未完成 未完成吸取数据。
↓ 生产程序损坏。 生产程序损坏。
↓ 不是不间断运行生产程序(选择的是不间断运
行)
请在操作选项里设定为不使用不间断运行功
能,或重编生产程序。
主侧上有的送料器,而副侧上没有。
(不间断运行时)
↓ 不是不间断运行的生产程序(主侧上有的吸
嘴,在副侧的对称线上没有)
请在操作选项里设定为不使用不间断运行功
能,或重编生产程序。
主侧上有的吸嘴,在副侧上没有。(以线为对称)
(不间断运行时)
第 8 章 生产
8-78
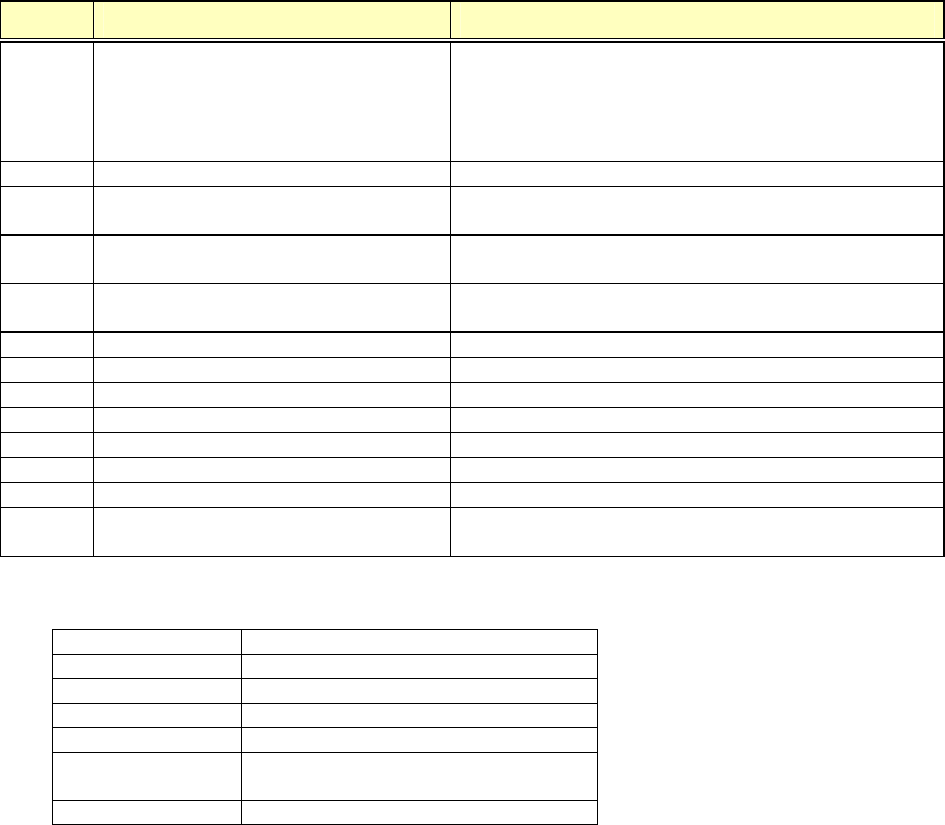
提示 内容
↓ 优化/吸嘴(吸嘴号码××)的件数不够 不间断运行(优化未指定不间断运行)时,发生吸嘴数量不统
一问题。
(优化 不间断运行选项)
·生产节拍优先:主侧的吸嘴优化
·不执行 :主、副侧吸嘴优化
警告 单元/未使用的贴片头上有贴片点 在机器设置中,贴片头中有的贴片数据为未使用
↓ 单元/无法检测坏板标记
(单元未使用)
在基板数据中,选择了检测坏板标记。
(在机器设置中,检测坏板标记读入器为未使用)
↓ 单元/有进行检测芯片站立的元件
(单元未使用)
在元件数据检查中,设置了检测芯片站立。
(在操作选项中,芯片站立检测为未使用)
↓ 单元/有进行异类元件判定的元件
(单元未使用)
在元件数据的检查中,设置了检测异类元件。
(在操作选项中,异类元件检测为未使用)
↓ 基板/BOC 标记(xx)超出基板(电路) 有超出基板上的电路。
↓ 贴片/No.xx 贴片位置超出基板(电路) 贴片位置超出基板(电路)。
↓ 贴片/No.xx IC 标记(xx) 超出基板(电路) IC 标记超出基板(电路)。
↓ 元件/No.xx 比优化时吸嘴(xx)少 分配在 ATC 上的吸嘴个数比进行优化时少
↓ 元件/No.xx 比优化时吸嘴(xx)多 分配在 ATC 上的吸嘴个数比进行优化时多。
↓ 吸取/No.xx 与自动计算结果的差异大 吸着位置的坐标很大地偏离了以自动计算所挑选的坐标。
↓ 因为前后有同层的元件,节拍(速度)降低 前后有同层的元件。(通常生产时)
↓ 因为前后有相同送料器,节拍(速度)有降低
的可能性。
前后有左右无关的相同送料器,节拍(速度)有降低的情况。
(通常生产时)
“xx”为生产程序数据的信息,显示如下。
项目 显示内容
贴片 No 贴片列表上显示的 No
元件 No 元件列表上显示的 No
吸取 No 吸取列表上显示的 No
吸嘴编号 元件数据中设定的吸嘴 No
标记 No 基板数据或者贴片数据中所使用的标记位
置号码
层 No 元件数据中设定的层 No
第 8 章 生产
8-79
8.4.12 循环停止
按<SINGLE CYCLE>开关,开关上的灯亮后,进入循环停止模式。完成正在生产中的基板生产
后,搬出基板,结束生产。此种情况为正常结束生产。
在[操作选项] → [生产(功能 2)]标签中,选中[循环停止时不要搬出基板]时,完成贴
片后,不搬出基板,进入暂停状态。
按<START>开关,再开始生产操作。
按<STOP>开关,显示中断对话框,进行生产中断操作。
按<SINGLE CYCLE>开关,进入循环停止模式(亮灯),再按一次,解除循环停止模式(熄灯)。
<SINGLE CYCLE>开关,只在进行生产时有效。