00195732-01_UM_X-Serie_SR605_FI.pdf - 第459页
Käyttöohje SIPLACE X-sarja 6 Asemalaajennukset Alkaen ohjelmistoversiosta SR.605.xx 6.19 3D-koplanariteetti-lasermoduuli Painos 07/2008 FI 459 – Kuhunkin automaattiin voidaan asent aa vain yk si koplanariteetti-lasermodu…
6 Asemalaajennukset Käyttöohje SIPLACE X-sarja
6.19 3D-koplanariteetti-lasermoduuli Alkaen ohjelmistoversiosta SR.605.xx
Painos 07/2008 FI
458
6.19.3 Tekniset tiedot
6
6.19.4 Rajoitukset
– Pin- tai ball-tunnistus voi huonontua, jos niiden pinta on hapettunut tai kiiltävä.
– Seuraavia komponentteja ei voi mitata: PLCC, SOJ, pistorasiat, Chip, Bare Die, Moulded,
Melf, ECV, DPack, CCGA, suojuspellit, komponentit, joiden liitännät vain alapuolella
6.19.5 Asennusohjeet
Huomioi seuraavat kohdat, kun asennat 3D-koplanariteetti-lasermoduulia:
– 3D-koplanariteetti-lasermoduulin voi asentaa vain SIPLACE-automaatteihin, joissa on akse-
lipistoyksikkö A364 ja Box-PC. Automaattien jälkivarustelu A363-akselipistoyksiköllä ei ole
mahdollista.
Komponentit QFP, SO, BGA, Gullwing, pistoke
Tarkkuus
a
± 15 μm (3), ± 20 μm (4)
Suurin komponenttikoko 50 x 50 mm²
Suurin komponenttikorkeus 17 mm
Kotelomuodot BGA
min. Ball-halkaisija
min. ball-etäisyys
min. ball-lukumäärä
400 m
800 m
6
Kotelomuodot Gullwing
min. jalkaleveys
b
min. jalkaetäisyys
min. jalkojen lukumäärä
300 m
500 m
5
Maksimi pistokekoko 120 x 20 mm²
Pistoke (Gullwing)
min. jalkaleveys
b
min. jalkaetäisyys
min. jalkojen lukumäärä
300 m
500 m
5
Ladontapäätyyppi TwinHead
Lasersuojaluokka
3D-Koplanariteettianturi
ladonta-automaatti
3B
2
a) Per ball/pin
b) Pin-paksuuksien ollessa pienempiä, ota yhteys paikalliseen tuote-edustajaasi
Käyttöohje SIPLACE X-sarja 6 Asemalaajennukset
Alkaen ohjelmistoversiosta SR.605.xx 6.19 3D-koplanariteetti-lasermoduuli
Painos 07/2008 FI
459
– Kuhunkin automaattiin voidaan asentaa vain yksi koplanariteetti-lasermoduuli. 3D-koplanari-
teetti-lasermoduulia voi käyttää myös yhdessä siihenastisen moduulin kanssa (katso kohtaa
6.18
, sivu 451).
– 3D-koplanariteetti-lasermoduuli voidaan asentaa vain asetuspaikkaan 3.
– 3D-koplanariteetti-lasermoduulia voi käyttää vain TwinHead:in kanssa.
– Automaattia ei voi varustaa 3D-koplanariteetti-lasermoduulilla, jos tälle ladonta-alueelle on
asennettuna Collect&Place-pää.
6.19.6 Analyysilaskin
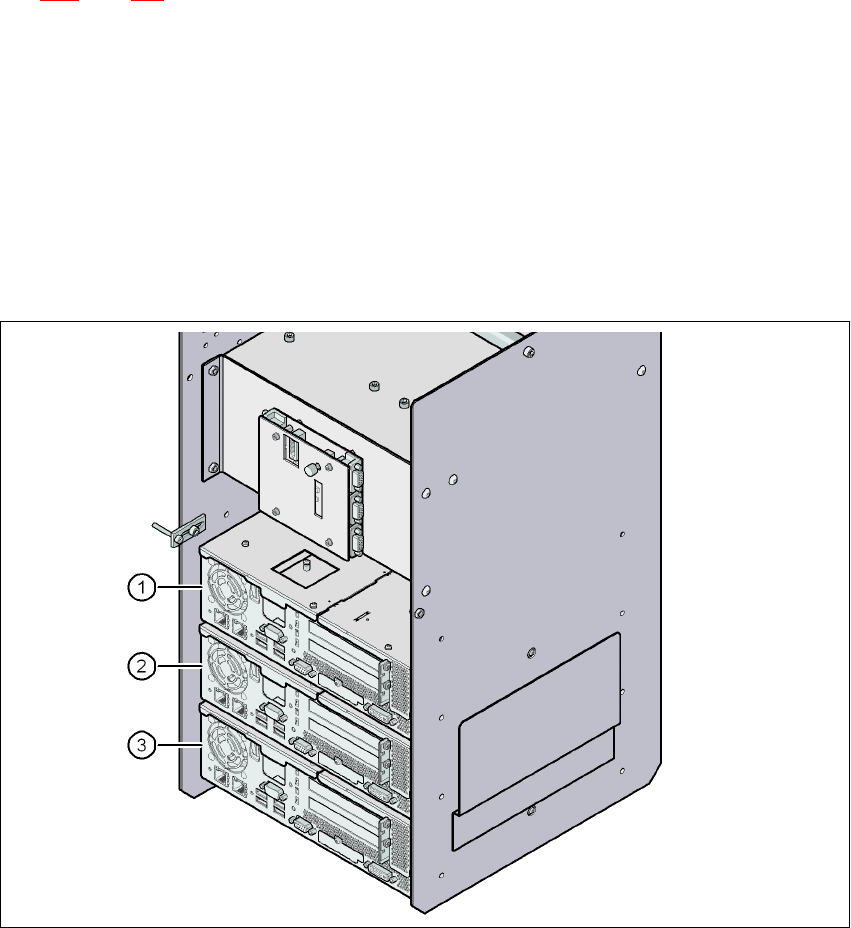
Box-PC toimii analyysilaskimena. Se on asennetu yhdessä ohjaustietokoneen ja koneenohjaimen
kanssa automaatin sisääntulopuolelle.
