00198663-02_UM_SX12-V3_IT.pdf - 第262页
5 Esecuzione di compiti sulla m acchina per il montaggio di comp onenti Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3 5.9 Esecuzione della procedura di co ntrollo A partire dalla vers ione software SR.713.1 …
Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3 5 Esecuzione di compiti sulla macchina per il montaggio di componenti
A partire dalla versione software SR.713.1 Edizione 12/2020 5.9 Esecuzione della procedura di controllo
261
5.9 Esecuzione della procedura di controllo
5.9.1 Controllo dei moduli di alimentazione X
5
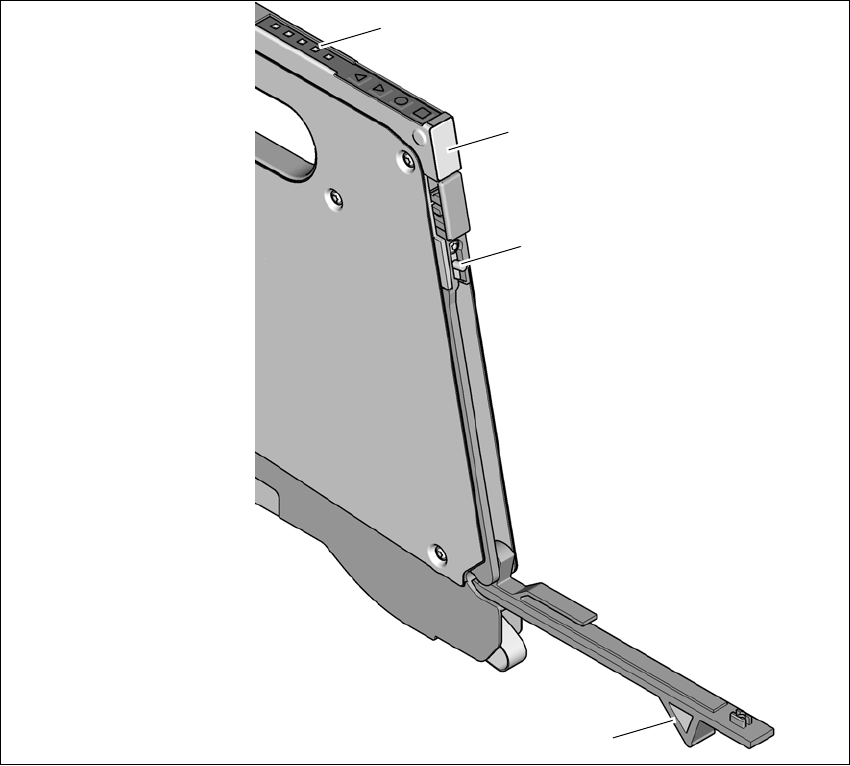
Fig. 5.9 - 1 Controllo dei moduli di alimentazione X
(1) coperchio
(2) coltello
(3) Indicatore di stato
(4) Indicatori LED
Controllare se è pieno il contenitore della pellicola del modulo di alimentazione X della cin-
ghia.
Aprire il coperchio (pos. 1). Estrarre la pellicola e tagliarla con le forbici o con il coltello inte-
grato (pos. 2).
5
(1)
(2)
(3)
(4)
5 Esecuzione di compiti sulla macchina per il montaggio di componenti Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3
5.9 Esecuzione della procedura di controllo A partire dalla versione software SR.713.1 Edizione 12/2020
262
5
Controllare l'indicatore di stato (pos. 3 di fig. 5.9 - 1, pagina 261).
– Se è verde, il modulo di alimentazione è pronto all'esercizio.
– Se è arancione, verrà segnalato un messaggio di avvertimento. I LED si accendono cor-
rispondentemente.
– Se l'indicatore di stato è rosso, si è verificato un malfunzionamento. I LED si accendono
corrispondentemente.
Un riepilogo delle indicazioni di stato e degli indicatori LED sul pannello di comando degli
Smart Feeder è riportato nella sezione 5.11.1
, pagina 277. 5
Se l'indicatore di stato è spento, potrà avere le seguenti cause: 5
– il modulo di alimentazione non è nell'allestimento corrente.
– Il modulo di alimentazione è difettoso.
– Il modulo di alimentazione è disattivato (ad es. a causa di una diminuzione improvvisa
dell'aria compressa).
5.9.2 Giunzione tempestiva delle cinghie
5
5
ATTENZIONE
Problemi nell'asportare la pellicola di rivestimento!
