NXT2系统手册.pdf - 第233页
QD142-14 4. 生产 NXT II 系统手册 213 生产中,某一通道中使用的元件出现无库存时 当无法向某一通道补充元件时, 就不能够继续生产。其他通道也会 停止生产。 这时,请按照以下的方法重新开 始生产。 · 取出无元件库存的通道上的电路板。 1. 请执行手动指令模式的 [ 电路板除去指令 ], 取出无元件库存的通道上的电路板。 从生产 线上取出将被搬运到该通道的全部 电路板。 2. 请重新开始生产。机器只在能够生产的通 道…
4. 生产 QD142-14
212 NXT II 系统手册
三搬运轨道生产设定步骤
1. 进行 Job 的编辑。请设定 Machine Configuration 内的项目 [Conveyor Mode]。详细内容
请参照 NXT II/NXT IIc 编程手册。
2. 在辅助软件的 [Machine Configuration] 和 [Module Configuration] 画面上,请进行三
搬运轨道的设定。
a. [Machine Configuration] 画面
·[Loader settings]-[Conveyor margin setting for lane 2 and lane 3]
·[Panel Clamp Settings]-[Panel Clamp Timer (Lane3)]
b. [Module Configuration] 画面
·[Panel Stop Offset]-[Lane 3]
·[Premounted parts height setting]-[Lane 3]
