NXT2系统手册.pdf - 第153页
QD142-14 4. 生产 NXT II 系统手册 133 生产顺序模式 如果存在根据生产计划被预约的 Jo b,通过操作者的操作能够进行换 线的功能。 自动换线 (生产顺序模式)设定步骤 1. 请 在辅助软件的 [Machine Confi guration] 画面上,进行 自动换线功能 的模式设定。 ·[Automatic changeo ver]:[ON]。 ·[Automatic changeo ver mode]: [Pro…
4. 生产 QD142-14
132 NXT II 系统手册
条形码 ID 模式
通过读取粘贴在电路板上的条形码 ID,机器切换到对应 ID 的 Job,然后进行生产。
另外,为了运用条形码 ID 模式,需要以下列举的部件。
· 搬运轨道
· 条形码读取器
· Profiler FLP (CONTEC SB20)
· 电路板搬运控制箱 (FLP-C)
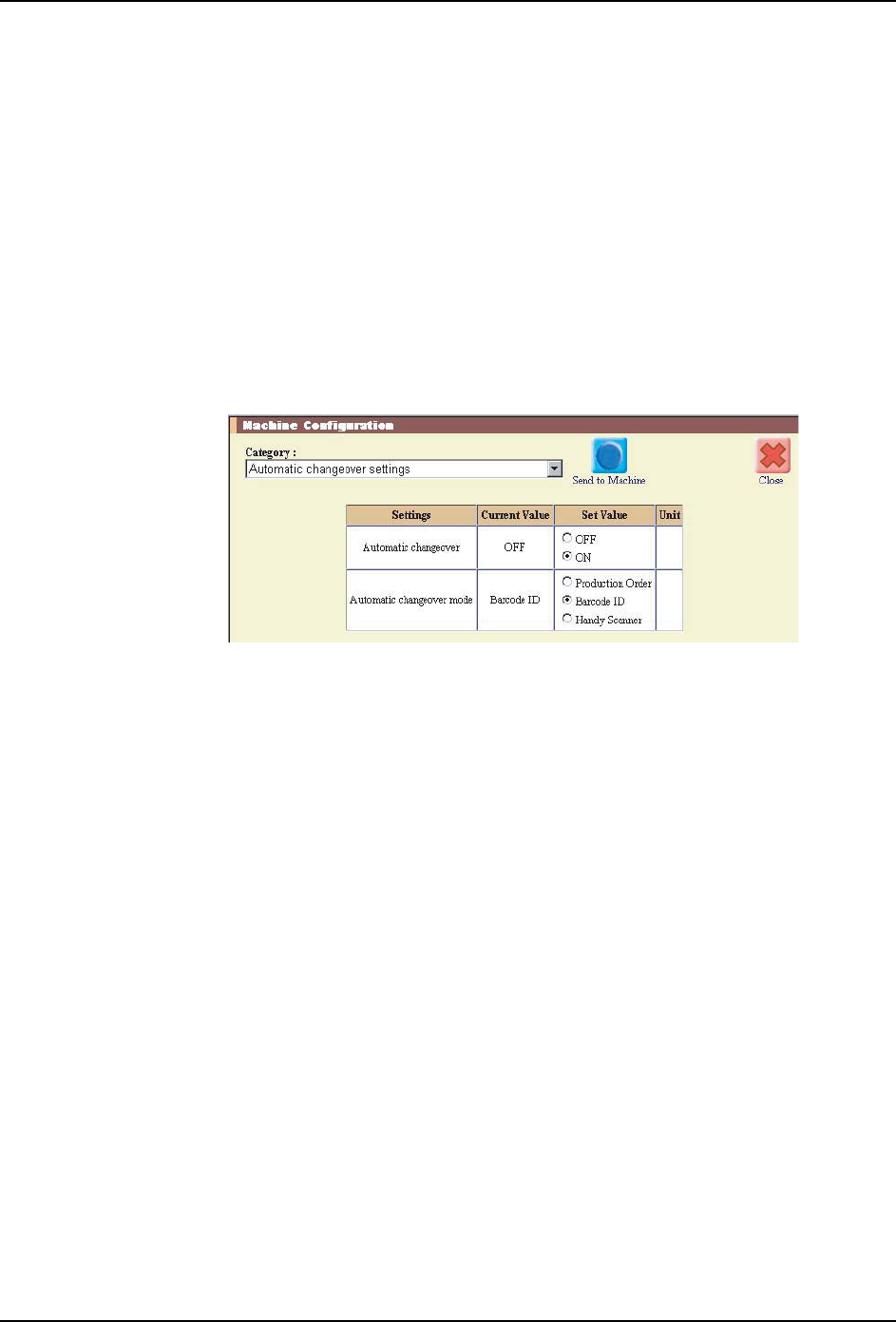
自动换线 (条形码 ID 模式)设定步骤
1. 请在辅助软件的 [Machine Configuration] 画面上,进行自动换线功能的模式设定。
