NXT2系统手册.pdf - 第445页
QD142-14 8. NXT-2 软件工具 NXT II 系统手册 425 〈基座、模组〉 1. 请 从 [Menu] 框内选择 [I/O monit or]-[Base] 或 [Mo dule],然后选择各 项目。 2. 请 选择 [Output signal] 3. 请从输出列别中选择要操作的项目。 4. 请 单击 [ON/OFF] 按钮。 8.9.6 设定料盘单元 -L、LT、LTC 的固有值 备注 )料盘单元 -LT 只能进行…
8. NXT-2 软件工具 QD142-14
424 NXT II 系统手册
8.9.5 确认各单元的动作
〈搬运轨道〉
1. 请从 [Menu] 框内选择 [Operation]-[Conveyor]-[Operation type],接着,选择动作项
目。
2. 在 [Selected lane] 对话框内选择要执行的通道。
3. 机器启动后如果还没有按下过 START 按钮时,请按下操作面板的 START 按钮。机器进行
电路板有无的确认。接着,按下 CYCLE STOP 按钮。
4. 请点击 [Start]。关于开始后的各动作,请参照 "8.9.10 指令列表 (搬运轨道)"。
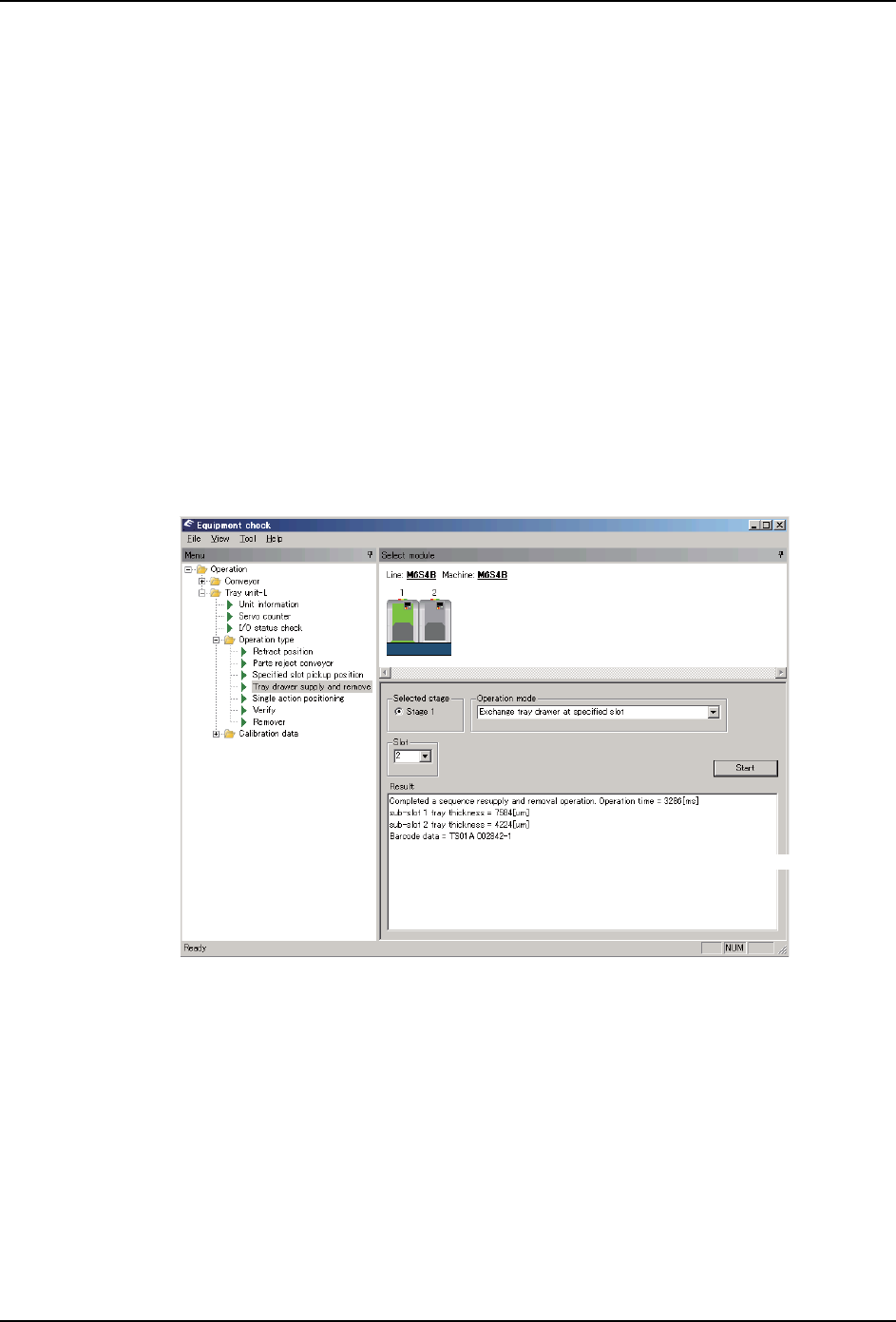
