AIM機械手冊.pdf - 第49页
QD053-07 4. 传感器布置图 AIM 机械手册 33 4. 传感器布置图 本章介绍用于 AIM 上的各种传感器的位置和 I/O 地址。 4.1 关于 I/O 监视屏软件 「I/O Monito r」是监视 I/O( 输入 输出信号 ) 的专用软件。 启动 「I/O Monito r」后显示出 I/O 画面。 备注 )有关 「I/O Monitor」的详细说明,请参考 「AIM 系统手册」 。 在以下的图和表中,显示出传感 器 (…

3. 各部分的功能说明 QD053-07
32 AIM 机械手册
3.4 元件供应装置
3.4.1 料站托架
料站托架上载有 FUJI 智能供料器。将搭载着供料器的料站托架安装在模组的前后进行元件
的供应。在托架上可搭载 45 个供料器 ( 以 8mm 供料器换算 )。也装备有料斗型的料带托架
(选项)。
3.4.2 料盘单元 -L
料盘单元 -L 是料盘元件的供应装置,可与料盘托架替换使用。
3.4.3 料盘单元 -M
料盘单元 -M 是料盘元件的供应装置,可搭载在料盘托架上进行使用。1 台托架上可以搭载 2
台料盘单元 -M。第 1 台布置在料槽 No.35 上,第 2 台布置在料槽 No.10 上。
3.5 影像处理
3.5.1 元件相机
