00198663-02_UM_SX12-V3_IT.pdf - 第224页
4 Installazione e messa in eserciz io Istruzioni per l'uso SIPLAC E SX1/SX2 edizione V2 e V3 4.6 Messa in servizio della ma cchina per il montaggio di compon ent i A partire dalla versione software SR.713.1 Edizione…
Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3 4 Installazione e messa in esercizio
A partire dalla versione software SR.713.1 Edizione 12/2020 4.5 Adeguamento del canale della cinghia vuota all'altezza CO
223
4.5 Adeguamento del canale della cinghia vuota
all'altezza CO
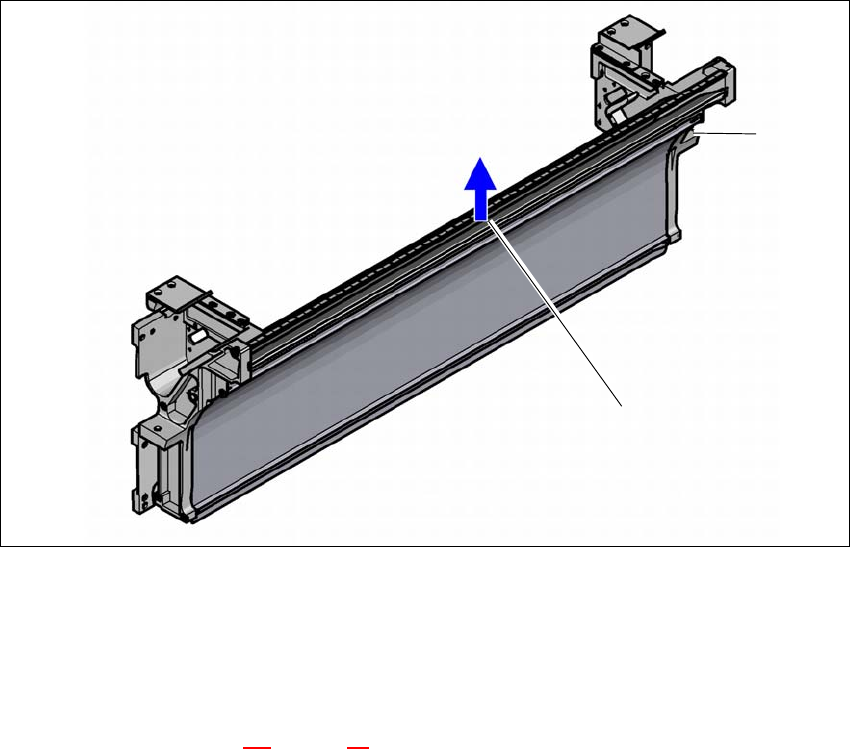
Se si utilizzano dei moduli di alimentazione che lavorano su cinghie con un'altezza tasca > 12 mm
togliere il divisorio in lamiera
(1).
4
(1) Divisorio in lamiera per cinghie > 12 mm, smontabile
(2) Viti di fissaggio
Per smontare il divisorio in lamiera spegnere la macchina tramite l'interruttore principale.
Disconnettere la macchina dall'alimentazione di rete e dell'aria compressa.
Mettere in sicurezza la macchina per il montaggio di componenti per evitarne il riavvio, come
descritto nella sezione 2.9
, pagina 98.
Sfiatare le condotte dell'aria compressa e il dispositivo di taglio della cinghia:
Qualora sia presente una valvola di sfiato, (solo SIPLACE SX1/SX2 V3), aprire la valvola
di sfiato.
Se non è presente alcuna valvola di sfiato (SIPLACE SX1/SX2 V2 e versioni precedenti),
staccare uno dei piccoli tubi flessibili dal raccordo a T del dispositivo di taglio della cin-
ghia.
Attendere che la pressione d'esercizio del dispositivo di taglio scenda a 0 MPa.
Svitare le viti di fissaggio.
Estrarre il divisorio in lamiera.