备注 )通过辅助软件的三搬运轨道的设定方法与进行双搬运轨道的通道 2 的设定方法相同。
但是,电路板搬运设定的如下项目变为无效。
·[
Maximum panel width for lane 1
] ·[
Maximum panel width for lane 2
]·[
Lane Pitch
Setting
]
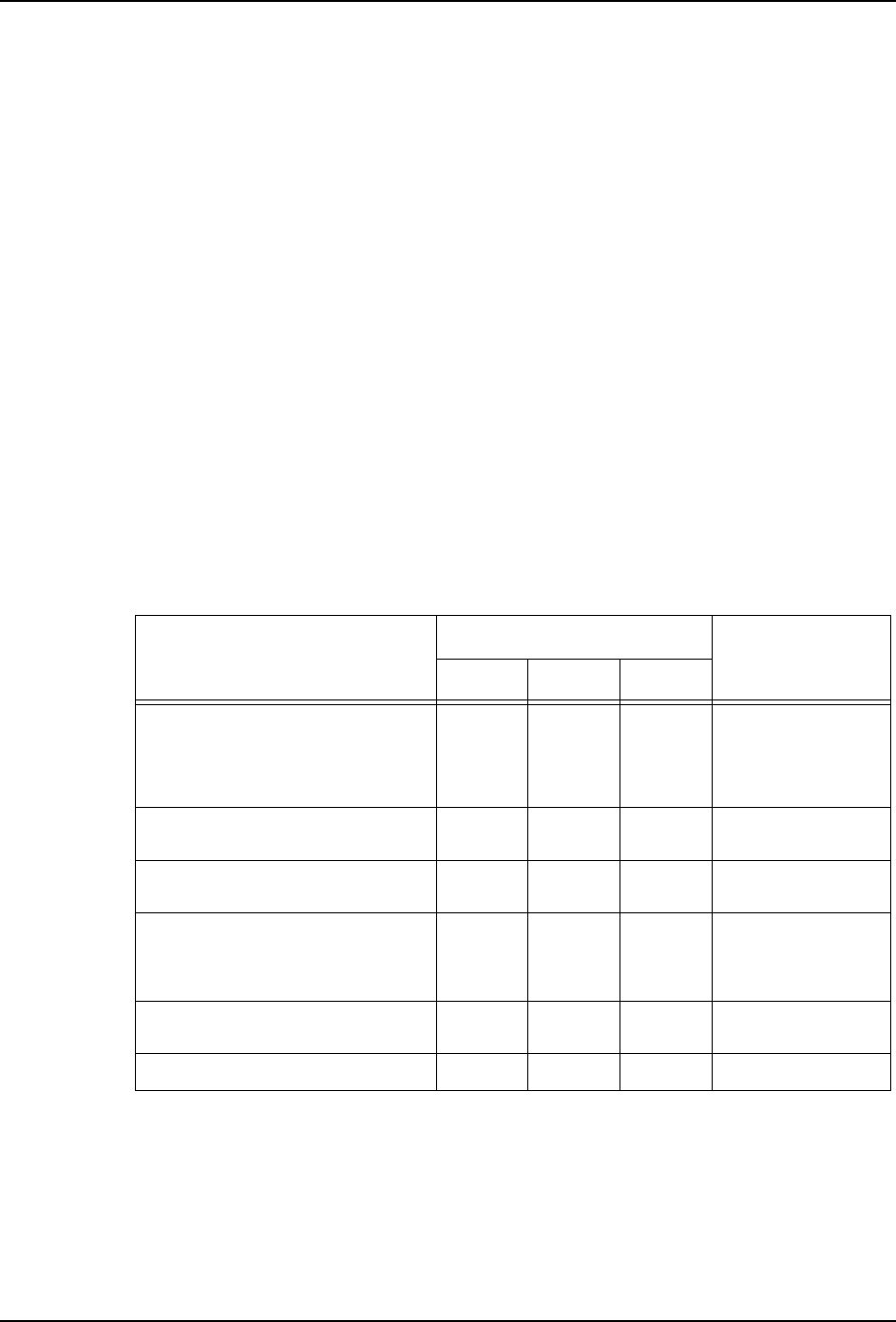
使用三搬运轨道能够进行的生产模式
根据生产形态切换生产模式,能够提高生产效率。
备注 )如果没有按照这里所例举的生产模式开始生产,机器进行异常停止。
生产形态
生产 Job
生产模式
通道 1 通道 2 通道 3
贴装到电路板的正面和反面的元件点
数相差很大时:
元件点数多的一面放在通道 1、2 中
生产,点数少的一面放在通道 3 中生
产。
Job A Job A Job B
三通道生产
(不同的 Job)
在所有的通道中生产相同的电路板。 Job A Job A Job A
三通道生产
(相同的 Job)
在所有的通道中生产 3 种类型的电路
板。
Job A Job B Job C
三通道生产
(不同宽度的通道)
贴装到电路板的正面和反面的元件点
数相差不大时:
正面在通道 1 中生产,反面在通道 2
中生产。
Job A Job B - 双通道生产
在通道 1 和通道 2 中生产相同的电路
板。
Job A Job A - 双通道生产
只是在通道 1 中生产电路板。 Job A - - 单通道生产

QD142-14 4. 生产
NXT II 系统手册 213
生产中,某一通道中使用的元件出现无库存时
