MAN00000772_SI-G200BB_SVCPDFA.pdf - 第189页
HLGB-10206-01 F A xis Setup Click in an order of M/C SETUP menu M/C MAINTENANCE tab Calibration button. “ Press the [ST ART] butto n on the operation panel. For proce d ures when selecting hea d for whi ch calibratio…
HLGB-10206-01
F Axis Setup
Perform this working on respective F axis on the front side and rear side.
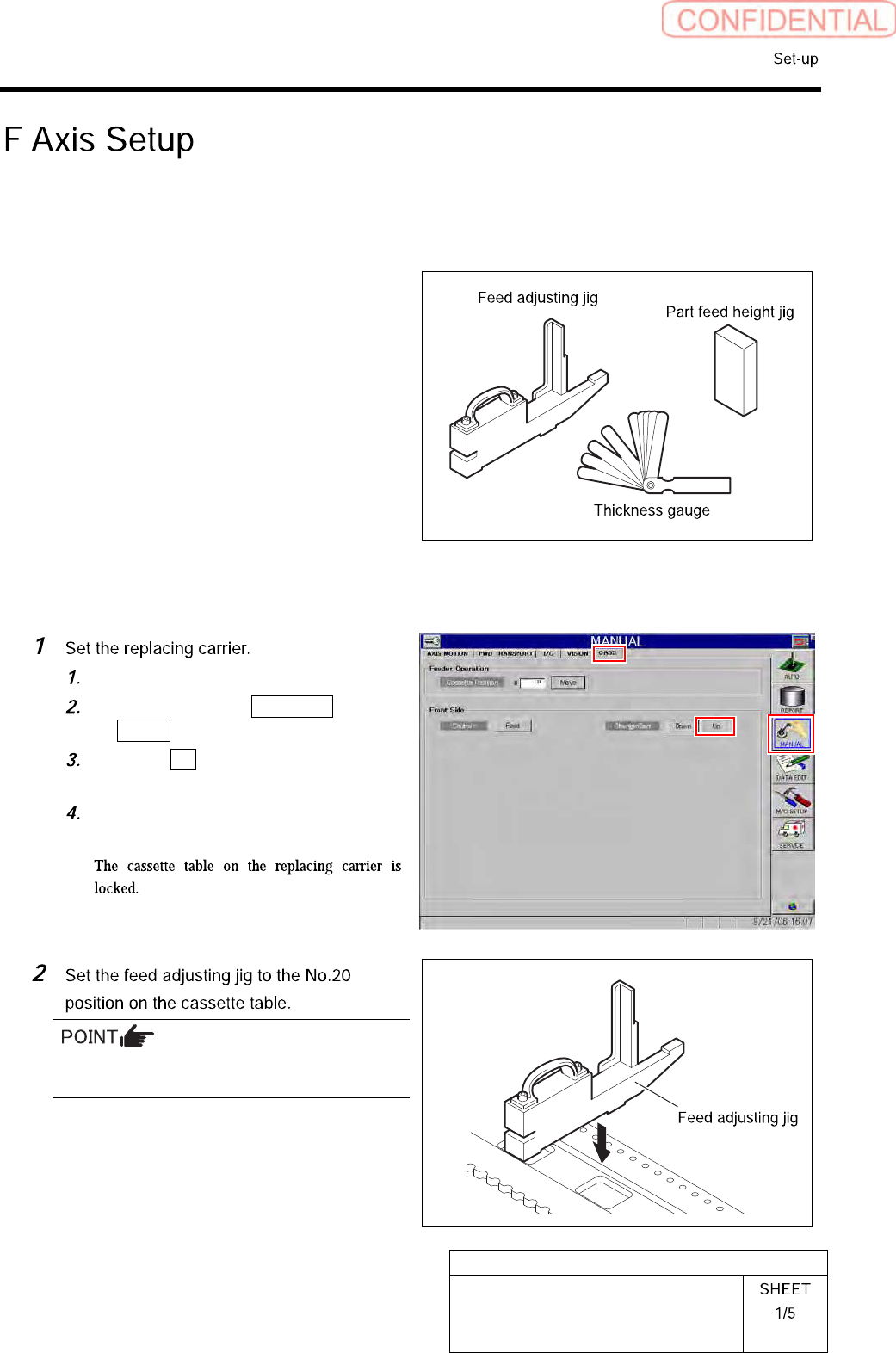
[Necessary jigs]
• Feed adjusting jig
• Part feed height jig
• Thickness gauge
[Procedure]
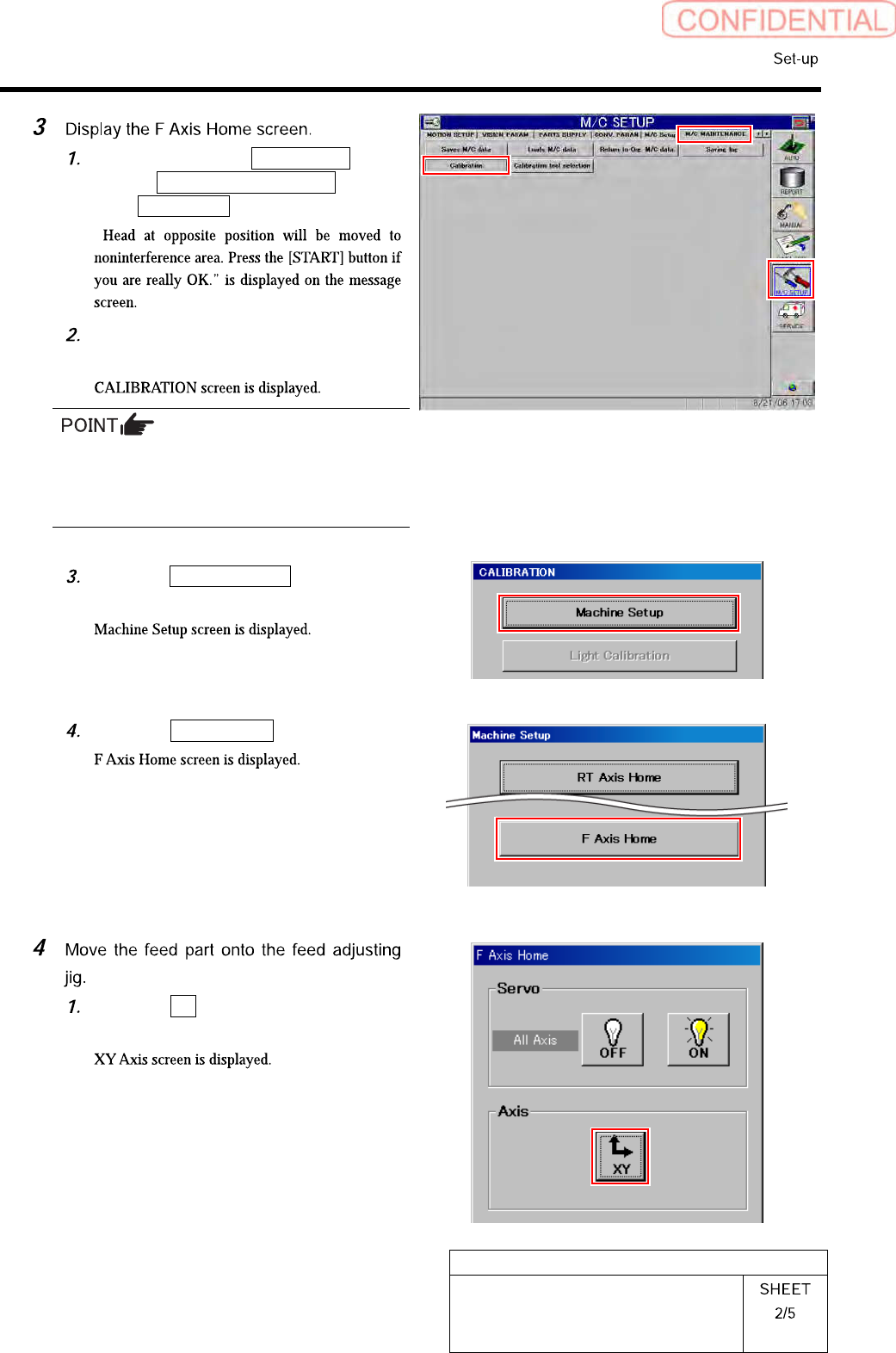
Set the replacing carrier on the unit.
Click in an order of MANUAL menu
CASS. tab.
Click the Up button for the replacing
carrier on the front or rear side.
Press the [START] button on the
operation panel.
There should be no gap between the feed
adjusting jig and the cassette table.
HLGB-10206-01
F Axis Setup
Click in an order of M/C SETUP
menuM/C MAINTENANCE
tabCalibration button.
“
Press the [START] button on the
operation panel.
For procedures when selecting head for which
calibration is performed, and when changing
calibration jig, refer to the “How to display
calibration screen (HLGB-10105-01)”.
