NXT2系统手册.pdf - 第154页
4. 生产 QD142-14 134 NXT II 系统手册 自动换线功能 (生产顺序模式)的运用 1. 生产中 ,或者在供料器料尽的状态下,当状态区域的自动换线示意图的背景 为绿色时, 请按下操作面板的 OK 按钮。 2. 用箭头键选择 Job 切换菜单后,请按下 OK 按钮。 3. 用箭头键选择 Job 切换图标后,请按下 OK 按钮。 完成生产中的电路板后, 从前工序侧的模组开始以模组为单位, 顺序切换 Job 并进行换线。
QD142-14 4. 生产
NXT II 系统手册 133
生产顺序模式
如果存在根据生产计划被预约的 Job,通过操作者的操作能够进行换线的功能。
自动换线 (生产顺序模式)设定步骤
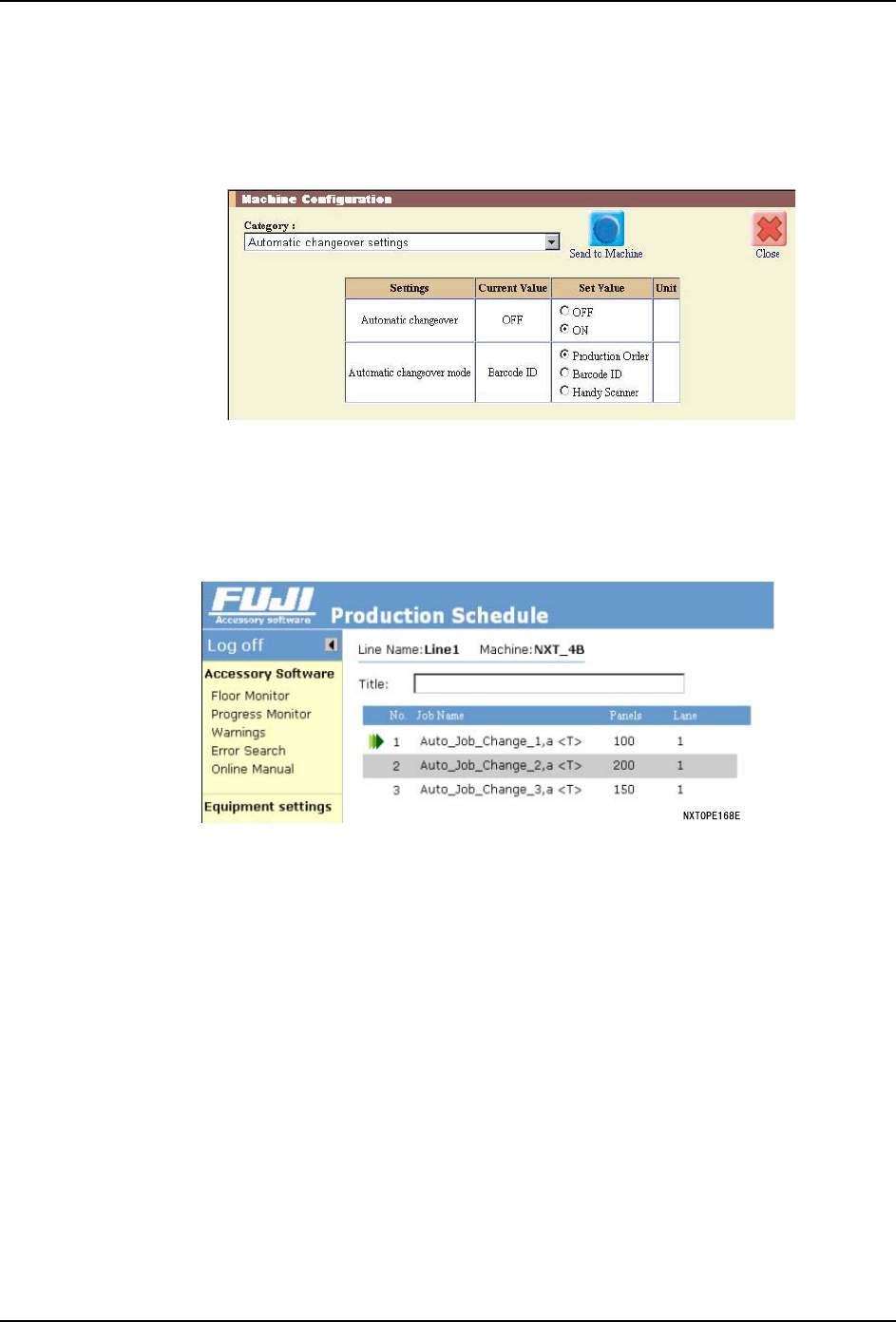
1. 请在辅助软件的 [Machine Configuration] 画面上,进行自动换线功能的模式设定。
·[Automatic changeover]:[ON]。
·[Automatic changeover mode]:[Production Order]。
2. 请在 [Production Schedule] 画面中,设定生产计划。详细内容请参照辅助软件操作手