当无法向某一通道补充元件时,就不能够继续生产。其他通道也会停止生产。
这时,请按照以下的方法重新开始生产。
· 取出无元件库存的通道上的电路板。
1. 请执行手动指令模式的 [ 电路板除去指令 ],取出无元件库存的通道上的电路板。从生产
线上取出将被搬运到该通道的全部电路板。
2. 请重新开始生产。机器只在能够生产的通道中继续生产。
· 进行料站跳过
1. 请启动 MEdit,设定料站跳过功能。指定跳过无库存的元件。
2. 请重新开始生产。在不贴装无库存的元件的情况下继续生产。
3. 补充了库存后,手工贴装所跳过的元件。
4. 生产 QD142-14
214 NXT II 系统手册
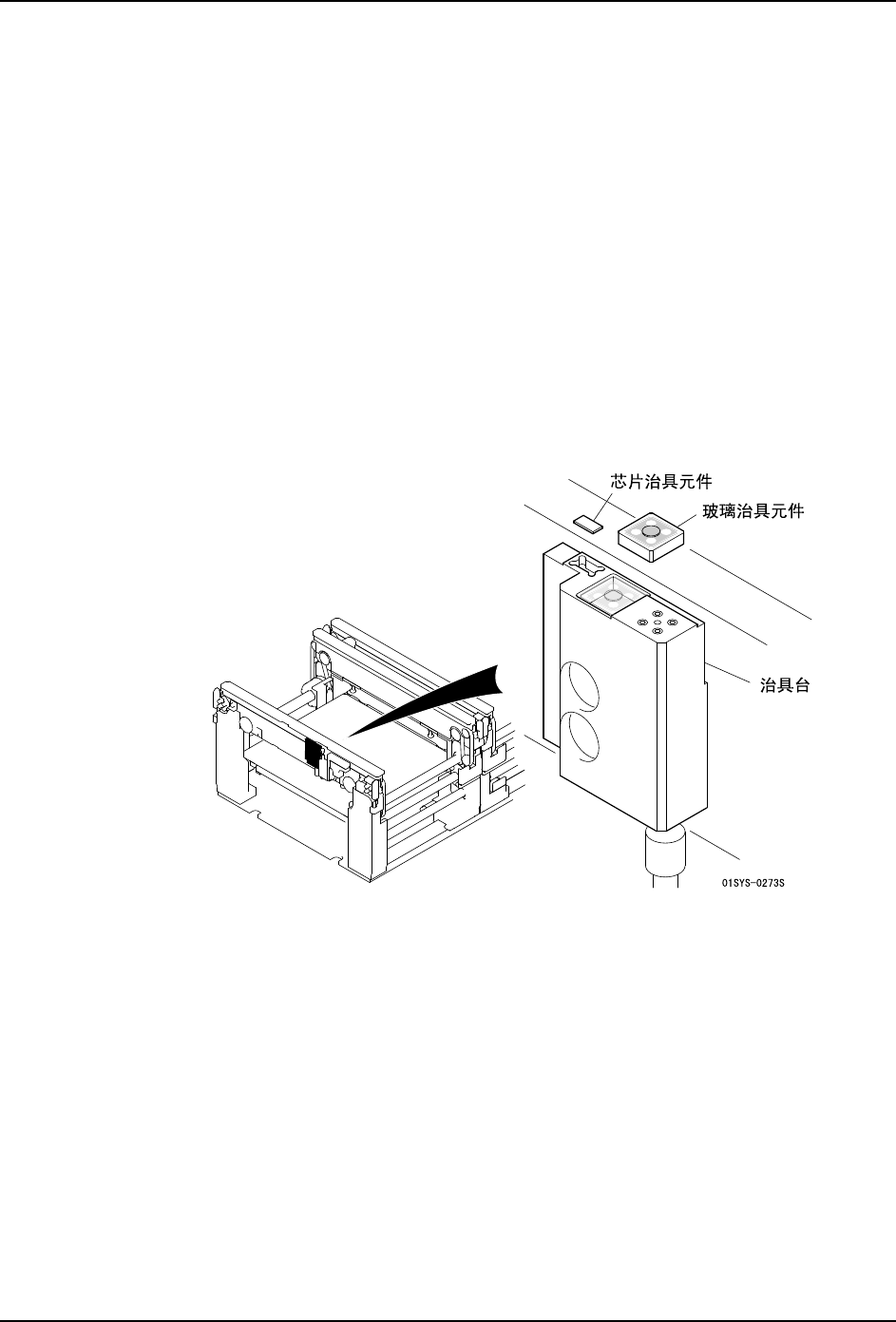
4.12.26 对应混合校正
混合校正就是使用专用的治具进行贴装动作,并进行偏移量的测定和补正的功能。
备注 )混合校正对应了 NXT V5.12 或更高版本。
在进行了以下的换线后,作为自动校正的一个环节,进行混合校正。
a. 更换了贴装工作头后
b. 更换了元件相机后
c. 变更了元件相机的位置后
d. 在辅助软件的 [Module Configuration] 中切换了 [Placement angle measurement/
correction] 后
e. 在辅助软件的 [Module Configuration] 中将 [Hybrid calibration measurement/
correction] 从 OFF 设定为 ON 后
另外,能够运用该功能的模组仅限于在搬运轨道前部配置了专用治具台的模组。