NXT2系统手册.pdf - 第408页
7. 辅助软件 QD142-14 388 NXT II 系统手册 7.10 机器设定软件 在机器设定软件中存在以下的项 目。 ·机器功能设定 ·模组功能设定 ·机器信息取得 ·固有值管理 ·远程操作 此处,只说明机器设定软件的启 动方法。有关软件的操作方法,请 参照以后的各节。 7.10.1 机器设定软件的启动 1. 从在线监视器画面中单击要 使用机器设定软件的 NXT-2 的机器名或者模组号码后,显示 出机器设定软件的注册画面。 2.…
QD142-14 7. 辅助软件
NXT II 系统手册 387
7.9.2 下载实时操作率 Buffer Service 用安装程序
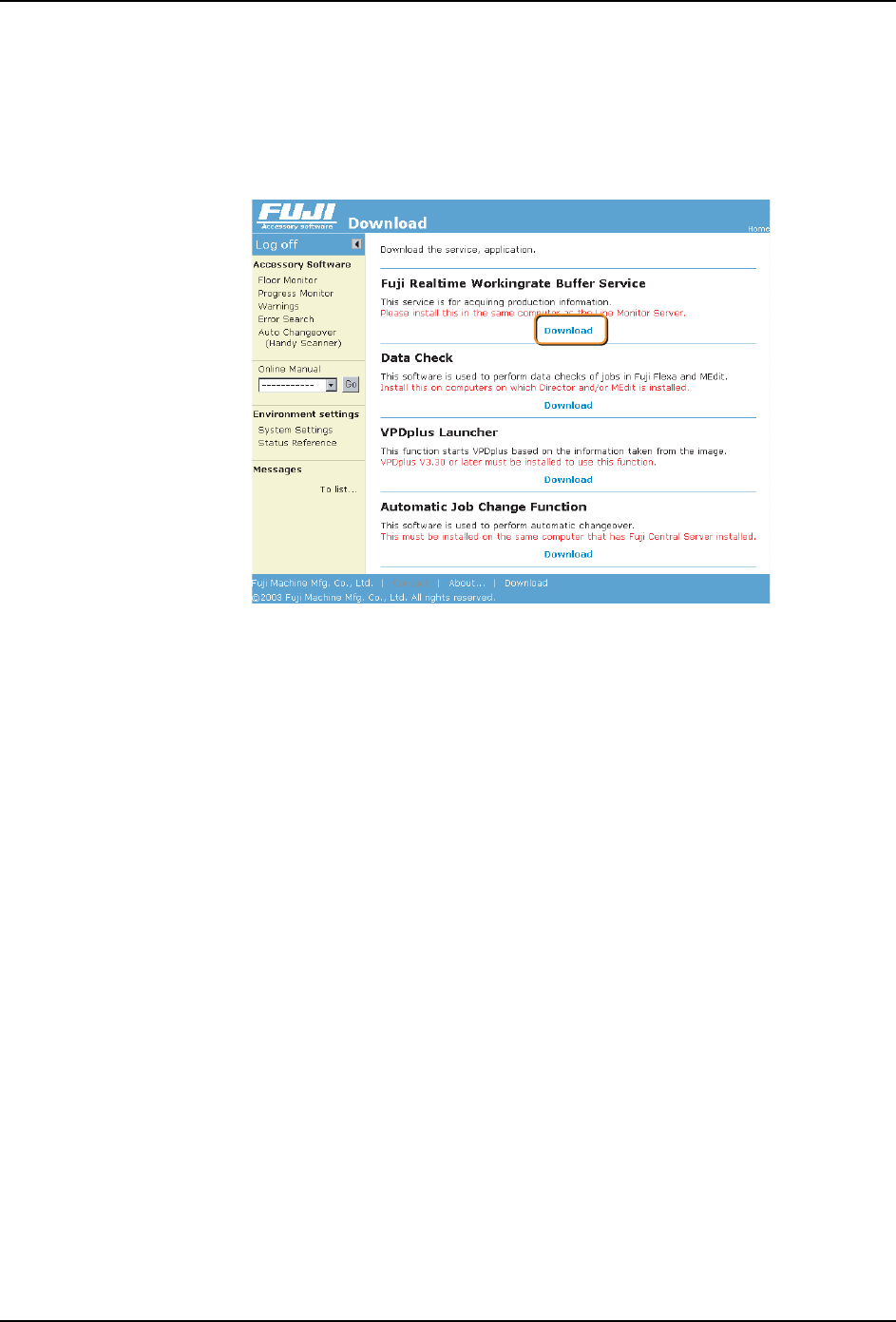
1. 单击在线监视器的标题上的 [Service List]。
2. 单击画面下方的 [Download] 后,就会切换到下载画面。