元件相机用来识别被吸嘴吸取的元件形状和大小。通过设置在相机上的光源单元处前光的
照射进行影像处理。另外,侧光灯方式的元件相机对应 H01 工作头以及 OF 工作头。
3.5.2 定位点相机
定位点相机设置在 XY 机械手上,用于识别定位的定位点。
3.6 电路板搬运
搬运轨道从前道工序处取入电路板,再将完成的电路板运送到后道工序的机器中。该搬运轨
道配备有电路板夹板。搬运轨道的宽度可根据生产的电路板进行自动调整。
3.7 控制系统
3.7.1 操作面板
在操作面板上设有进行机器操作的按钮。另外也用于显示机器发出的指示、机器的状态和影
像处理画面。
3.7.2 CPU 箱
在机器内有1台基座的CPU箱和2台基座的CPU箱2种。放置有控制电路板。
3.7.3 伺服箱
在各模组的上部,放置控制模组内伺服轴的伺服放大器、控制电路板等。
QD053-07 4. 传感器布置图
AIM 机械手册 33
4. 传感器布置图
本章介绍用于 AIM 上的各种传感器的位置和 I/O 地址。
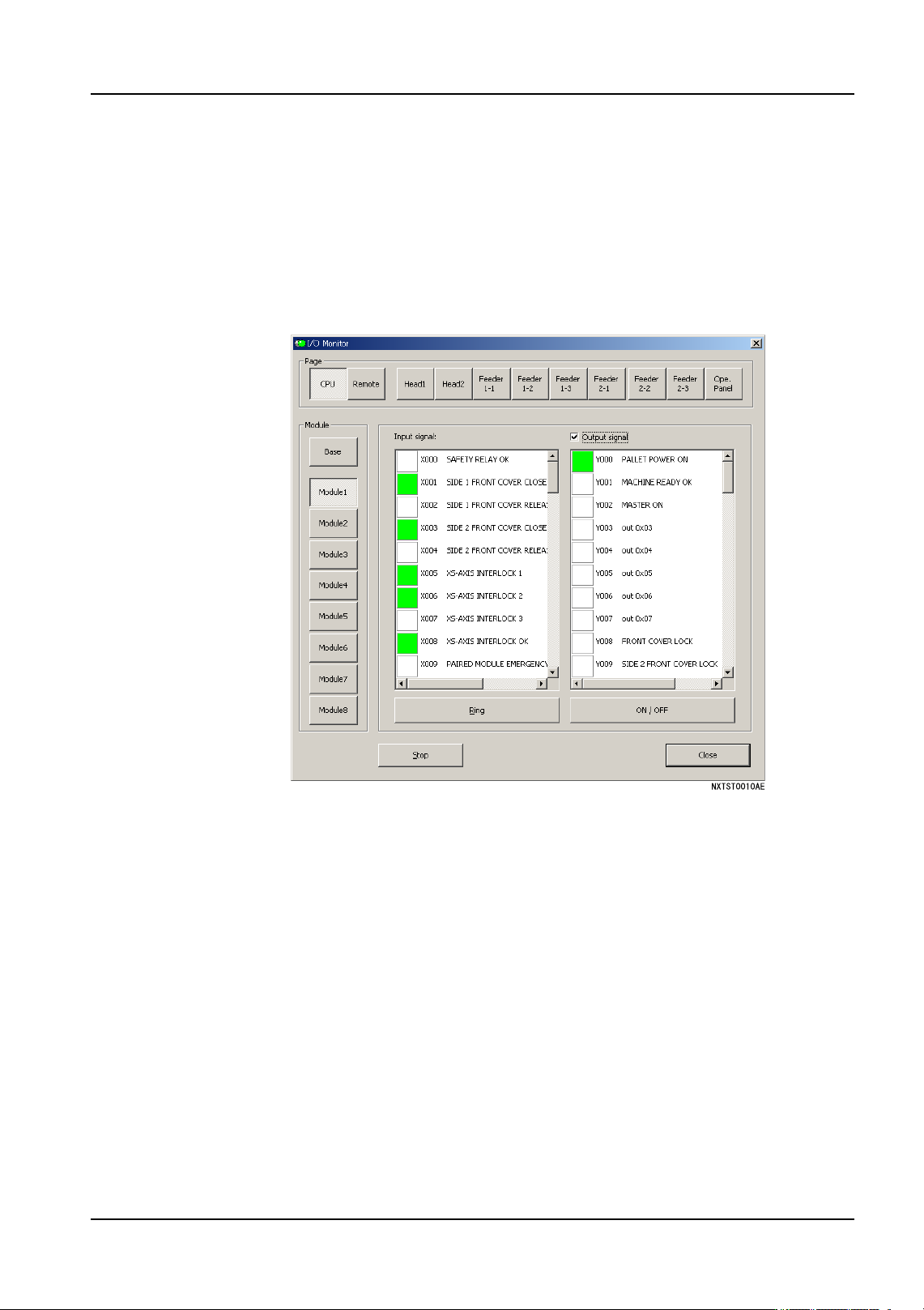
4.1 关于 I/O 监视屏软件
「I/O Monitor」是监视 I/O( 输入输出信号 ) 的专用软件。启动 「I/O Monitor」后显示出
I/O 画面。
