NXT2系统手册.pdf - 第232页
4. 生产 QD142-14 212 NXT II 系统手册 三搬运轨道生产设定步骤 1. 进 行 Job 的编辑。 请设定 Mac hine Configuratio n 内的项 目 [Conve yor Mode]。 详细内容 请参照 NXT II /NXT IIc 编程手册。 2. 在 辅助软件的 [Machine Conf iguration] 和 [Module Configuration] 画面上, 请进 行三 搬运轨道的设…
QD142-14 4. 生产
NXT II 系统手册 211
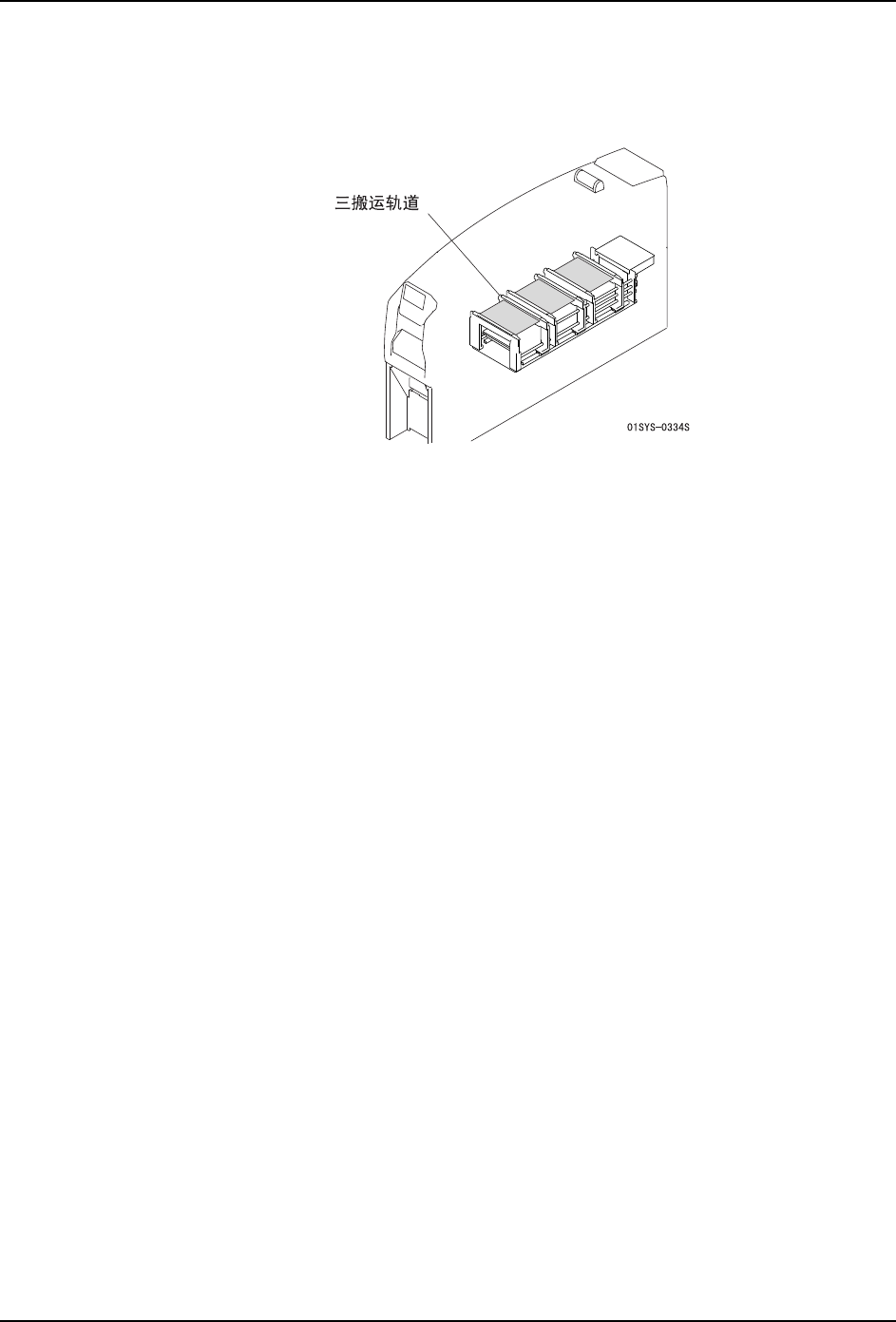
4.12.25 对应三搬运轨道
三搬运轨道是一种拥有 3 个通道的电路板搬运轨道。除了在模组内能够生产 3 块电路板,也
对应双通道生产和单通道生产。
备注 )三搬运轨道对应了 NXT V5.12、FujiFlexa 4.4.0 或更高版本。
生产条件
生产线构成
a. M3-2 三搬运轨道模组
b. 2M-2 基座、4M-2 基座
未对应功能
a. 三搬运轨道模组没有对应双模组生产。
b. 没有对应 GL 工作头。
c. 没有对应以下的功能。
·电路板夹紧力矩 - 软件设定
·自动支撑销配置功能
·自动换线功能
·根据电路板 ID 的子电路板跳过功能
d. 没有对应 Fujitrax Profiler。
4. 生产 QD142-14
212 NXT II 系统手册
三搬运轨道生产设定步骤
