NXT2系统手册.pdf - 第184页
4. 生产 QD142-14 164 NXT II 系统手册 料盘元件补充 关 于 料 盘 元 件 补 充 向 导 和 补 充 步 骤 , 请 参 照" 4 . 7向 料 盘 单 元- L T补 充 料 盘 元 件"和" 4 . 8向 料盘单元 -LTC 补充料盘元件 "。此处说明托架的 料盘配置。 料盘配置 (料盘单元 -LT 时) 生产中, 为了尽量减少尚未用完元件的发生, 建议在副料槽 1 …
QD142-14 4. 生产
NXT II 系统手册 163
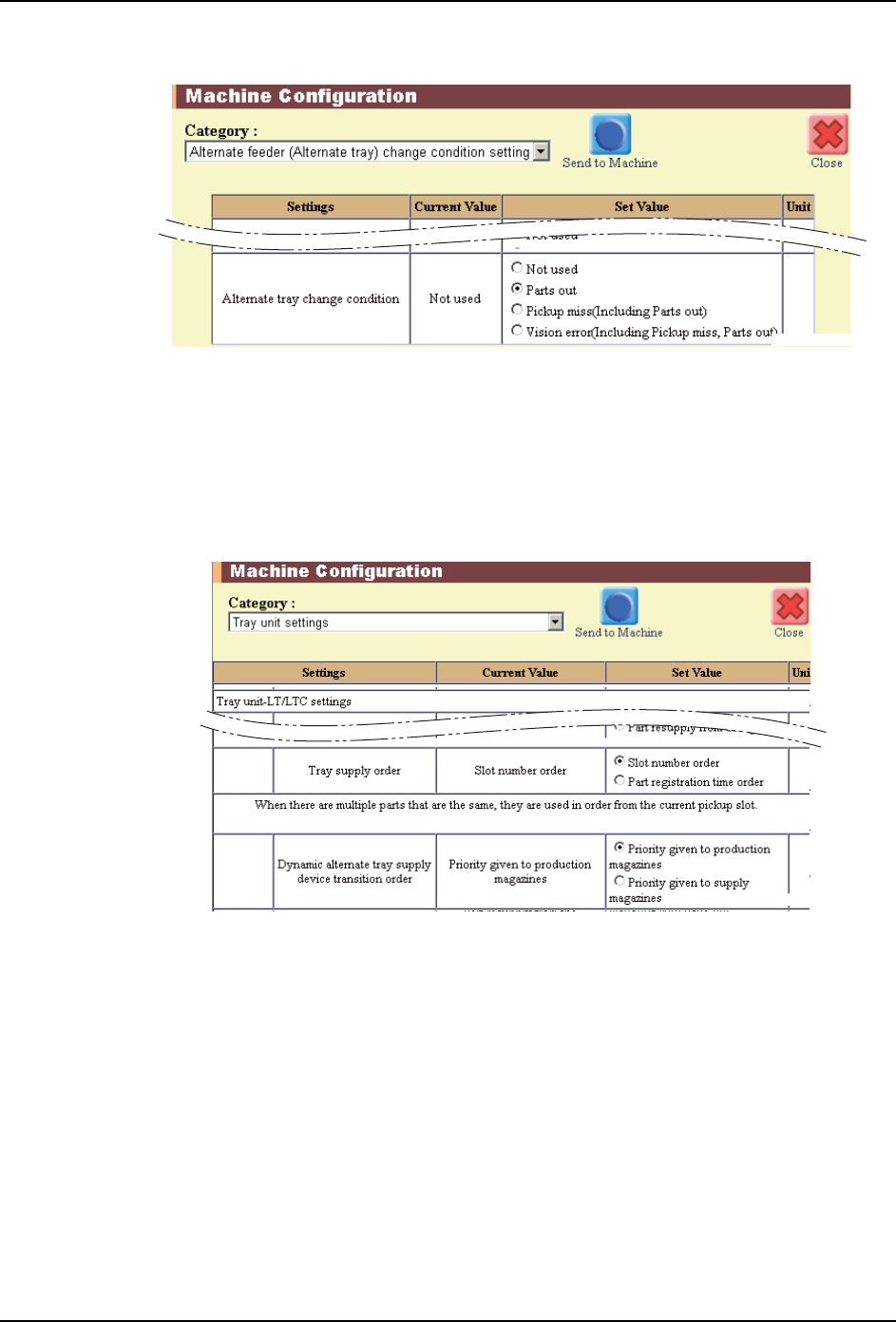
3. 请在 [Machine Configuration] 画面上进行次料站转换条件设定。
·[Alternate tray change condition]: [Parts out]
4. 请设定次料站转换顺序。
a. 请在 [Machine Configuration] 画面上,进行 Fujitrax 设定。
·[Use version]: [V5.50] or higher。
b. 请在 [Machine Configuration] 画面上进行料盘单元设定。
·[Tray supply order]: Slot number order]。
·[Dynamic alternate tray supply device transition order]:[Priority given
to production magazines] or [Priority given to supply magazines]。
