NXT2系统手册.pdf - 第151页
QD142-14 4. 生产 NXT II 系统手册 131 4.12.3 供料器阻断功能 在验证功能 ON 状态下进行生产时,停止使用需要维修保养的供 料器并指示操作者进行供料 器更换的功能。由此能够减少与 供料器有关的错误发生。 另外,对没有实施维修保养的供 料器即使进行验证也不会通过。 备注 )使用该功能时,必须安装 FujitraxV erifier 的选项产品 [Advanced Feeder Maintenance]。 供料…

4. 生产 QD142-14
130 NXT II 系统手册
不支持的功能
a. 基准定位点读取异常时的电路板载入重试功能在双模组生产时不会动作。如果发生读
取错误,进行错误停止。
b. 没有电路板先行排出动作的功能。
c. 手动模式中的指令没有支持双模组。需要同时操作 2 个模组。
d. 搭载了三搬运轨道的模组没有对应双模组生产。
Job 创建时的注意事项
1. 如果是贴装区域在 250.00mm 以内且电路板宽度 350.00mm (X 方向)以下,可以使用 M3-
2 模组单独进行生产。请在 Job 中进行了以下的设定之后进行优化。
·[Configuration]-[General]-[Optimize Single Module Production]
2. 进行双通道生产时,在通道 1 和通道 2 中,以下的数据必须是相同的设定。设定不一致
的时候,请保留后传送的 Job,删除先前进入的 Job。
a. 生产线配置 (模组种类、模组数)
b. 工作头种类
c. 平台种类
d. 吸嘴置放台别名
e. Nozzle Available 的内容
f. Nozzle Changer Setup 的吸嘴配置
g. 在 Feeder Setup 中,以下的指定必须相同
·同一料槽号码的 PD
·同一料槽号码的料盘方向
·次料站
h. 同一 PD 的条形码标签
3. 在左右 2 个模组中需要有贴装顺序的 Job。如果顺序没有被合理地分配,一侧的模组中没
有贴装顺序时,请创建以下列举的 PD,将虚拟的顺序分配到任意的坐标中。Vision Type
253 及没有要素数据和元件高度为数毫米的 PD,将虚拟的顺序分配到任意的坐标中。
·Vision Type 253
·没有要素数据
·元件高度为几毫米
备注 )虽然生产时需要安装供料器,但是可以不安装元件料卷。其结果,如果由于贴装动作
而导致产能降低时,请将虚拟的顺序指定为料站跳过。这时,每次切换 Job 时需要进行
跳过指定。

QD142-14 4. 生产
NXT II 系统手册 131
4.12.3 供料器阻断功能
在验证功能 ON 状态下进行生产时,停止使用需要维修保养的供料器并指示操作者进行供料
器更换的功能。由此能够减少与供料器有关的错误发生。
另外,对没有实施维修保养的供料器即使进行验证也不会通过。
备注 )使用该功能时,必须安装 FujitraxV erifier 的选项产品
[Advanced Feeder Maintenance]。
供料器阻断功能的设定