3. 单击 [Download] 后,就会开始下载处理。
4. 单击显示出的对话框中的 [Save]。
5. 指定下载文件的保存目录并单击 [Save],就会将文件下载到指定目录中。
01SYS-0378E
7. 辅助软件 QD142-14
388 NXT II 系统手册
7.10 机器设定软件
在机器设定软件中存在以下的项目。
·机器功能设定
·模组功能设定
·机器信息取得
·固有值管理
·远程操作
此处,只说明机器设定软件的启动方法。有关软件的操作方法,请参照以后的各节。
7.10.1 机器设定软件的启动
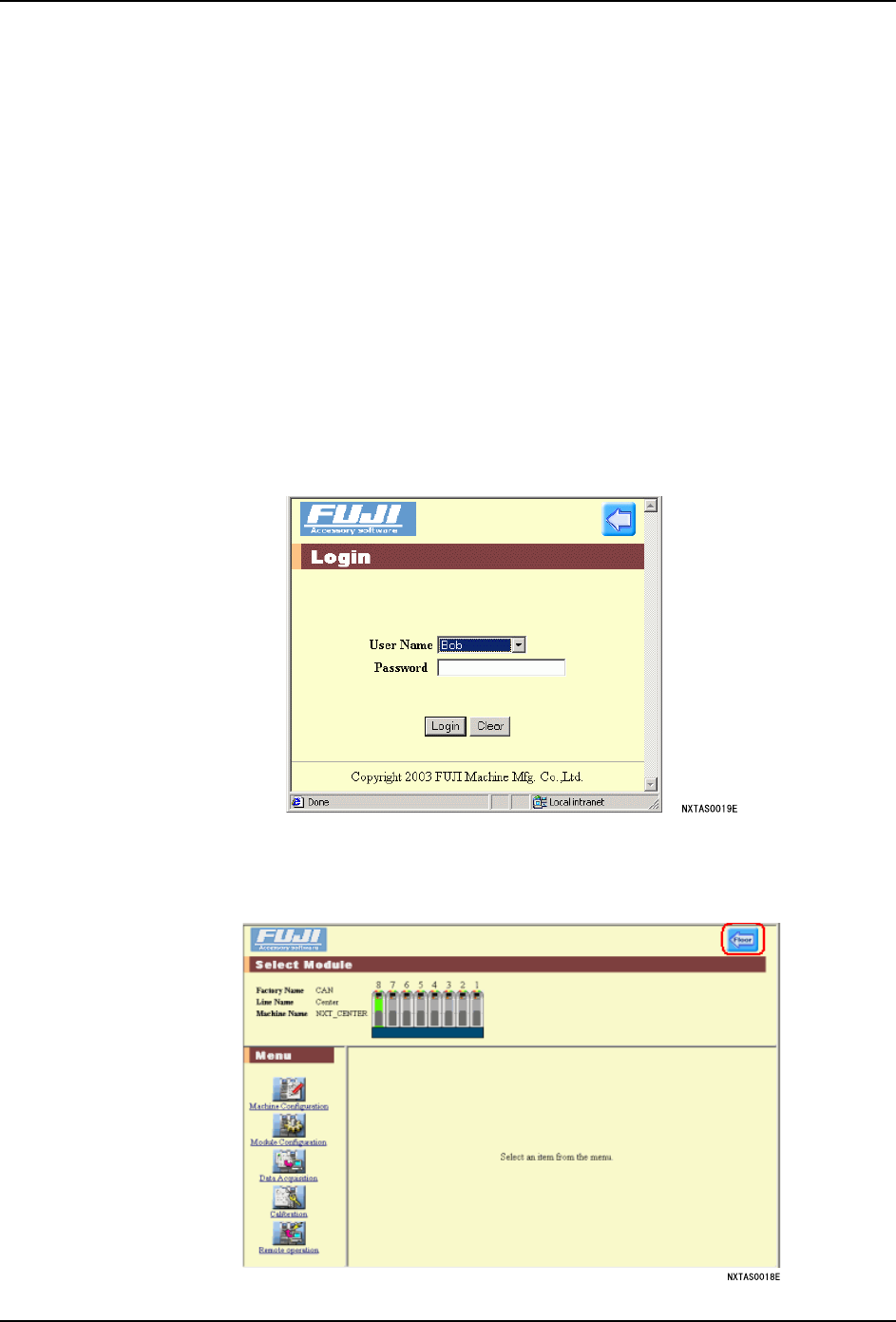
1. 从在线监视器画面中单击要使用机器设定软件的 NXT-2 的机器名或者模组号码后,显示
出机器设定软件的注册画面。
2. 直接输入或者从选择框中指定选择的用户名。
3. 输入用户的密码,单击 [Login]。注册后,所选择的机器 / 模组处于被选择的状态下。显