备注 )
1.运用转换顺序 A 时,可以是任意一种设定。
2.设定料盘供应顺序时,想要优先使用旧的元件时,请设定为 [Part registration
time order]。此时,Fujitrax 使用版本请变成 [V5.08] 或更高版本。
01SYS-0604E
01SYS-0605E
4. 生产 QD142-14
164 NXT II 系统手册
料盘元件补充
关于料盘元件补充向导和补充步骤,请参照"4.7向料盘单元-LT补充料盘元件"和"4.8向
料盘单元 -LTC 补充料盘元件 "。此处说明托架的料盘配置。
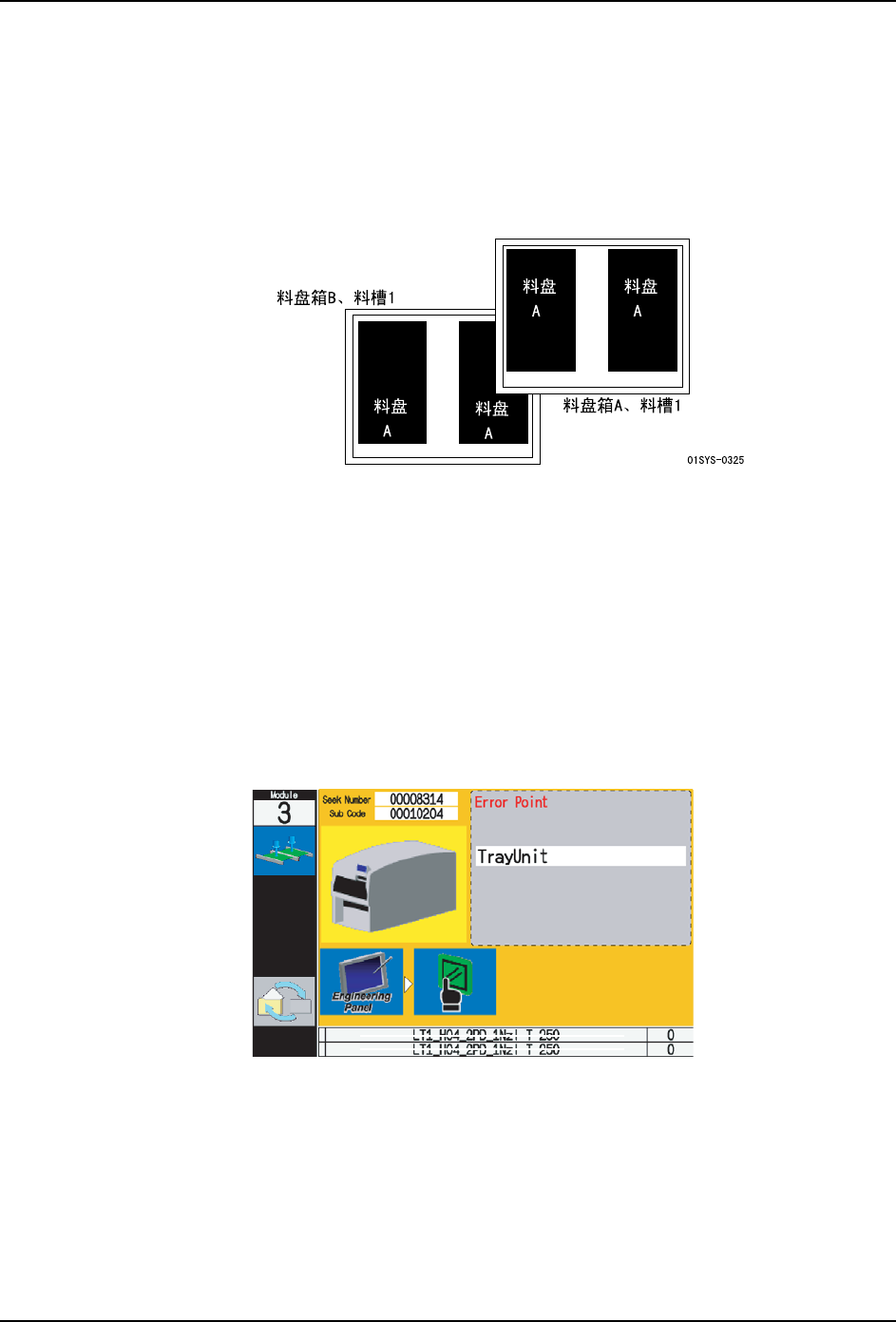
料盘配置 (料盘单元 -LT 时)
生产中,为了尽量减少尚未用完元件的发生,建议在副料槽 1 和副料槽 2 上配置相同元件的
料盘。
备注 )如果在 1 个托架上配置不同元件的料盘,当某一种元件发生料尽,托架就会移动到料
盘箱 B 的退避料槽,因此,另一个料盘出现尚未用完的元件。
关于运用料盘动态次料站补充功能时的异常
以下说明动态次料站补充功能运用时所发生的异常和对策。
存在无 RFID 的托架时候
向补充用料盘箱补充料盘后,机器就会进行托架的 RFID 检查。此时,如果检测出不明的托
架,就会显示异常向导。
a. 请在辅助软件中搜索Seek Number的错误。根据Sub code从所指定的料槽上取出托架。
b. 必要时,将别的托架安装在正确的料槽上。
c. 请关闭门,按下操作面板的 READY ON 按钮。
