MAN00000772_SI-G200BB_SVCPDFA.pdf - 第213页
HLGB-10304-01 Auto Calibration (Recognition of relationship betw een PW B coordinate and mechanism coordinate) Loosen cap screws (CP4x6) to remov e the pin marker . Loosen cap screws (2- C P4x10 ) to remove the mova ble …
HLGB-10304-01
Auto Calibration
(Recognition of
relationship between PWB coordinate and
mechanism coordinate)
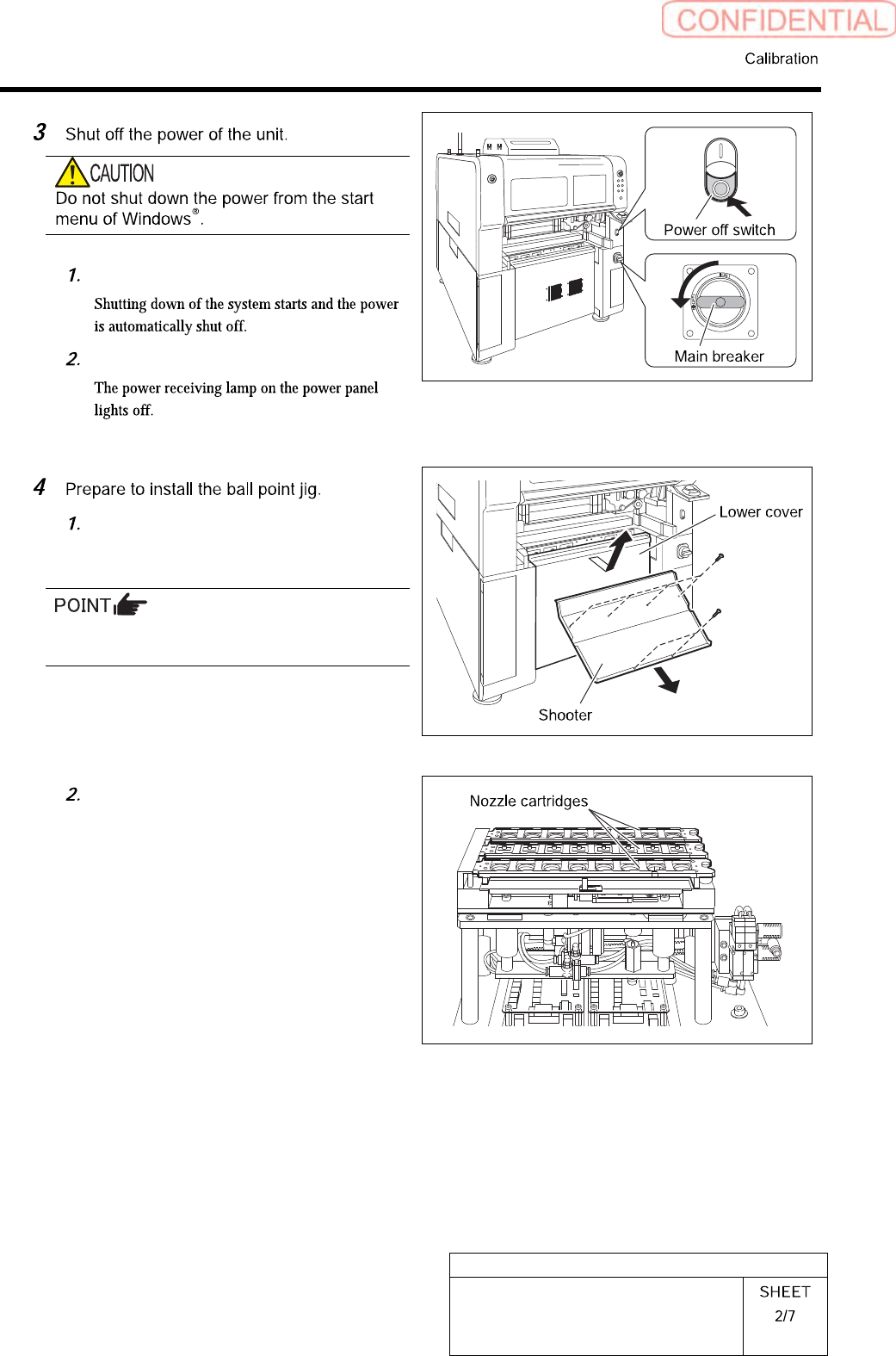
Press the power off switch.
Turn off the main breaker.
Remove the Lower cover and the
shooter from the front and rear side of
the unit.
Tile the lower cover slightly toward you and pull
the fan cable to remove the lower panel.
Remove all the nozzle cartridges from
the rear side of the unit.