Click the Machine Setup button on the
CALIBRATION screen.
Click the F Axis Home button.
Click the XY button on the F Axis
Home screen.
HLGB-10206-01
F Axis Setup
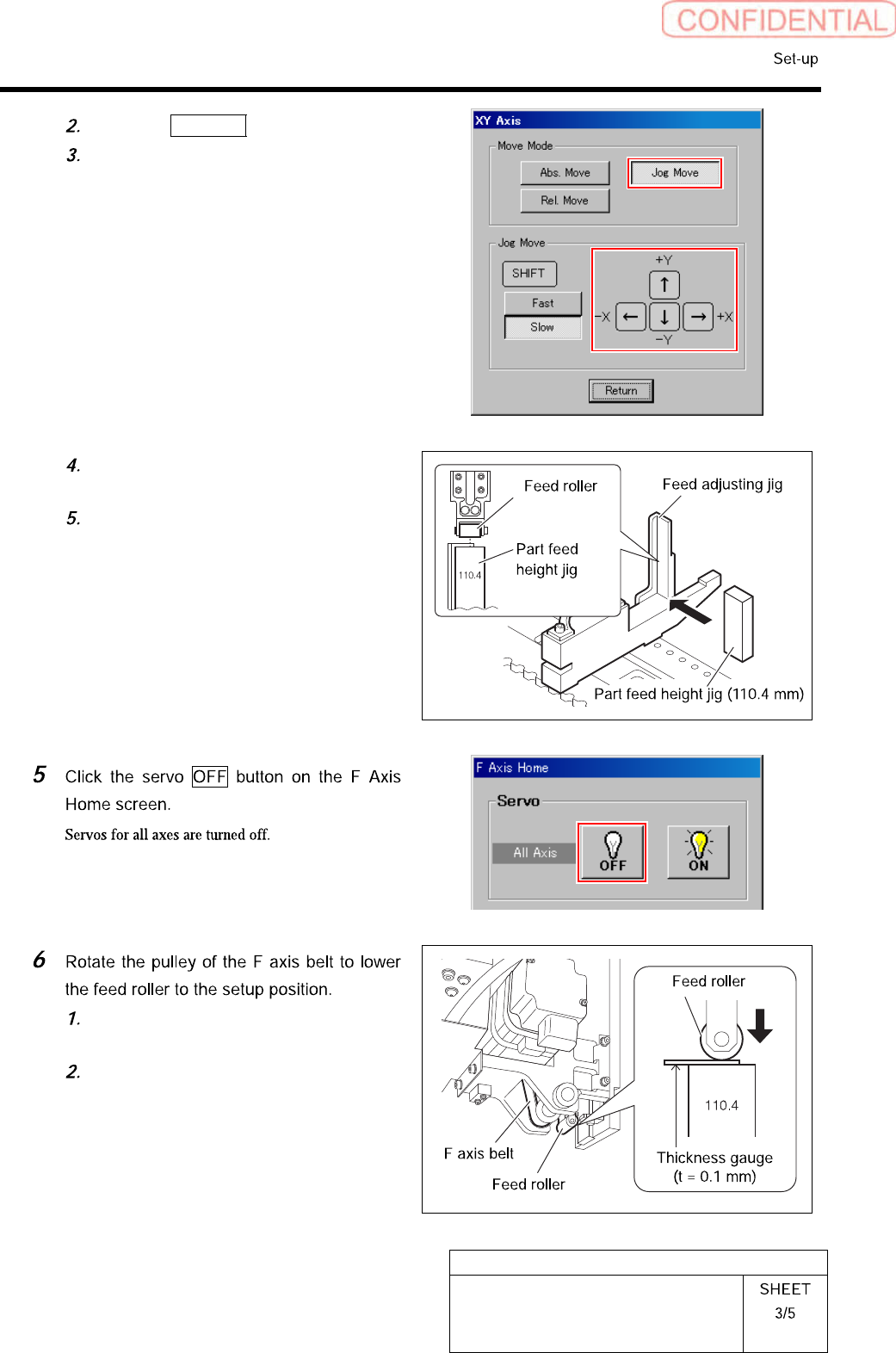
Click the Jog Move button.
Press the cursor key to move the feed
part onto the feed adjusting jig.
Place the part feed height jig
(110.4mm) on the feed adjusting jig.
Adjust position so that center of the
feed roller is on the center of the part
feed height jig.
Pinch a thickness gauge of 0.1mm on
the part feed height jig.
Rotate the pulley of the F axis belt to
lower the feed roller to a position
where it contacts the thickness gauge.