Se la pellicola di rivestimento si strappa può essere difficile asportarla.
NOTA
Giunzione troppo ritardata delle cinghie
Una giunzione troppo ritardata delle cinghie comporta dei fermo macchina eccessivi
Giuntare le cinghie in tempo utile affinché i moduli di alimentazione non siano mai
vuoti.
NOTA
Giunzione troppo anticipata delle cinghie
Se si effettua troppo presto la giunzione della vecchia cinghia sul nuovo rullo può succe-
dere che il nuovo rullo si riempia troppo; in tal caso la cinghia potrebbe scivolare e restare
impigliata. Si avrebbero quindi errori di prelievo e tempi di fermo macchina elevati.
Effettuare la giunzione delle cinghie al momento giusto, affinché la vecchia e la nuova
cinghia non si restino agganciate.
Istruzioni per l'uso SIPLACE SX1/SX2 edizione V2 e V3 5 Esecuzione di compiti sulla macchina per il montaggio di componenti
A partire dalla versione software SR.713.1 Edizione 12/2020 5.9 Esecuzione della procedura di controllo
263
5.9.3 Controllo dei supporti CST
Verificare la posizione delle spine magnetiche di sostegno dei CST sul tavolo di solleva-
mento:
– Verificare che i sostegni dei CST non vadano a collidere con i componenti montati sul
lato inferiore del circuito stampato.
– Verificare inoltre che i sostegni dei CST non vadano a collidere con i le spalle del convo-
gliatore CST.
– Per posizionare automaticamente e in maniera sicura i supporti CST si consiglia l'utilizzo
dell'opzione Smart Pin Support. A tale scopo vedi la sezione 6.15
, pagina 335.
5.9.4 Supporto per il rullo supplementare della cinghia
5
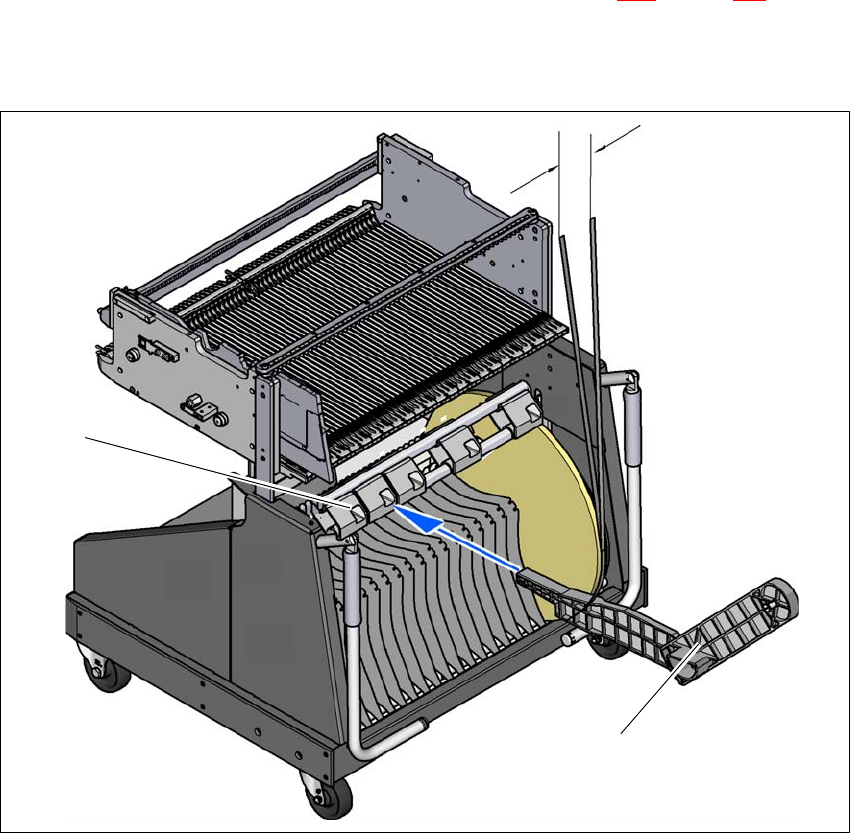
Fig. 5.9 - 2 Supporto per il rullo supplementare della cinghia
(1) Supporto per il rullo supplementare della cinghia, articolo n. 00141217-xx
(2) Dispositivo di alloggiamento per il supporto
Max. 60 mm
(1)
(2)