示出机器附件画面。在画面的左下方显示出可以执行的指令,在画面的右下方显示出有
关选择项目的详细内容。
QD142-14 7. 辅助软件
NXT II 系统手册 389
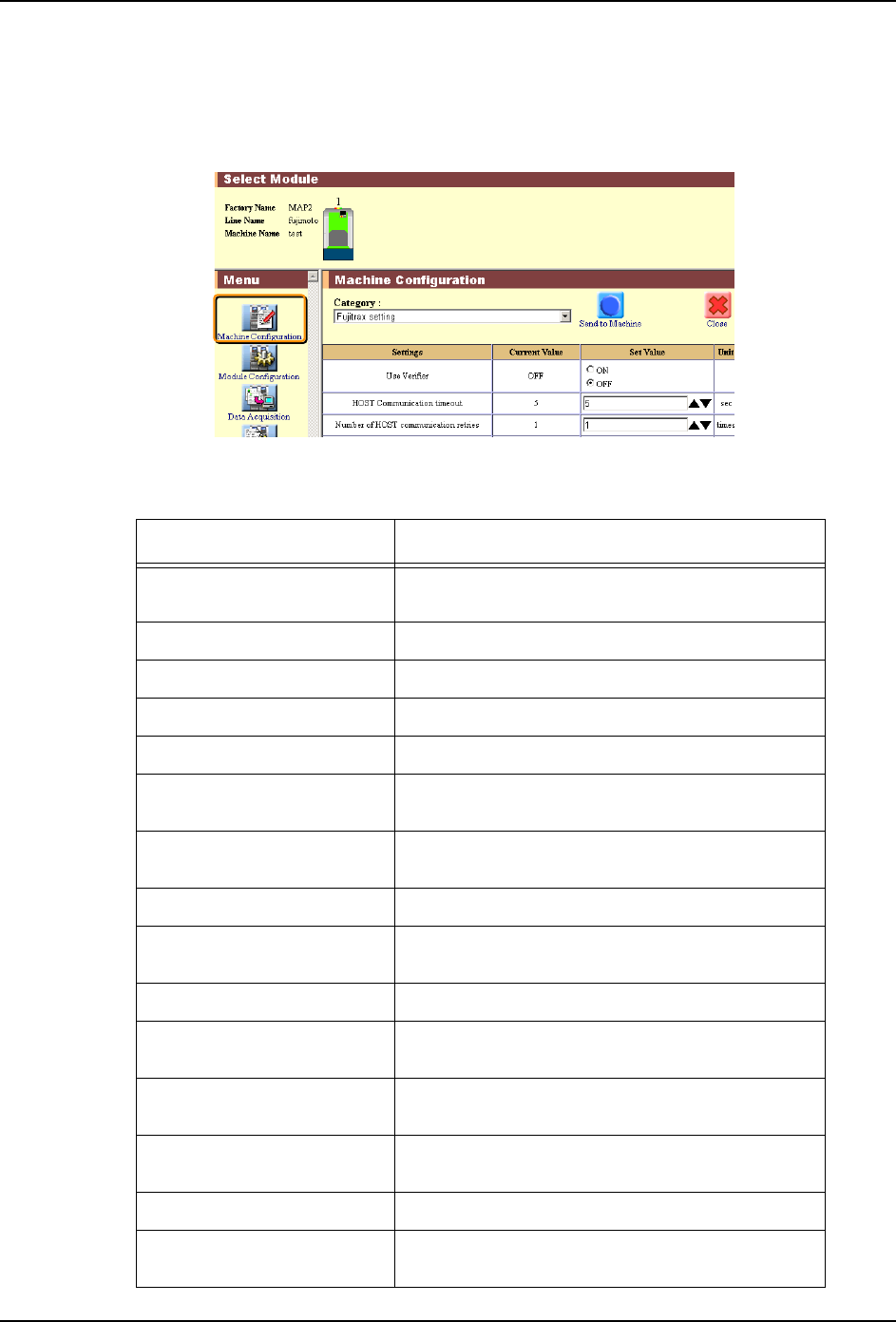
7.11 机器功能设定
在此所设定的内容被反映到生产线上的 NXT-2 机器中。
1. 从 [Menu] 中选择 [Machine Configuration],显示机器功能设定画面。
2. 从 [Category] 的选择框中选择要设定的变更项目的种类。选择种类后,在一览表中所显
示的内容自动地变更到与所选择的种类相一致。
分类 说明
Fujitrax 设定 设定 NXT-2c 是否使用 Fujitrax。使用 Fujitrax
时,需要进行基本设定。
料盘单元设定 进行料盘补充动作的设定。
电路板搬运设定 设定搬运轨道的最大宽度和使用通道。
电路板夹紧设定 设定夹紧时间及真空的 ON/OFF。
元件吸取补件设定 设定在停止机器之前进行补件的次数。
信号塔设定 进行机器的各状态的信号塔的亮灯 / 蜂鸣器音的
条件设定。
信号塔的定时设定 对机器的前后工序,设定显示消失或熄灯的时
间。
次料站转换条件设定 设定转换到次料站 (供料器或料盘)时的条件。
F 定位点读取设定 设定当 F 定位点读取出现影像处理错误时,变更
拍摄条件后探索使影像处理变成正常的条件。
有关自动换线功能设定 设定是否进行自动换线和设定换线的模式。
子电路板跳过功能设定 当不对拼板的电路板进行元件贴装时,设定要跳
过的电路板。
防止 XY 轴润滑油飞散的功
能设定
进行 XY 轴的滚珠丝杆上附着的润滑油飞散的防
止功能的 ON/OFF 设定。
换线向导设定 进行 H12 工作头和 H12S 工作头、H12HS 之间的换
线向导的设定。
运转准备识别功能设定 设定运转准备识别功能的 ON/OFF。
料带拼接方法的设定 对于带有料带拼接检测传感器的供料器,设定料
带拼接处的空送料功能的 ON/OFF。
01SYS-0596E