NXT2系统手册.pdf - 第171页
QD142-14 4. 生产 NXT II 系统手册 151 X100 PIN CL AMPER UP PER LIMIT C HECK 为 [OFF] 时 请按下 OK 按钮然后拉出模组,目视确认吸取器的位置 。根据吸取器不在上升端和在上升端 的情况,处理方法各不相同。 · 吸取器不在上升端 a. 因某种原因吸取器有可能发生下降或脱落 。请确认以下列举的几点。 ·是否存在吸取器的脱落或变形 。 ·汽缸必须下落。 ·吸取器是否与电路板等…
4. 生产 QD142-14
150 NXT II 系统手册
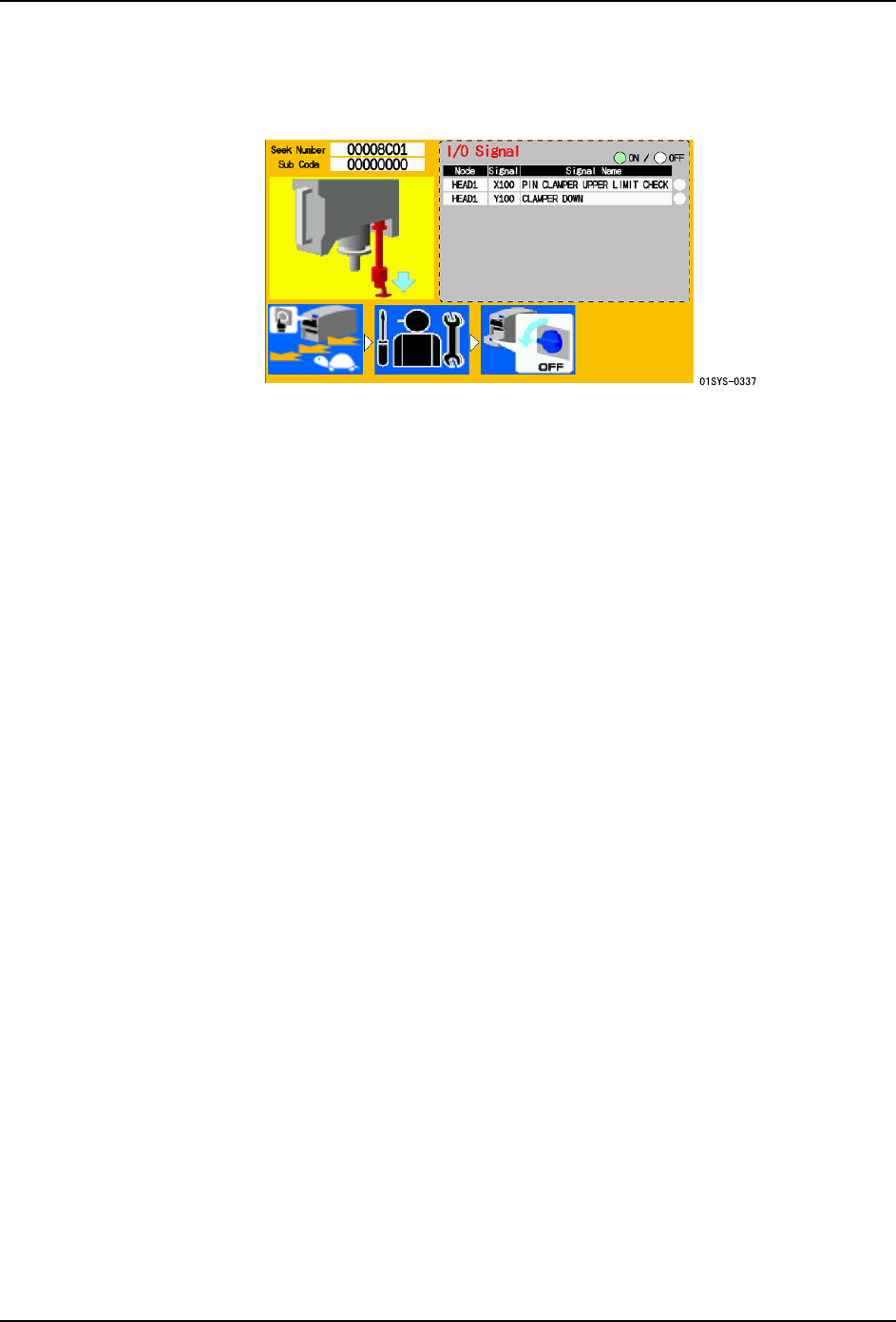
吸取器上升端异常
机器为了防备吸取器的脱落而时刻监视着上升端。因某种原因在上升端的检测中发生故障
时,就发生了异常。
首先,请确认异常画面的 [PIN CLAMPER UPPER LIMIT CHECK] 的状态。根据 [ON] 和 [OFF]
的情况,处理方法各不相同。
X100 PIN CLAMPER UPPER LIMIT CHECK 为 [ON] 时
a. 请按下 OK 按钮,然后拉出模组。
b. 传感器有可能暂时 OFF 了,请确认 I/O 的输入状态。
·请确认传感器和挡块的位置。
·请确认传感器电路板的接插件是否正确地被连接着,或者没有发生 PIN 的缺损等
情况。
c. 请将机器的主开关设置到 OFF。
d. 请取下工作头,确认以下几点。
·吸取器的上下动作是否顺畅。
·吸取器是否上升到上升端传感器能够正确地检测的位置。
e. 如果工作头和吸取器没有异常,请重新将工作头安装到模组中然后继续生产。如果有
异常,请更换工作头。

QD142-14 4. 生产
NXT II 系统手册 151
X100 PIN CLAMPER UPPER LIMIT CHECK 为 [OFF] 时
请按下 OK 按钮然后拉出模组,目视确认吸取器的位置。根据吸取器不在上升端和在上升端
的情况,处理方法各不相同。
· 吸取器不在上升端
a. 因某种原因吸取器有可能发生下降或脱落。请确认以下列举的几点。
·是否存在吸取器的脱落或变形。
·汽缸必须下落。
