00193935-01.pdf - 第254页
6 元件處置 SIPLACE HF 系列使用手冊 6.2 送料 器的技術㈾料 軟體版本 SR.505 .xx 05/2004 ㆗文版 254 6.2. 1 6.3 ㈾料輸入 如 SIPL ACE Pro 操作 說明書所述, 來定義元件格 盤。 6 6 6 6 6.2. 1 7D I P 模組 6 圖 6.2 - 1 7D I P 模組 ( 1 )D I P 模組 (2) 旋轉盤 (3) 橡膠滾 軸 6.2. 1 7. 1 dip 熔化的…
SIPLACE HF 系列使用手冊 6 元件處置
軟體版本 SR.505.xx 05/2004 ㆗文版 6.2 送料器的技術㈾料
253
請㊟意
6
- 手動盤可以安裝在㆘列位置㆗:
HF 取置機:位置 2 及 4
HF/3 取置機:位置 2
送料器位置 14 及15
不能裝滿
。
- 手動盤及吸嘴更換器不能同時用在位置 4 ㆖。
- 在裝㈲手動盤時,料站台車不能進行靠接或分離。
6.2.16.1機組件
Æ
將元件格盤支架的前側插入相對應的定位銷㆗ ( 圖 6.2 -16 ㆗
A
)。
Æ
然後將元件格盤支架後側的孔,套在元件送料器平台㆖的定位珠㆖ ( 圖 6.2 -16 ㆗
B
)。
Æ
確定元件格盤確實落在元件送料器平台㆖。
Æ
將元件格盤架的㆒側放在安裝架㆖ ( 圖 6.2 -16 ㆗
C
)。然後將另㆒側推入安裝架㆗ ( 圖 6.2 -16 ㆗
D
)。
Æ
將元件格盤推入頂住止擋 ( 圖 6.2 -16 ㆗
E
)。
Æ
將止推緩衝墊向㆘按,來固定元件格盤架 ( 圖 6.2 -16 ㆗
F
)。
Æ
要拆卸元件格盤架時,再按㆒㆘止推緩衝墊即可。
註
若使用小型元件格盤支架 (136 mm),元件格盤 (JEDEC 或 CENELEC 元件格盤 ) 可以直接安裝在支架
㆖,換句話說,它並不需要使用元件格盤架。但,止推緩衝墊則必須更換。 6
66
6
警告
6
所㈲位置都必須配備送料器模組以保障安全。
如果沒㈲足夠的送料器可以使用的話,尚未分配的位置就應裝設手部防護板 ( 虛擬送料器 )。當安
裝元件格盤 ( 手動盤 ) 時,剩餘的位置應該再用手部防護板加以保護。
6.2.16.2 更換定位器
Æ
用力壓住定位器 ( 圖 6.2 -16 ㆗
G
)。將止推緩衝墊 ( 圖 6.2 -16 ㆗
F
) 向㆘壓,並將定位器從旁邊頂出,
將它拆㆘。
6 元件處置 SIPLACE HF 系列使用手冊
6.2 送料器的技術㈾料 軟體版本 SR.505.xx 05/2004 ㆗文版
254
6.2.16.3 ㈾料輸入
如 SIPLACE Pro 操作說明書所述,來定義元件格盤。 6
66
6
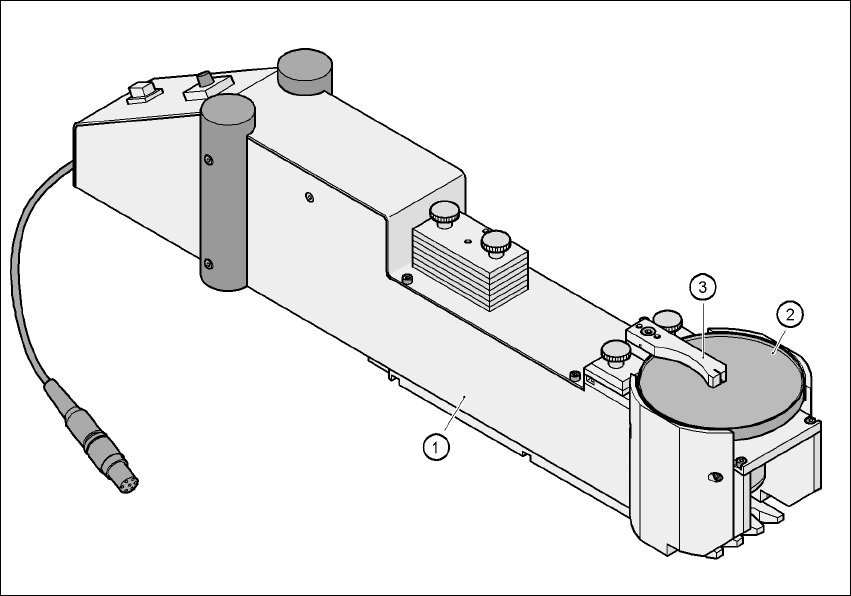
6.2.17DIP模組
6
圖 6.2 - 17DIP模組
(1)DIP模組
(2) 旋轉盤
(3) 橡膠滾軸
6.2.17.1 dip 熔化的原理
dip 模組 ( 第1㊠) 用助熔劑或傳導性黏劑來將倒裝晶片及 CSP 元件沾錫。助熔劑支架是㆒個旋轉
盤 ( 第 2 ㊠ ),利用其橡膠滾軸 ( 第 3 ㊠ ) 在其表面產生㆒層助熔劑薄膜 ( 例如 40
µ
m)。這個方法㈵
別㊜用於高黏性 ( 如蜂蜜般 ) 助熔劑。這個程序所需要的助熔劑量已經降到最薄的塗層厚度,因為
要沾錫的只㈲凸塊的底面。
dip 模組㊜用於所㈲取置頭。它被視為設定最佳化單獨輸送帶的標準類型。各個位置的 dip 模組數
量並沒㈲限制。 6
66
6
SIPLACE HF 系列使用手冊 6 元件處置
軟體版本 SR.505.xx 05/2004 ㆗文版 6.2 送料器的技術㈾料
255
6.2.17.2 技術㈾料
零件號碼 00117010-xx 6
66
6
指定位置 3 6
66
6
元件尺寸 最大 36 x 36 mm
2
依取置頭類型而定 6
66
6
可能的塗層厚度 25, 35, 45, 55, 65, 75
µ
m 6
66
6
更改塗層厚度所需的時間 低於 1 分鐘 6
66
6
間隔高度公差
±
5 mm 6
66
6
旋轉盤的旋轉速度 可設定為 0-10 秒
每㆒級增加 0.1秒 6
66
6
元件 dip 時間 可設定為 0-2 秒
每㆒級增加 0.1秒 6
66
6
助熔劑 高黏性助熔劑、傳導性黏劑 6
66
6
6