·[Automatic changeover]:[ON]。
·[Automatic changeover mode]:[ 条形码 ID]。
2. 创建电路板种类列表。
a. 从辅助软件的在线监视器切换到生产计划进展监视器,选择右上部页眉部的 [Panel
Type Editor]。
b. 请创建电路板种类列表。创建方法请参照辅助软件操作手册的 [ 第 4 章 4.5 编辑电路
板种类列表 ]。
3. 在 Fujitrax Profiler 的 Web 编辑器中选择 [System Settings]-[Profiling Settings]。
将 [Substrate conveyance at the time of scanning ID error] 设定为 [Do not permit
conveyance]。
自动换线功能 (条形码 ID 模式)的运用
1. 当载入电路板时读取的条形码 ID 中被指定了新的 Job 时,就会送出生产中的电路板,并
自动切换 Job。
2. 需要操作者进行更换工作头等的换线作业时,操作画面上显示换线向导。请根据向导进
行换线作业。
01SYS-0258E
QD142-14 4. 生产
NXT II 系统手册 133
生产顺序模式
如果存在根据生产计划被预约的 Job,通过操作者的操作能够进行换线的功能。
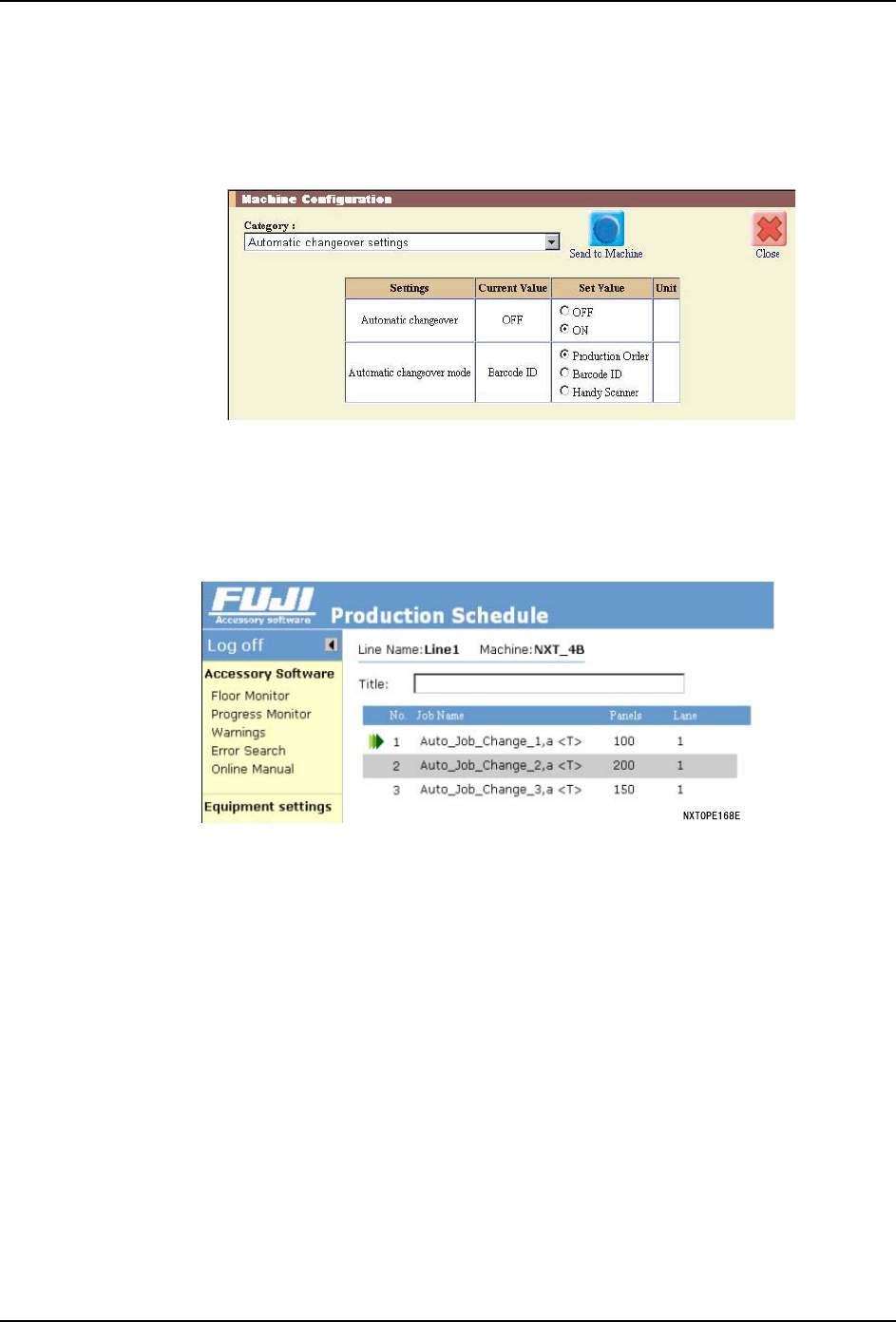
自动换线 (生产顺序模式)设定步骤
1. 请在辅助软件的 [Machine Configuration] 画面上,进行自动换线功能的模式设定。
·[Automatic changeover]:[ON]。
·[Automatic changeover mode]:[Production Order]。
2. 请在 [Production Schedule] 画面中,设定生产计划。详细内容请参照辅助软件操作手
册[第2章3.编辑进度表]。
01SYS-0259E
4. 生产 QD142-14
134 NXT II 系统手册
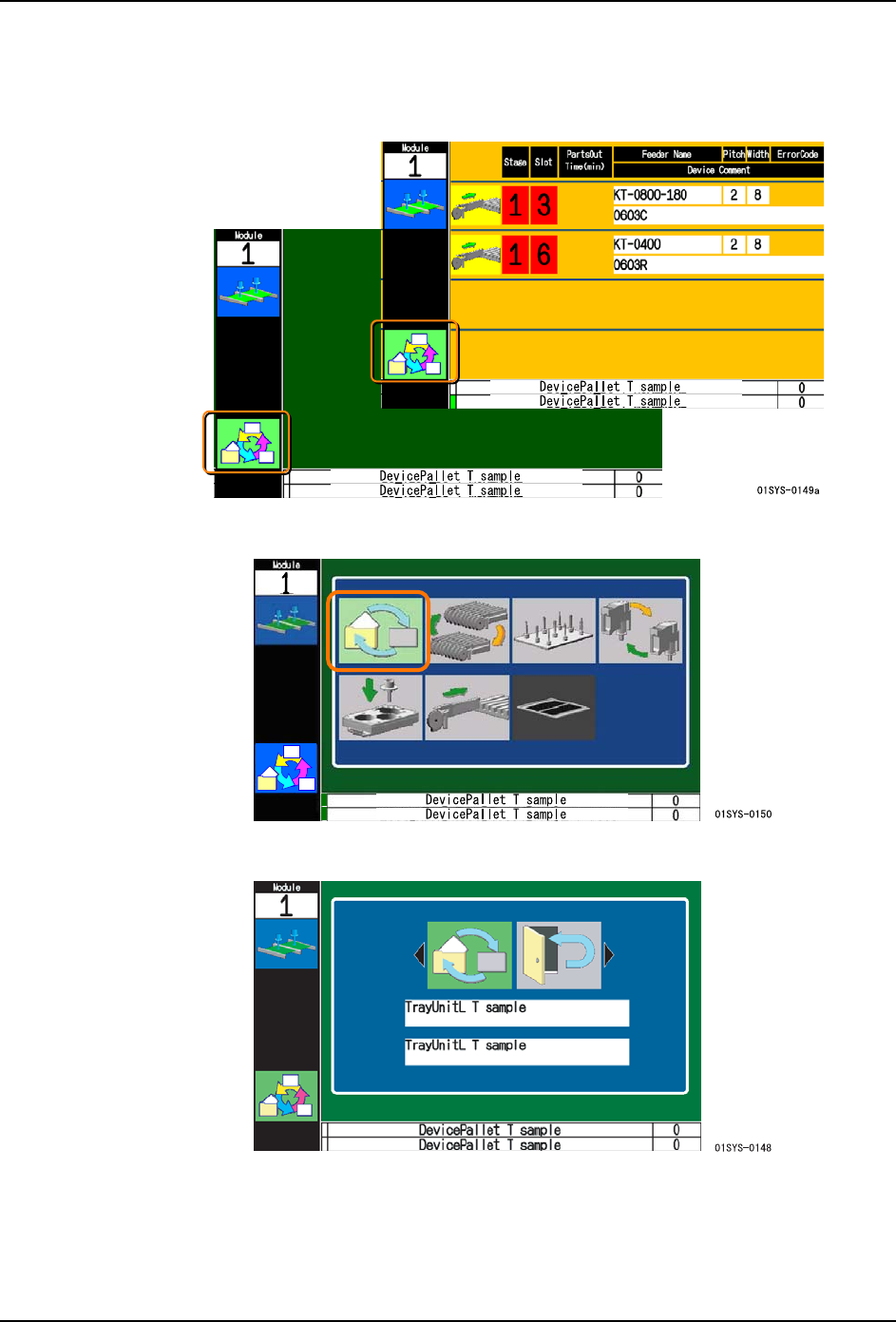
自动换线功能 (生产顺序模式)的运用
1. 生产中,或者在供料器料尽的状态下,当状态区域的自动换线示意图的背景为绿色时,
请按下操作面板的 OK 按钮。
2. 用箭头键选择 Job 切换菜单后,请按下 OK 按钮。
3. 用箭头键选择 Job 切换图标后,请按下 OK 按钮。
完成生产中的电路板后,从前工序侧的模组开始以模组为单位,顺序切换 Job 并进行换线。