(1)
(2)
4 Installazione e messa in esercizio Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3
4.6 Messa in servizio della macchina per il montaggio di componenti A partire dalla versione software SR.713.1 Edizione 12/2020
224
4.6 Messa in servizio della macchina per il montaggio di
componenti
4.6.1 Messa in servizio della macchina per il montaggio di componenti presso il
cliente
Verificare che tutti i moduli siano nella sede giusta.
Rimuovere le sicure di trasporto (vedi sezione 4.3.10, pagina 220).
Passare un panno morbido senza pelucchi sulle guide lineari degli assi X e Y. Non utilizzare
solventi (vedi sezione 4.3.11
, pagina 220).
Collegare l'alimentazione elettrica e di aria compressa. Assicurarsi che le condutture non rap-
presentino un ostacolo su cui inciampare. Fare decorrere le condutture possibilmente sotto
la macchina.
Accendere la macchina per il montaggio di componenti e verificare la funzionalità dei dispo-
sitivi di sicurezza come l'ARRESTO DI EMERGENZA, gli interruttori di posizione delle cappe
protettive e dei carrelli CO.
Effettuare una corsa di riferimento.
Eseguire la prima calibratura della macchina per il montaggio di componenti (vedi sezione
4.6.1.1
, pagina 225).
Caricare un lotto sul computer e testarlo.
Verificare il punto zero della macchina per il montaggio di componenti dopo una fase di riscal-
damento di 3 - 4 h.
Con l'aiuto degli operatori del cliente allestire il modulo di alimentazione sulla base del pro-
gramma di montaggio del cliente .
Spiegare il funzionamento del modulo di alimentazione sulla base della JobGuide.
Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3 4 Installazione e messa in esercizio
A partire dalla versione software SR.713.1 Edizione 12/2020 4.6 Messa in servizio della macchina per il montaggio di componenti
225
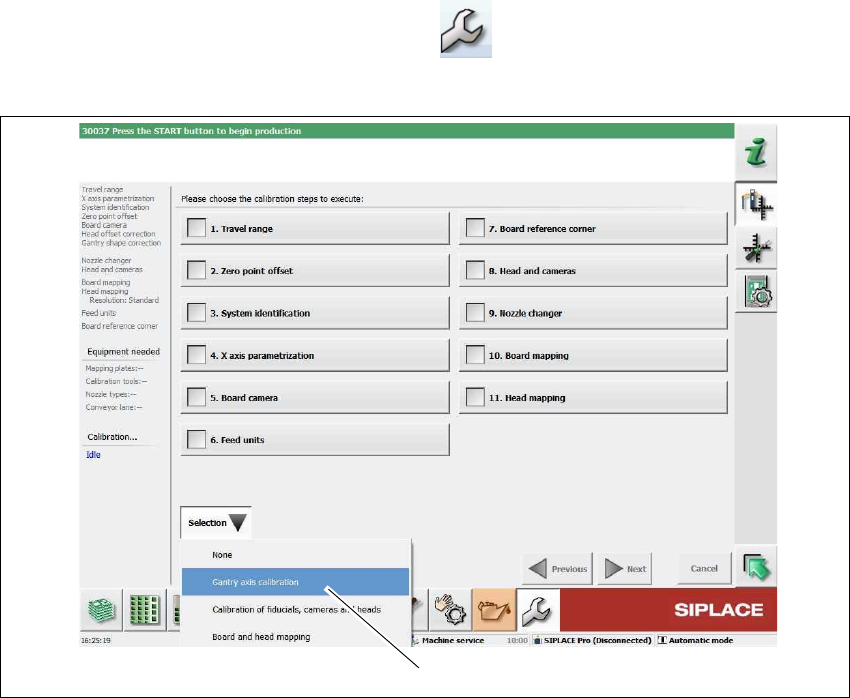
4.6.1.1 Esecuzione della prima calibratura
Nella barra degli strumenti fare clic sull'icona "Service tools".
fare clic sul pulsante Calibratura automatica.
4
Fig. 4.6 - 1 Service tools => Calibratura automatica
Sotto Selezione scegliere Calibra assi portali (1).
(1)