在 Fujitrax Verifier 的 Advanced Feeder Maintenance 中将供料器阻断功能设定为有效。
详细内容请参照 [Fujitrax Verifier 选项功能使用说明书 ] 的 [1.Advanced Feeder
Maintenance]。
使用供料器阻断功能的供料器更换向导
在生产中,当存在有超过 Advanced Maintenance 中设定的维修保养条件的供料器时,机器
就会停止使用供料器,并引导操作者进行供料器更换。
请卸下该供料器进行更换,或者进行维修保养后重新安装到机器上。
4.12.4 自动换线功能
自动换线功能就是支持少批量多品种的电路板生产时的换线系统。机器根据所载入的电路
板种类或生产计划来切换 Job。
自动换线功能存在着以下列举的 3 种模式。请选择其中一个。
· 条形码 ID 模式
· 生产顺序模式
· 手持式扫描器模式
关于自动换线功能的使用方法,请参照辅助软件操作手册 [ 第 4 章 自动换线功能 ]。
另外,在使用该功能时,需要以下的选项。
· 辅助软件:自动换线功能专用软件
· Fujitrax (V3.02 ~ ):Fujitrax Verifier 及 Fujitrax Profiler
4. 生产 QD142-14
132 NXT II 系统手册
条形码 ID 模式
通过读取粘贴在电路板上的条形码 ID,机器切换到对应 ID 的 Job,然后进行生产。
另外,为了运用条形码 ID 模式,需要以下列举的部件。
· 搬运轨道
· 条形码读取器
· Profiler FLP (CONTEC SB20)
· 电路板搬运控制箱 (FLP-C)
自动换线 (条形码 ID 模式)设定步骤
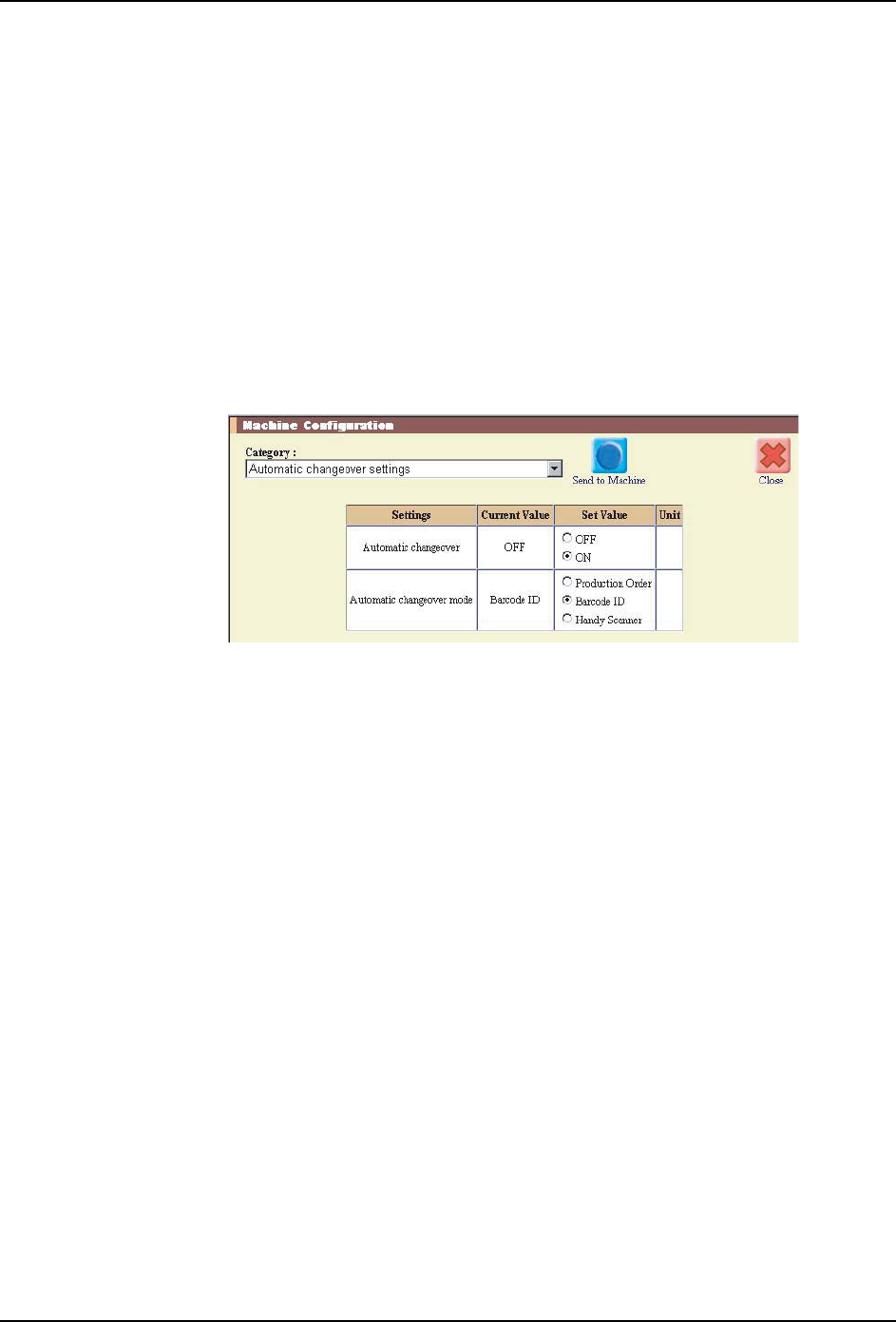
1. 请在辅助软件的 [Machine Configuration] 画面上,进行自动换线功能的模式设定。
·[Automatic changeover]:[ON]。
·[Automatic changeover mode]:[ 条形码 ID]。
2. 创建电路板种类列表。
a. 从辅助软件的在线监视器切换到生产计划进展监视器,选择右上部页眉部的 [Panel
Type Editor]。
b. 请创建电路板种类列表。创建方法请参照辅助软件操作手册的 [ 第 4 章 4.5 编辑电路
板种类列表 ]。
3. 在 Fujitrax Profiler 的 Web 编辑器中选择 [System Settings]-[Profiling Settings]。
将 [Substrate conveyance at the time of scanning ID error] 设定为 [Do not permit
conveyance]。
自动换线功能 (条形码 ID 模式)的运用
1. 当载入电路板时读取的条形码 ID 中被指定了新的 Job 时,就会送出生产中的电路板,并
自动切换 Job。
2. 需要操作者进行更换工作头等的换线作业时,操作画面上显示换线向导。请根据向导进
行换线作业。
01SYS-0258E