备注 )有关 「I/O Monitor」的详细说明,请参考 「AIM 系统手册」。
在以下的图和表中,显示出传感器 (图中编号)和地址的关系。
4. 传感器布置图 QD053-07
34 AIM 机械手册
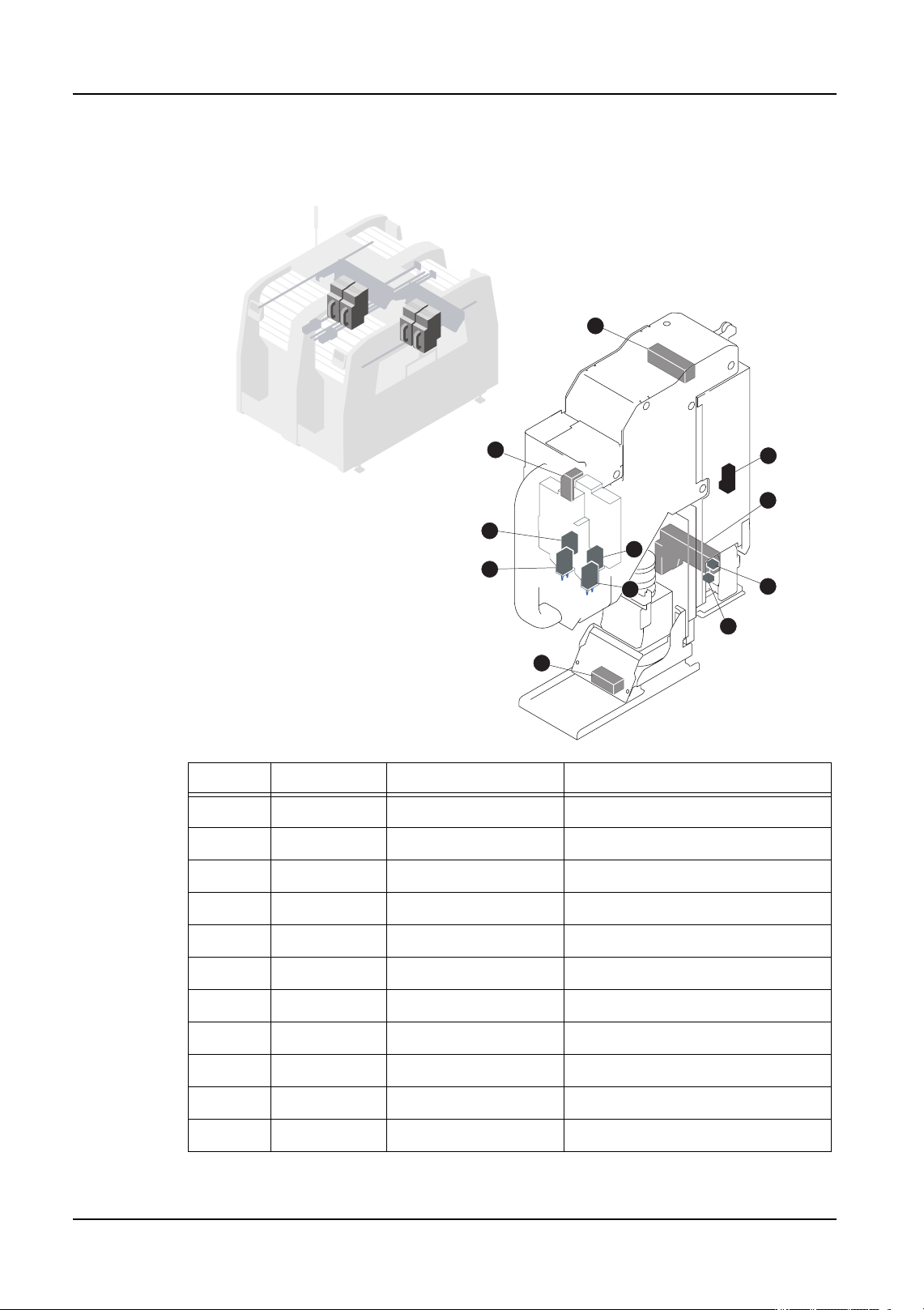
4.2 贴装工作头传感器
4.2.1 H01 吸嘴工作头
*: 装载自动支撑销功能 (选项)的时候
1
8
4
9
7
11
10
AIMSEN001c
5
6
3
2
*
*
*
*
No. 地址 信号名 传感器名
1 X100 加压确认传感器 Pressure check
2* X103 确认销松开 Pin unclamp check senser
3* X104 确认销夹紧上升端 Pin clamper upper limit sensor
4 X110 确认吸取吸嘴 Nozzle pickup check
5 X111 确认真空破坏 Vacuum break check senser
6* Y112 确认销夹紧下降端 Pin clamper lower limit sensor
7Y100 吸取元件ON -
8Y101 真空破坏 -
9Y102 吸取吸嘴ON -
10 Y103 吸嘴清洁 -
11* Y108 夹紧下降指示 -