NXT2系统手册.pdf - 第173页
QD142-14 4. 生产 NXT II 系统手册 153 4.12.7 料盘单元 -LT/LTC 的运用 在料盘单元 -LT/LTC 中, 存在上下 2 个料盘箱。 根据 Job 的设定和料盘箱的补充动作, 能够 将更多的元件使用到生产中,对 应生产中补充元件等 5 种生产形态。 备注 )关于 Job 的设定,请参照 NXT II/NXT IIc 编程手册。 运用 1:生产多品种元件的电路板 将 2 个料盘箱看作 1 个, 最大限度…

4. 生产 QD142-14
152 NXT II 系统手册
使用自动支撑销配置功能时的注意事项
1. 在双轨道生产中,在一方的通道中有电路板的状态下,即使另一方的通道中没有电路板
也不能进行支撑销配置和收纳。请事先取出电路板。
2. 从双模组生产的 Job 切换到单模组生产的 Job 后,如果只能在双模组生产中进行配置的
区域内存在支撑销时,无法进行收纳。在切换生产 Job 之前,请进行送出运转,或者执
行支撑板更换指令。另外,如果是自动换线功能时,自动收纳支撑销。
3. 如果同时使用了电路板停止位置补正功能时,在创建 Job 时请注意不要在电路板轮廓读
取位置上配置支撑销。
4. 如果使用低反射板时,在创建 Job 时请注意不要在低反射板上配置支撑销。
QD142-14 4. 生产
NXT II 系统手册 153
4.12.7 料盘单元 -LT/LTC 的运用