〈料盘单元 -L、LT、LTC〉
1. 请从 [Menu] 菜单中选择 [Adjustment mode start]。
备注 )如果机器已经处于调整模式,不需要该操作。
2. 请从 [Menu] 框内选择 [Operation]-[Tray unit-L( 或 LT、LTC)]-[Operation type],
接着,选择动作项目。
3. 请点击 [Start]。关于开始后的各动作,请参照以下资料。
·「8.9.7 指令列表 (料盘单元 -L)」
·「8.9.8 指令列表 (料盘单元 -LT, LTC)」
4. 在确认了动作后,请选择 [Menu] 菜单的 [Adjustment mode end],将机器变成通常模
式。
01SYS-0615E
QD142-14 8. NXT-2 软件工具
NXT II 系统手册 425
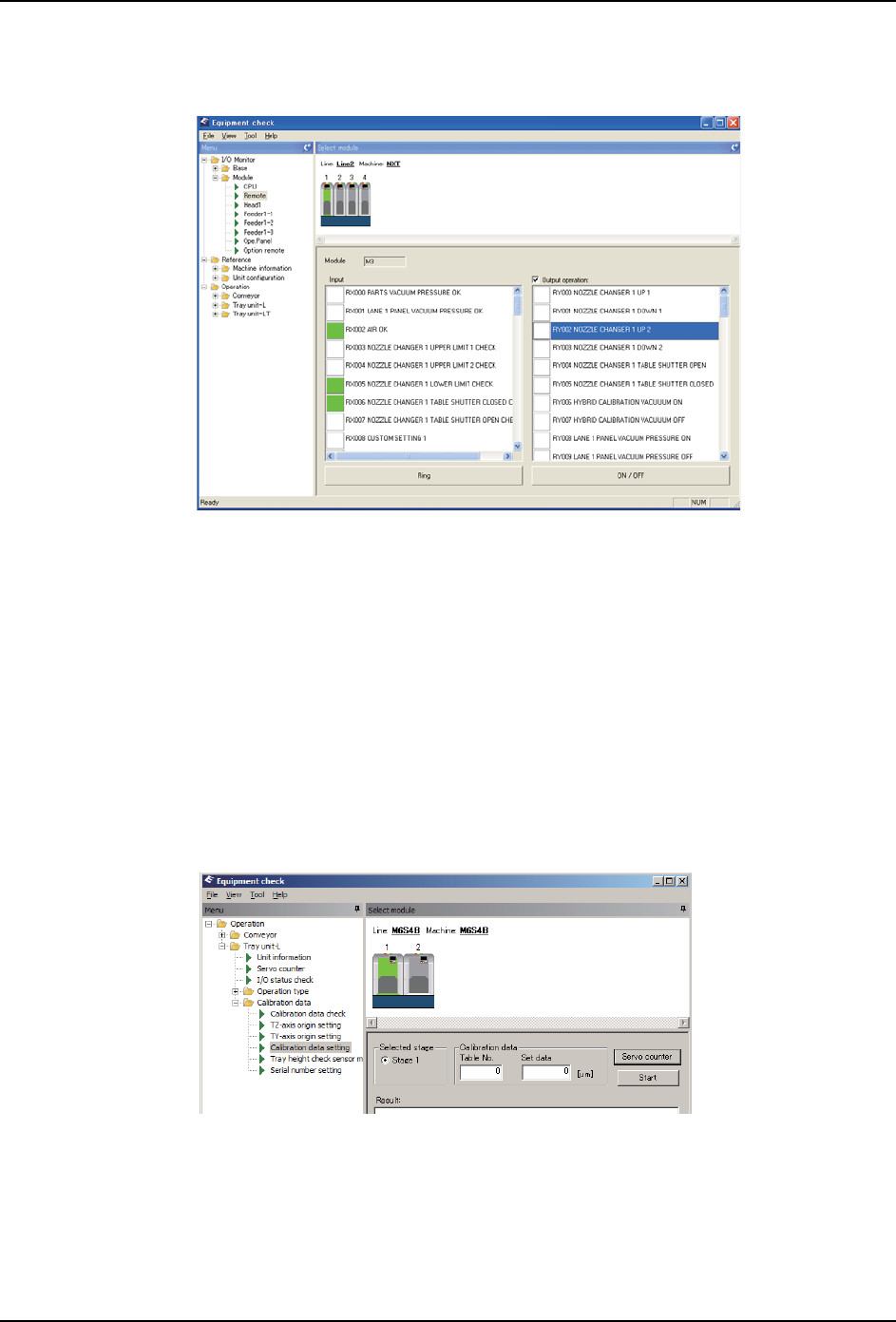
〈基座、模组〉
1. 请从 [Menu] 框内选择 [I/O monitor]-[Base] 或 [Module],然后选择各项目。
2. 请选择 [Output signal]
3. 请从输出列别中选择要操作的项目。
4. 请单击 [ON/OFF] 按钮。
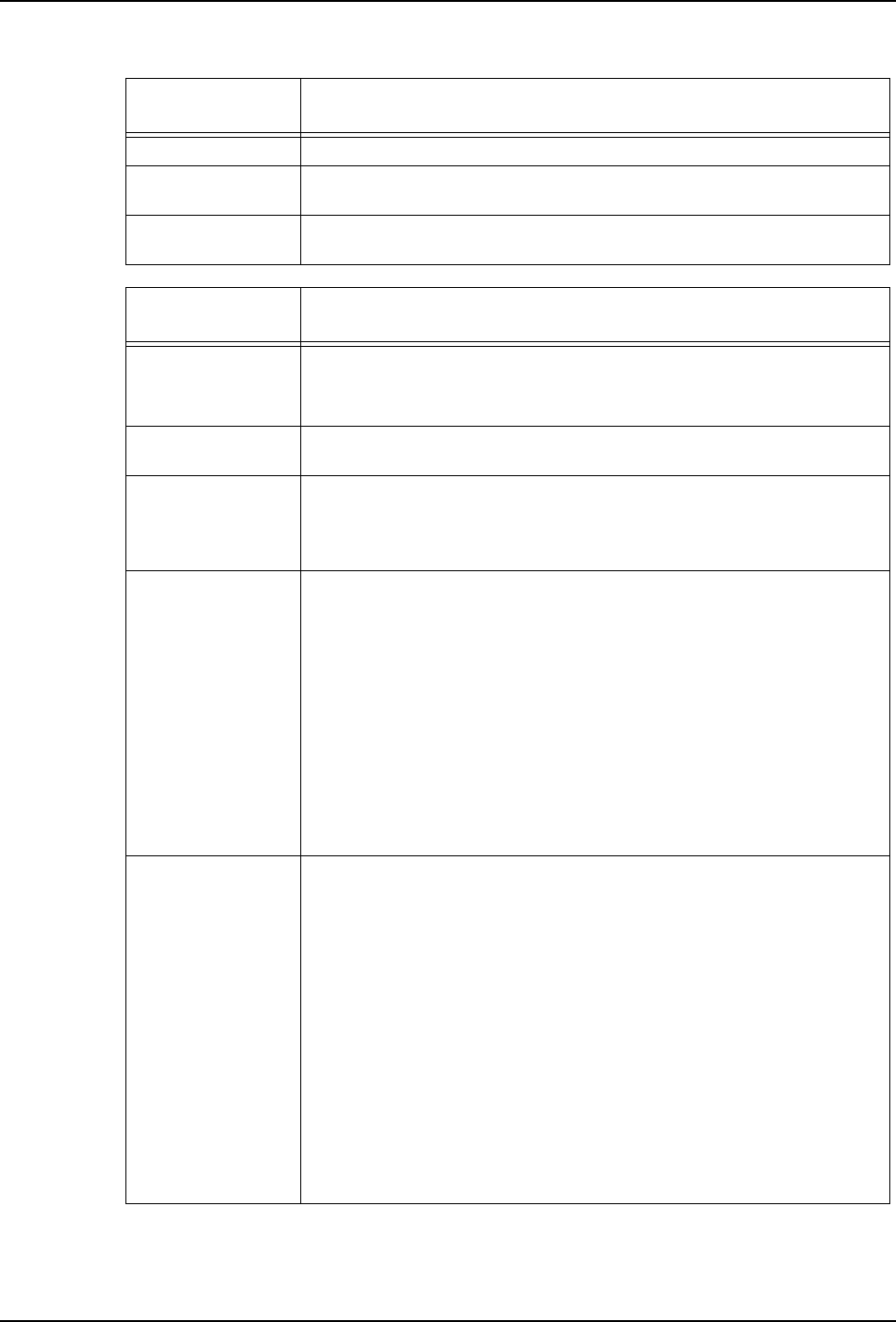