1. 进行 Job 的编辑。请设定 Machine Configuration 内的项目 [Conveyor Mode]。详细内容
请参照 NXT II/NXT IIc 编程手册。
2. 在辅助软件的 [Machine Configuration] 和 [Module Configuration] 画面上,请进行三
搬运轨道的设定。
a. [Machine Configuration] 画面
·[Loader settings]-[Conveyor margin setting for lane 2 and lane 3]
·[Panel Clamp Settings]-[Panel Clamp Timer (Lane3)]
b. [Module Configuration] 画面
·[Panel Stop Offset]-[Lane 3]
·[Premounted parts height setting]-[Lane 3]
备注 )通过辅助软件的三搬运轨道的设定方法与进行双搬运轨道的通道 2 的设定方法相同。
但是,电路板搬运设定的如下项目变为无效。
·[
Maximum panel width for lane 1
] ·[
Maximum panel width for lane 2
]·[
Lane Pitch
Setting
]
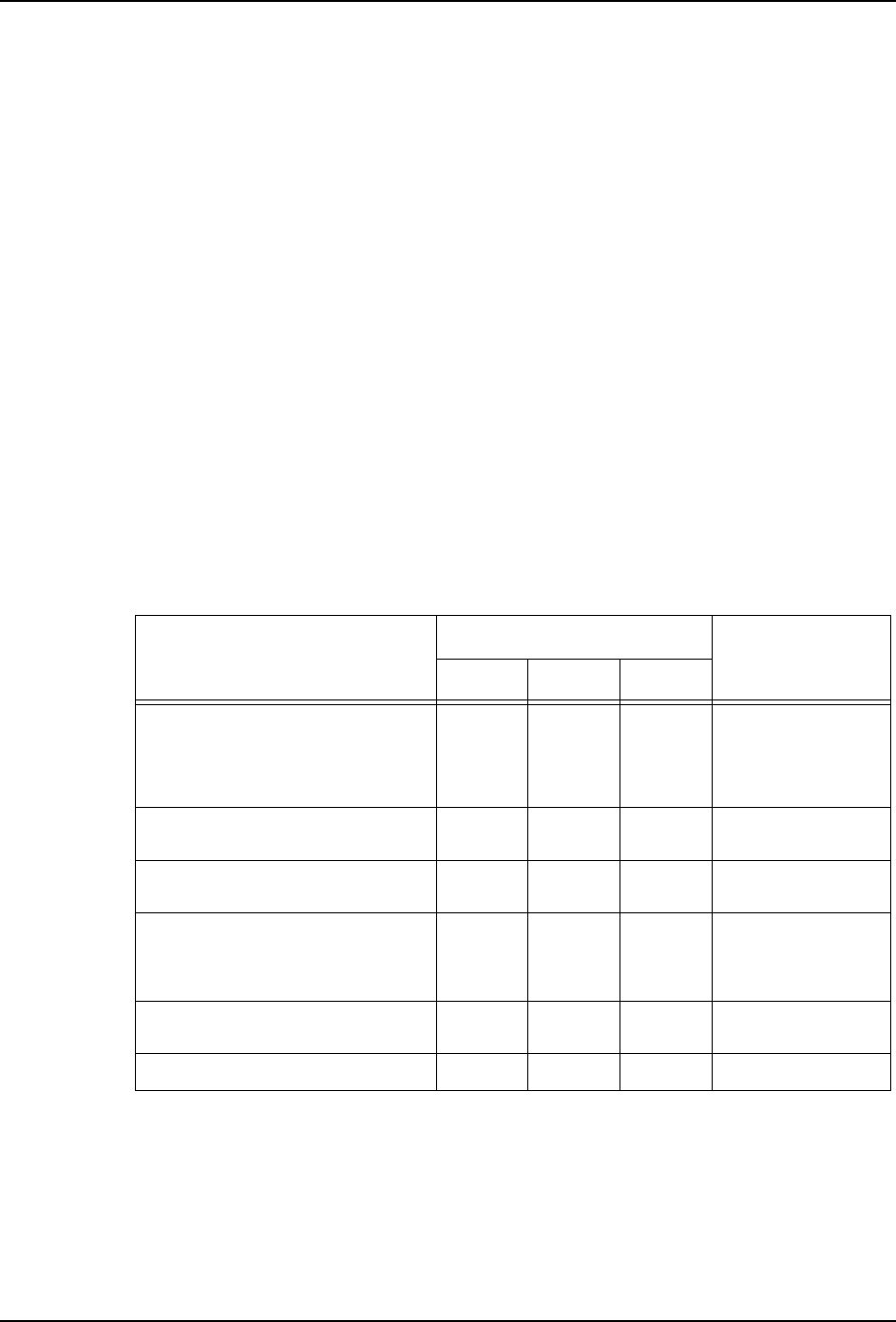
使用三搬运轨道能够进行的生产模式
根据生产形态切换生产模式,能够提高生产效率。
备注 )如果没有按照这里所例举的生产模式开始生产,机器进行异常停止。
生产形态
生产 Job