01SYS-0492

QD142-14 4. 生产
NXT II 系统手册 165
运用料盘动态次料站补充时的注意事项
1. 被排出的托架上如果存在还没有用完的料盘,并且将该料盘再次插入到补充用料盘内
时,请务必对料盘进行吸取开始点指定。如果不进行吸取开始点指定,在吸取动作时就
会发生错误。
2. 在操作画面上显示从补充用料盘箱内取出托架的向导的时候,补充用料盘箱侧的 COM
-
PLETE 按钮无效。请从对象的料槽上取出托架,然后按下操作面板的 OK 按钮。并按照下
一步的向导。
3. 正在向补充用料盘箱补充料盘的时候,如果生产用料盘箱发生了补件极限,就会在操作
画面上显示向生产用料盘箱补充料盘的向导。请根据向导补充元件,然后重新开始生产。
4. 在补充用料盘箱内如果安装 OK 的料槽一个也没有的时候,不能按下 COMPLETE 按钮。
5. 如果在生产用料盘箱的料槽上设定了料站修正量,在更换托架后,该设定值继续有效。
另外,如果在补充用料盘箱的料槽上设定了料站修正量,设定值被无视。
6. 在料盘单元的托架更换动作中,因某种原因机器停止了,这时请不要取出托架。否则会
导致实际的托架存在情况与机器侧的信息不一致。不得已取出了托架时,请卸下料盘单
元,然后重新安装。
7. 在料盘动态次料站补充中,将发生料尽的托架排出到补充用料盘箱的排出料槽上。排出
用料槽数必须与被配置在生产用料盘箱侧的料盘的最大占有料槽数相同。
01SYS-0493S
A
-REЁⱘ⫳ѻ⫼᭭Ⲭㆅ
ⱘ᭭Ⲭ䜡㕂
Ўܗӊऴ᳝Ͼ᭭ῑˈ
᠔ҹ䳔㽕Ͼᥦߎ⫼᭭ῑDŽ
C
B
A
㸹ܙ⫼᭭Ⲭㆅ
ᥦߎ
ᥦߎ
A
C
B
A