NXT2系统手册.pdf - 第377页
QD142-14 6. 手动模式指令 NXT II 系统手册 357 6.6.6 支撑板的更换 (通道 2 前移) 该指令是针对双搬运轨道规格的 机器。 当执行该指令后, 在卸下通道 1 侧的支撑板后, 通道 2 就会向前方移动。移动 后,请更换通道 2 侧的支撑板。 接着,通道 2 向后方移动, 因此可 以向通道 1 侧安装支撑板。在进行双通道生产和单通 道生产的换线时有效。 更换步骤的详细内容,请参照 NXT Ⅱ机械手册 的 [5.…
6. 手动模式指令 QD142-14
356 NXT II 系统手册
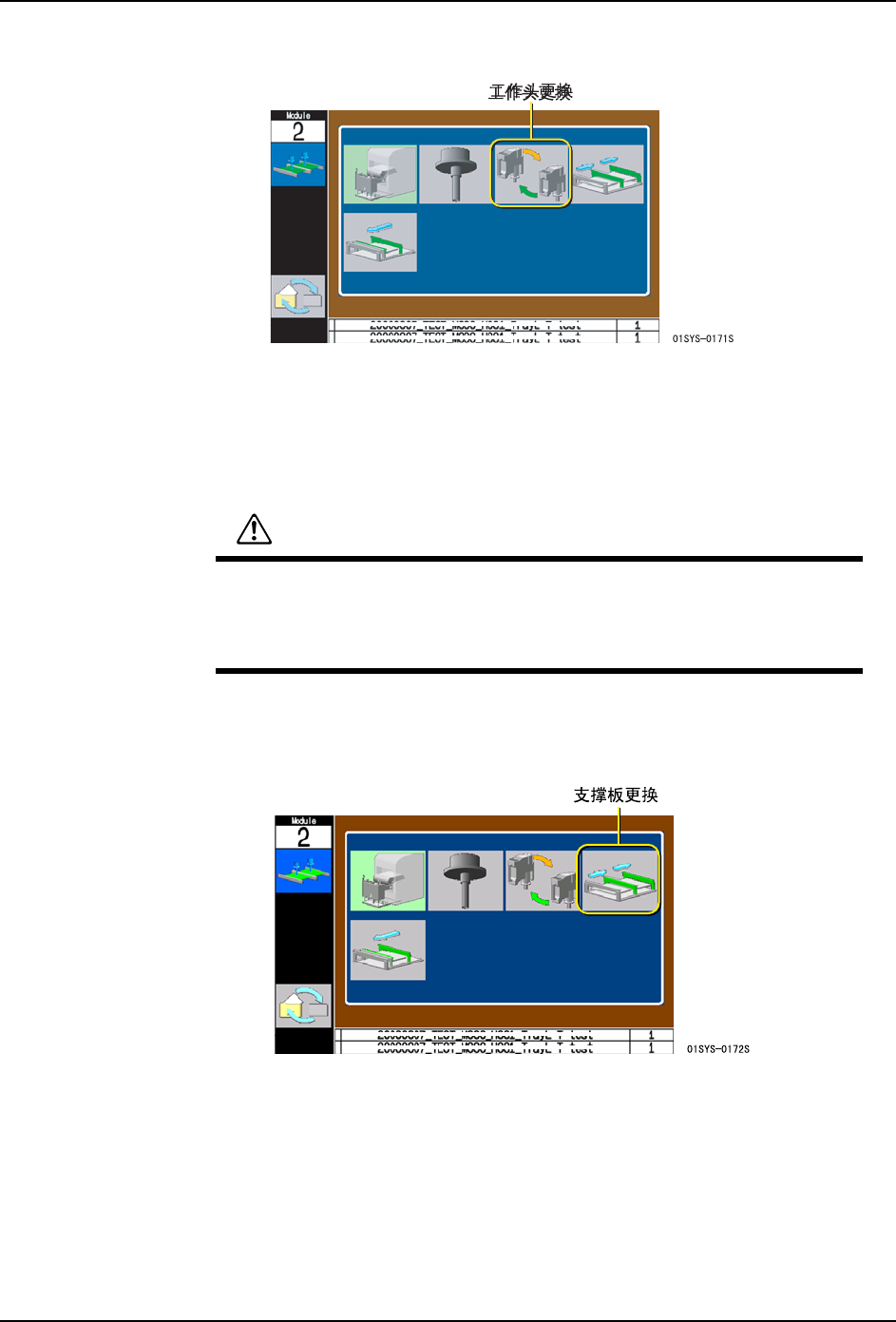
6.6.4 工作头的更换
执行该指令后,工作头就会移动到工作头卸下位置,工作头的电源变为 OFF。
在从 XY 机械手上卸下工作头时,请务必选择这个指令,或者处在工作头换线指令内,或者
在全部关闭机器的电源后进行操作。
更换步骤详细内容请参照 NXT Ⅱ机械手册的 [5. 基本操作 ] - [ 贴装工作头的拆除 / 安装 ]。
6.6.5 支撑板的更换
当执行该指令后,搬运轨道就会扩展到最大宽度,工作头移动到机器的后方。还有,如果被
插入了模组,操作画面上显示拉出模组的向导,因此请根据向导拉出模组,进行更换作业。
更换步骤的详细内容,请参照 NXT Ⅱ机械手册的 [5. 基本操作 ] - [ 支撑板的更换 ]。
注意
请不要在模组内有正在生产的电路板的状态下更换工作头。在安装了即使
类型相同但是序列号不同的工作头后,重新开始运转时会发生应用程序错
误 (Code:89910000)。存在正在生产的电路板时,请在取出后再更换工
作头。

QD142-14 6. 手动模式指令
NXT II 系统手册 357
6.6.6 支撑板的更换 (通道 2 前移)
该指令是针对双搬运轨道规格的机器。当执行该指令后,在卸下通道 1 侧的支撑板后,通道
2 就会向前方移动。移动后,请更换通道 2 侧的支撑板。接着,通道 2 向后方移动,因此可
以向通道 1 侧安装支撑板。在进行双通道生产和单通道生产的换线时有效。
更换步骤的详细内容,请参照 NXT Ⅱ机械手册的 [5. 基本操作 ] - [ 支撑板的更换 ]。

6. 手动模式指令 QD142-14
358 NXT II 系统手册
6.7 工作头调整指令
在 GL 工作头运用时的生产准备和使用供料器型清扫刷单元或吸嘴置放台型清扫刷单元进行
工作头清扫时使用。选择该指令按下 OK 按钮后,就会显示以下 5 个的作业选择画面。请使
用箭头键选择想要执行的指令。
·除气
·点胶针修正量测定
·胶着剂涂敷状态确认
·工作头吸嘴清扫
·清扫全部吸嘴
6.7.1 显示菜单画面
1. 在开始等待状态下按下 MANUAL 按钮,显示手动指令。
2. 请使用箭头键选择工作头调整示意图,按下 OK 按钮。
3. 显示工作头调整菜单画面。请选择要执行的指令,按下 OK 按钮。