生产模式
通道 1 通道 2 通道 3
贴装到电路板的正面和反面的元件点
数相差很大时:
元件点数多的一面放在通道 1、2 中
生产,点数少的一面放在通道 3 中生
产。
Job A Job A Job B
三通道生产
(不同的 Job)
在所有的通道中生产相同的电路板。 Job A Job A Job A
三通道生产
(相同的 Job)
在所有的通道中生产 3 种类型的电路
板。
Job A Job B Job C
三通道生产
(不同宽度的通道)
贴装到电路板的正面和反面的元件点
数相差不大时:
正面在通道 1 中生产,反面在通道 2
中生产。
Job A Job B - 双通道生产
在通道 1 和通道 2 中生产相同的电路
板。
Job A Job A - 双通道生产
只是在通道 1 中生产电路板。 Job A - - 单通道生产

QD142-14 4. 生产
NXT II 系统手册 213
生产中,某一通道中使用的元件出现无库存时
当无法向某一通道补充元件时,就不能够继续生产。其他通道也会停止生产。
这时,请按照以下的方法重新开始生产。
· 取出无元件库存的通道上的电路板。
1. 请执行手动指令模式的 [ 电路板除去指令 ],取出无元件库存的通道上的电路板。从生产
线上取出将被搬运到该通道的全部电路板。
2. 请重新开始生产。机器只在能够生产的通道中继续生产。
· 进行料站跳过
1. 请启动 MEdit,设定料站跳过功能。指定跳过无库存的元件。
2. 请重新开始生产。在不贴装无库存的元件的情况下继续生产。
3. 补充了库存后,手工贴装所跳过的元件。