6
Kuva 6.19 - 2 3D-koplanariteetti-lasermoduulin Box-PC
(1) Ohjaustietokone
(2) Koneenohjain
(3) 3D-koplanariteetti-lasermoduulin analyysilaskin
6 Asemalaajennukset Käyttöohje SIPLACE X-sarja
6.20 SIPLACE Productivity Lift Alkaen ohjelmistoversiosta SR.605.xx
Painos 07/2008 FI
460
6.20 SIPLACE Productivity Lift
Artikkeli-nro. 00119314-xx Productivity Lift Lattiakuljetin, kaksoiskuljetin
Artikkeli-nro. 00116325-xx Productivity Lift HV-Shuttle kaksoiskuljetuksella hätäkäyntihihna
Artikkeli-nro. 00116310-xx Productivity Lift HV-Shuttle kaksoiskuljetuksella hätäkäyntihihna
Artikkeli-nro. 00119316-xx Productivity Lift Lattiakuljetin, yksittäiskuljetin
Artikkeli-nro. 00116326-xx Productivity Lift V-Shuttle yksittäiskuljettimella hätäkäyntihihna
Artikkeli-nro. 00116316-xx Productivity Lift Lisävarustepaketti 1 (1 x per linja avointa kuljetushih-
naa ilman turvapeitettä käytettäessä ennen SIPLACE Productivity
Lift:iä tai sen jälkeen.
Artikkeli-nro. 00116317-xx Productivity Lift Lisävarustepaketti 2 (1 x per linja turvapeitteellä va-
rustettua kuljetushihnaa käytettäessä ennen SIPLACE Productivity
Lift:iä tai sen jälkeen.
Artikkeli-nro. 00119635-xx Productivity Lift Lisävarustepaketti HF-, X-sarja(ladonta-automaatin
liittämiseksi SIPLACE Productivity Lift:in turvapiiriin)
6.20.1 Rinnakkaisladonnan konsepti
Yleensä ladontalinjat on järjestetty sarjaan ja ketjutettu sarjaan toisiinsa nähden. Ladontaoh-
jelma työstetään peräkkäisesti sillä aikaa kun piirilevyt kuljetetaan koneesta seuraavaan. Tämä
merkitsee, että piirilevyn ladonta on jaettu eri automaateille.
Rinnakkaisketjutuksessa yksittäisten automaattien ladontasisällöt liitetään toisiinsa. Useampia
automaatteja työstää samaa ladontaohjelmaa. Ne latovat kaikki komponentit koneella, joka on
jaettu sarjatyöstössä useammalle automaatille. Jos yhden automaatin kapasiteetti on täyskuormi-
tuksessa, piirilevyt kuljetetaan seuraavalle automaatille samalla ladontaohjelmalla ja ladotaan
siellä. Tämä koneiden yhdistelmä samalla ladontasisällöllä merkitään ryhmäksi tai klusteriksi.
6.20.2 Rinnakkaisladonnan toteutus
Koska linjat rinnakkain järjestetyillä automaateilla vaativat hyvin paljon enemmän asetuspaikkoja,
toteutettiin rinnakkaisladonnan konsepti alle asennetulla kuljetuksella ja vaaka-/pystyhissillä (HV-
Shuttle). Tällöin automaatit ovat yhä edelleen järjestetty sarjaan, kuitenkin hissiyksiköillä ja alle
asennetuilla kuljetuksilla mahdollistetaan linjan rinnakkaiskäyttö. Tällä tavalla saadaan pidettyä
SIPLACE-linjojen kompaktisuus.