在料盘单元 -LT/LTC 中,存在上下 2 个料盘箱。根据 Job 的设定和料盘箱的补充动作,能够
将更多的元件使用到生产中,对应生产中补充元件等 5 种生产形态。
备注 )关于 Job 的设定,请参照 NXT II/NXT IIc 编程手册。
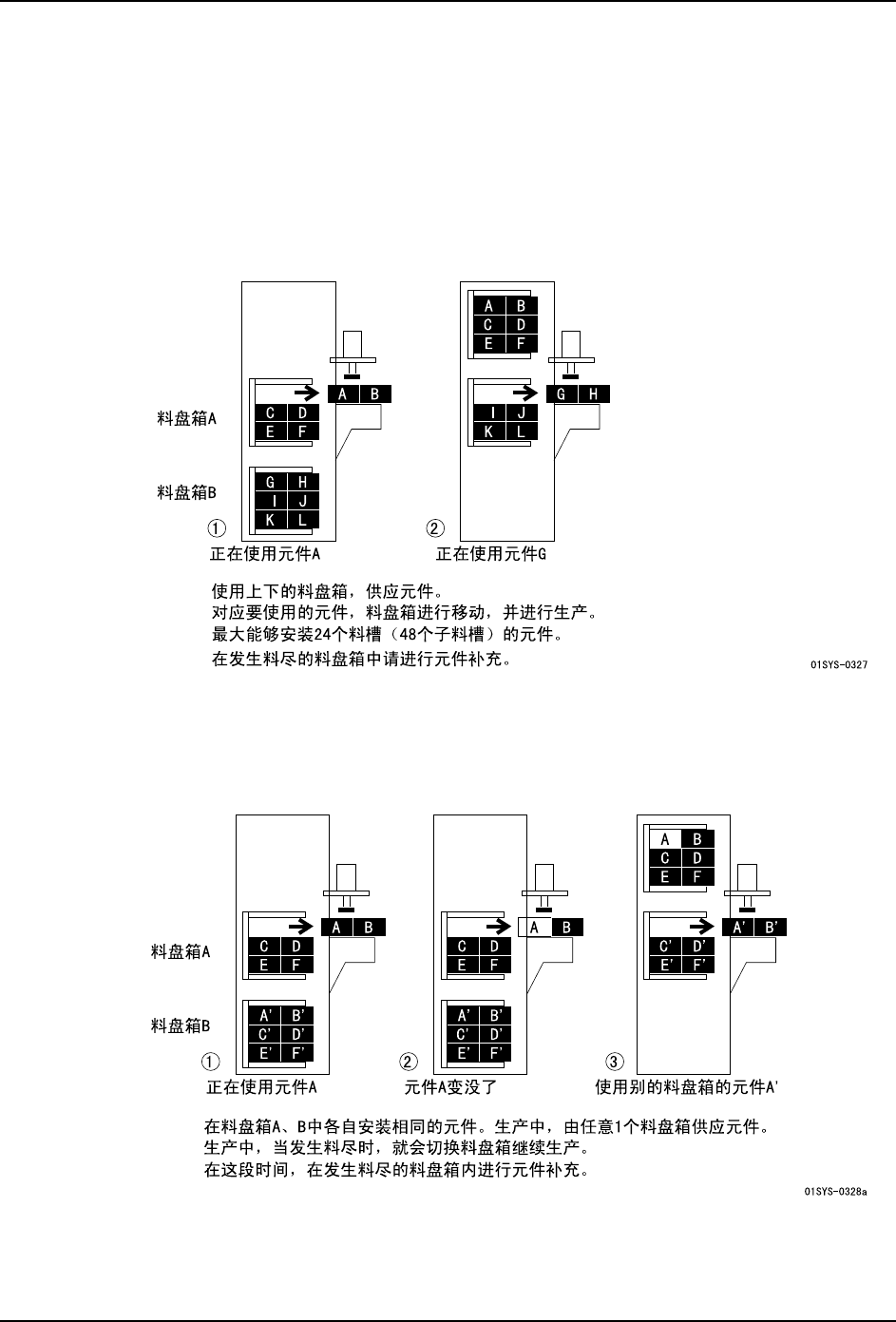
运用 1:生产多品种元件的电路板
将 2 个料盘箱看作 1 个,最大限度地搭载元件品种进行运转的模式。因为显示出对料尽的料
盘箱进行补充向导,所以,操作者根据向导进行元件补充。
运用 2:缩短元件补充的停机时间进行生产
在 2 个料盘箱中安装相同的元件,当发生料尽时,就会移动料盘箱然后使用元件的模式。因
为对料尽的料盘箱进行补充向导的显示,所以,操作者根据向导进行元件补充。
4. 生产 QD142-14
154 NXT II 系统手册
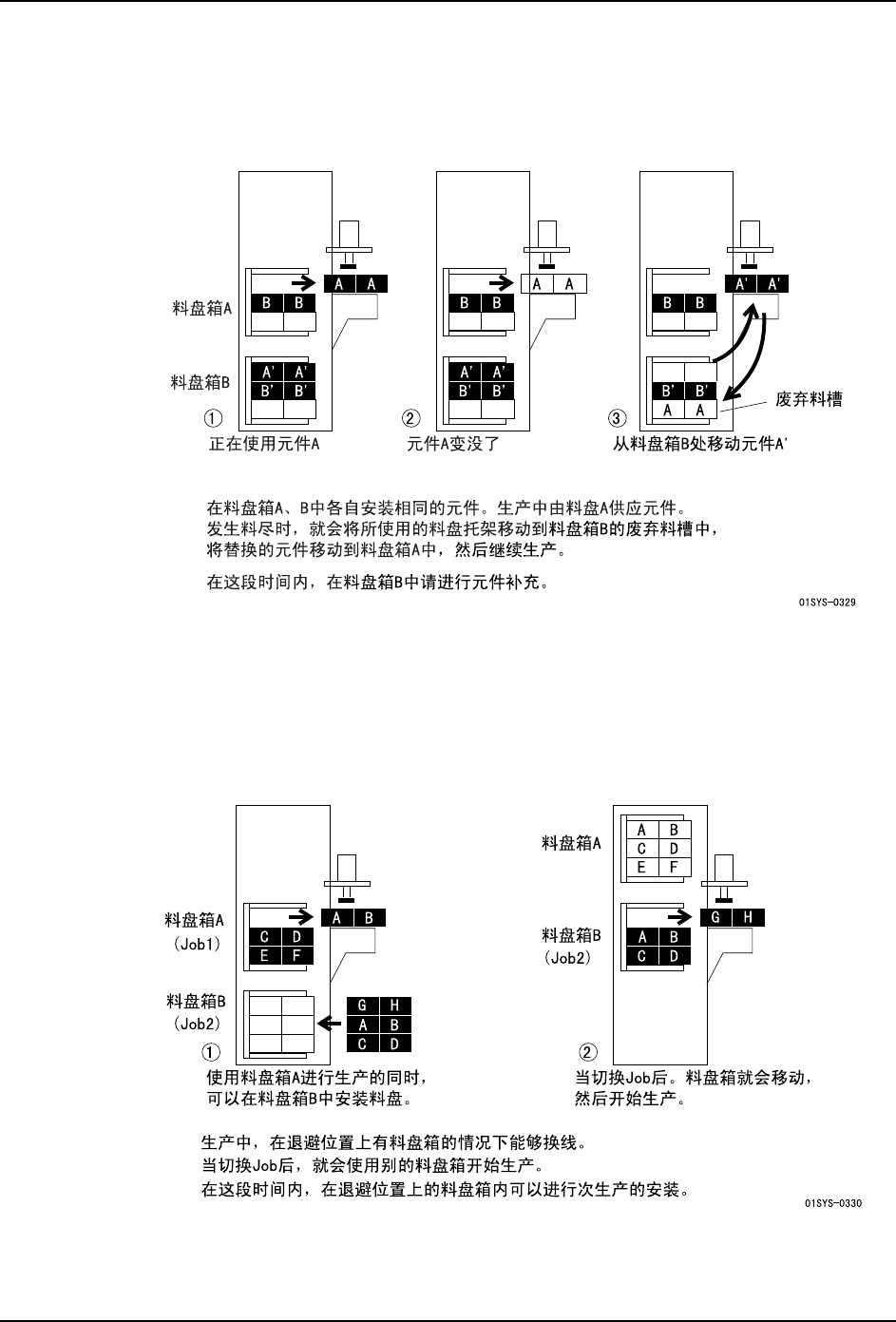
运用 3:生产中向补充用料盘箱补充元件
在 2 个料盘箱内安装相同的元件,一个料盘箱作为生产用料盘箱,另一个作为补充用料盘箱
进行运用的模式。因为发生料尽的料盘移动到补充用料盘箱的废弃料槽,所以操作者根据向
导除去该料盘,进行元件补充。
备注 )上图说明了来自料盘箱 B 的补充模式。通过辅助软件的机器功能设定,也可以按照来
自料盘箱 A 的补充模式进行生产。
运用 4:缩短换线时间进行生产
料盘箱 A、B 各自根据 Job 被运用的模式。生产中,在退避侧的料盘箱中进行次生产的准备,
能够缩短换线的时间。