册[第2章3.编辑进度表]。
01SYS-0259E
4. 生产 QD142-14
134 NXT II 系统手册
自动换线功能 (生产顺序模式)的运用
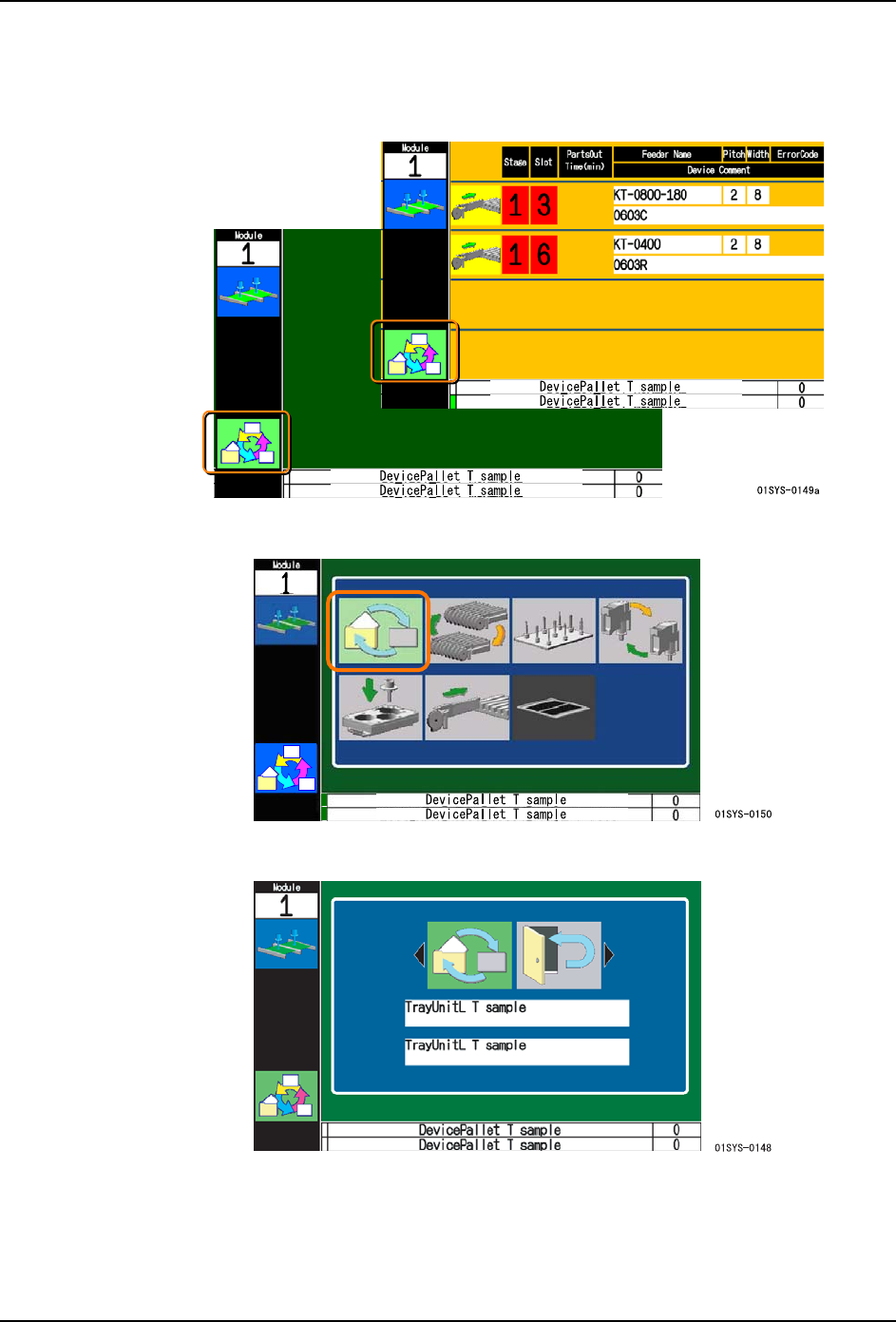
1. 生产中,或者在供料器料尽的状态下,当状态区域的自动换线示意图的背景为绿色时,
请按下操作面板的 OK 按钮。
2. 用箭头键选择 Job 切换菜单后,请按下 OK 按钮。
3. 用箭头键选择 Job 切换图标后,请按下 OK 按钮。
完成生产中的电路板后,从前工序侧的模组开始以模组为单位,顺序切换 Job 并进行换线。
QD142-14 4. 生产
NXT II 系统手册 135
手持式扫描器模式
根据使用手持式扫描器读取生产指示书等的条形码,指示自动换线开始的功能。
另外,使用该功能时需要以下的选项。
· 条形码读取器 (连接到 PC 后使用)
· 进行 Job 指定的条形码 (生产指示书)
自动换线功能 (手持式扫描器模式)设定步骤
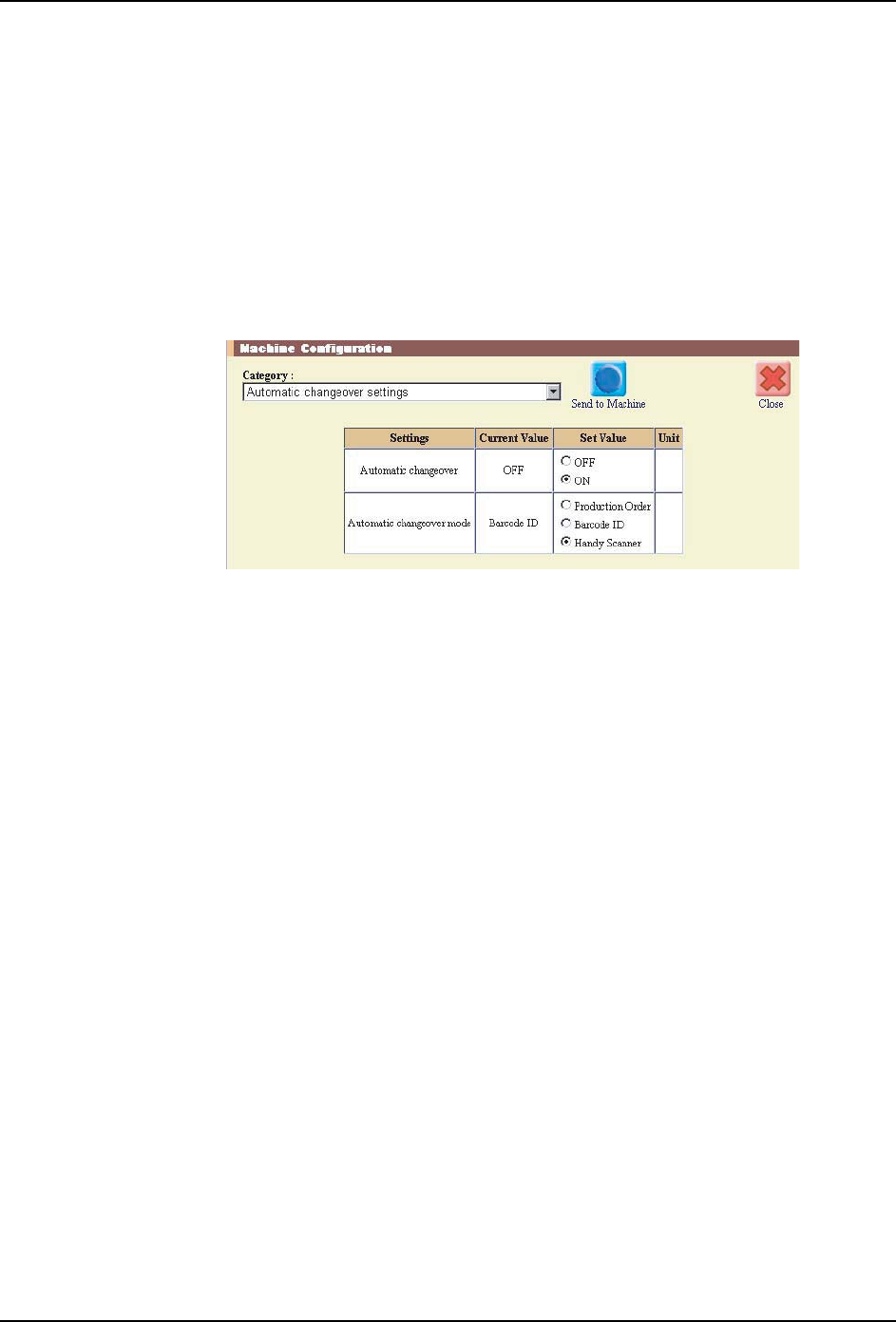
1. 请在辅助软件的 [Machine Configuration] 画面上,进行自动换线功能的模式设定。
·[Automatic changeover]:[ON]
·[Automatic changeover mode]:[ 手持式扫描器 ]
2. 请注册进行自动换线的生产线。
备注 )详细请参照辅助软件操作手册 [第4章6.2注册要使用根据手持式扫描器的自动换线
功能的生产线 ]。
3. 请创建设备 (生产线、机器)与条形码 ID 相互关联的表格。
备注 )详细请参照辅助软件操作手册 [ 第 4 章 6.4 创建设备与条形码 ID 相互关联的表格 ]。
但是,该作业并不是必须的作业。如果没有被创建,在画面上手动选择设备。
4. 请创建 Job 与条形码 ID 相互关联的表格。
备注 )详细请参照辅助软件操作手册[第4章6.5创建生产Job与条形码ID相互关联的表格 ]。
自动换线功能 (手持式扫描器模式)的运用
1. 开始生产当前 Job 中最后一块电路板时,请读取进行次生产 Job 指定的条形码。
2. 当前 Job 中电路板生产完毕后被送出到下一个模组中,送出完毕后将自动切换到次 Job。
3. 如果需要操作者进行换线作业时,操作画面上会及时显示换线向导。请按照画面进行换
线作业。
01SYS-0260E