8.9.6 设定料盘单元 -L、LT、LTC 的固有值
备注 )料盘单元 -LT 只能进行固有值的确认。
1. 请从 [Menu] 菜单中选择 [Adjustment mode start]。
备注 )如果机器已经处于调整模式,不需要该操作。
2. 请从 [Menu] 框内选择 [Operation]-[Tray unit-L( 或 LT、LTC)]-[Calibration data],
接着,选择要设定的项目。
3. 请点击 [Start]。关于开始后的各动作,请参照以下资料。
·「8.9.7 指令列表 (料盘单元 -L)」
·「8.9.8 指令列表 (料盘单元 -LT, LTC)」
4. 设定后,请选择 [Menu] 菜单的 [Adjustment mode end],将机器变成通常模式。
01SYS-0616E
01SYS-0617E
8. NXT-2 软件工具 QD142-14
426 NXT II 系统手册
8.9.7 指令列表 (料盘单元 -L)
指令名
(信息取得)
说明
单元信息 能够确认 [ 序列 No.] 和 [ 固件版本 ]。
伺服计数器 能够确认现在的伺服计数器数值。
(不被实时更新)
I/O 状态确认 能够确认现在的 I/O 状态。
(不被实时更新)
指令名
(动作确认)
说明
退避位置 将 TY 轴上的托架收纳到料盘箱内,并能够确认将 TZ 轴移动到退避
位置的动作。
· 如果不存在使用料盘单元 -L 的 Job 时,不动作。
元件废弃搬运轨
道
能够确认元件废弃搬运轨道的动作。指定移动距离后进行。范围是 1
~ 200 mm。
指定料槽的吸取
位置
进行将指定的料槽的托架拉到吸取位置的动作。
· 仅限于 Job 中使用的料槽进行动作。
· 如果料槽 21 上有托架,料槽 21 也会动作。
托架补充排出 能够确认以下的托架动作。
1. 切换指定料槽的托架。
2. 将指定料槽的托架返回到供应部。
3. 测定供应托架的高度。
4. 将料槽 0 的托架移动到排出部。
· 仅限于 Job 中使用的料槽进行动作。
· 如果安装了附加位置检查的料盘验证用的 ID 读取器,请使用粘
贴了位置检查用条形码的托架。如果不使用,请在拔下了 ID 读取器
的插头的状态下进行确认。
定位单动 能够确认以下的 TZ 轴、TY 轴动作。
1. 在现在的料槽位置上使往复臂前进。
2. 将料盘箱移动到指定的料槽位置。
3. 在指定的料槽位置上使往复臂前进。
4. 收纳往复臂。
5. 在料盘排出时,TY 轴移动到退避位置。
6. 使往复臂连续前后动作。
7. 使料盘箱连续上下动作。
·[ 在指定的料槽位置上使往复臂前进 ] 仅限于 Job 中使用的料槽
进行动作。