·吸取器是否与电路板等发生了干涉。
b. 请在确认了 Y100 CLAMPER DOWN 为 OFF 后,用手向上推吸取器确认其上升。
备注 )如果 Y100 CLAMPER DOWN 为 ON 时,请取得跟踪数据。
c. 请将机器的主开关设置到 OFF。
d. 请取下工作头,确认以下几点。
·吸取器的上下动作是否顺畅。
·吸取器是否上升到上升端传感器能够正确地检测的位置。
e. 如果工作头和吸取器没有异常,请重新将工作头安装到模组中然后继续生产。如果有
异常,请更换工作头。
· 吸取器在上升端
a. 需要确认销夹块上升端确认传感器的输入状态。
·请确认传感器和挡块的位置。
·请确认传感器电路板的接插件是否正确地被连接着,或者没有发生 PIN 的缺损等
情况。
b. 请将机器的主开关设置到 OFF。
c. 请取下工作头,确认以下几点。
·吸取器的上下动作是否顺畅。
·吸取器是否上升到上升端传感器能够正确地检测的位置。
d. 如果工作头和吸取器没有异常,请重新将工作头安装到模组中然后继续生产。如果有
异常,请更换工作头。
通过辅助软件解除吸取器上升端异常画面
吸取器上升端异常向导被显示后,如果不拉出模组就不能通过 READY ON 按钮来解除异常。
根据机器的停止状态,提供了如果不方便拉出模组时,通过辅助软件能够强制解除吸取器上
升端异常的功能。
通过辅助软件解除吸取器上升端异常画面的方法请参照 " 7.14.9 强制异常解除 "。

4. 生产 QD142-14
152 NXT II 系统手册
使用自动支撑销配置功能时的注意事项
1. 在双轨道生产中,在一方的通道中有电路板的状态下,即使另一方的通道中没有电路板
也不能进行支撑销配置和收纳。请事先取出电路板。
2. 从双模组生产的 Job 切换到单模组生产的 Job 后,如果只能在双模组生产中进行配置的
区域内存在支撑销时,无法进行收纳。在切换生产 Job 之前,请进行送出运转,或者执
行支撑板更换指令。另外,如果是自动换线功能时,自动收纳支撑销。
3. 如果同时使用了电路板停止位置补正功能时,在创建 Job 时请注意不要在电路板轮廓读
取位置上配置支撑销。
4. 如果使用低反射板时,在创建 Job 时请注意不要在低反射板上配置支撑销。