HLGB-10304-01
Auto Calibration
(Recognition of
relationship between PWB coordinate and
mechanism coordinate)
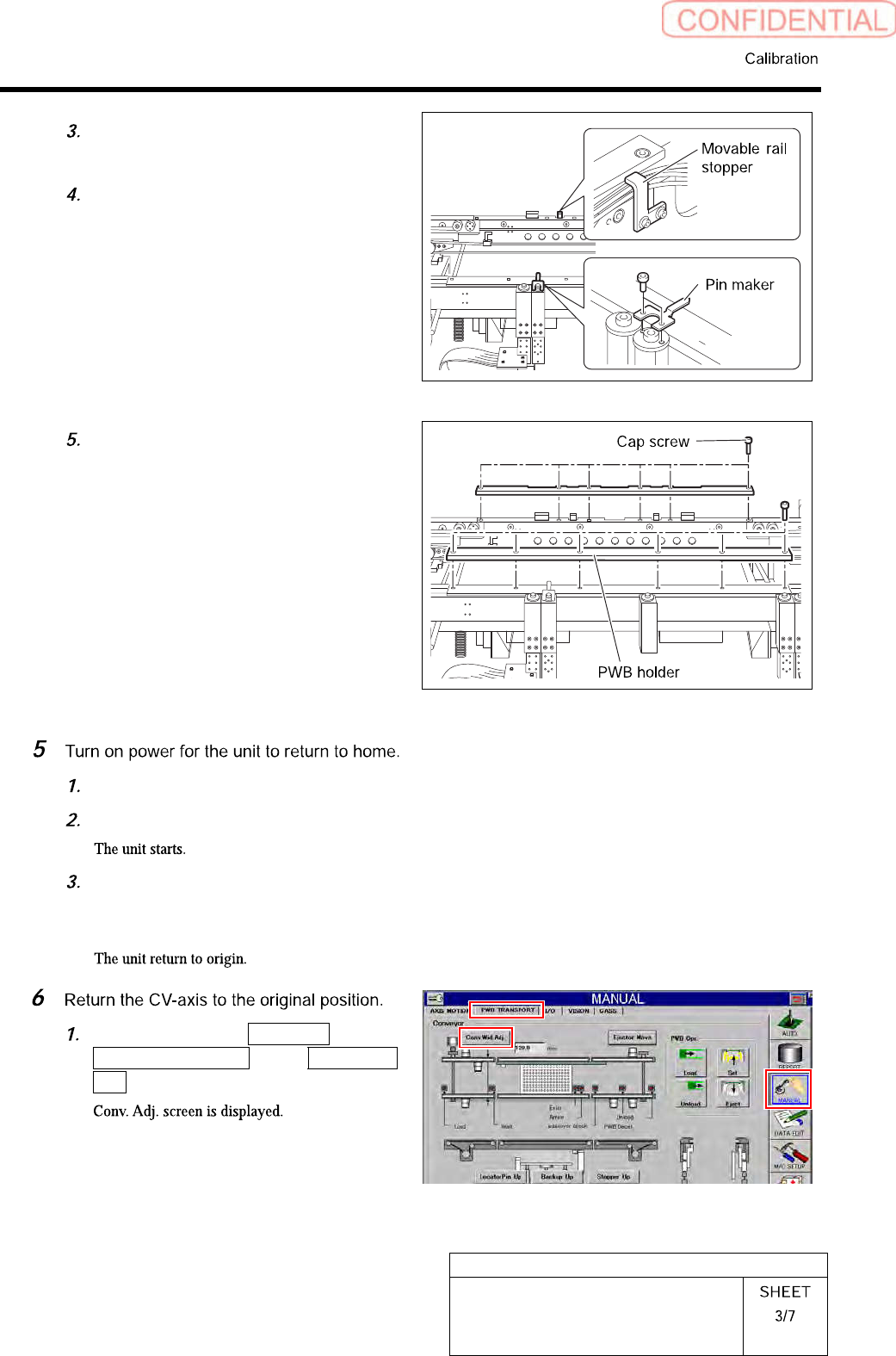
Loosen cap screws (CP4x6) to remove
the pin marker.
Loosen cap screws (2-CP4x10) to
remove the movable rail stopper.
Unscrew the cap screw (12-CP4x10) to
remove the PWB holder installed on
the conveyer.
Turn OFF the main breaker.
Press the power on switch.
Press the [ORG] button on the
operation panel with the HI screen
being displayed.
Click in an order of MANUAL menu
PWB TRANSPORT tab Conv. Wid.
Adj. button.
HLGB-10304-01
Auto Calibration
(Recognition of
relationship between PWB coordinate and
mechanism coordinate)
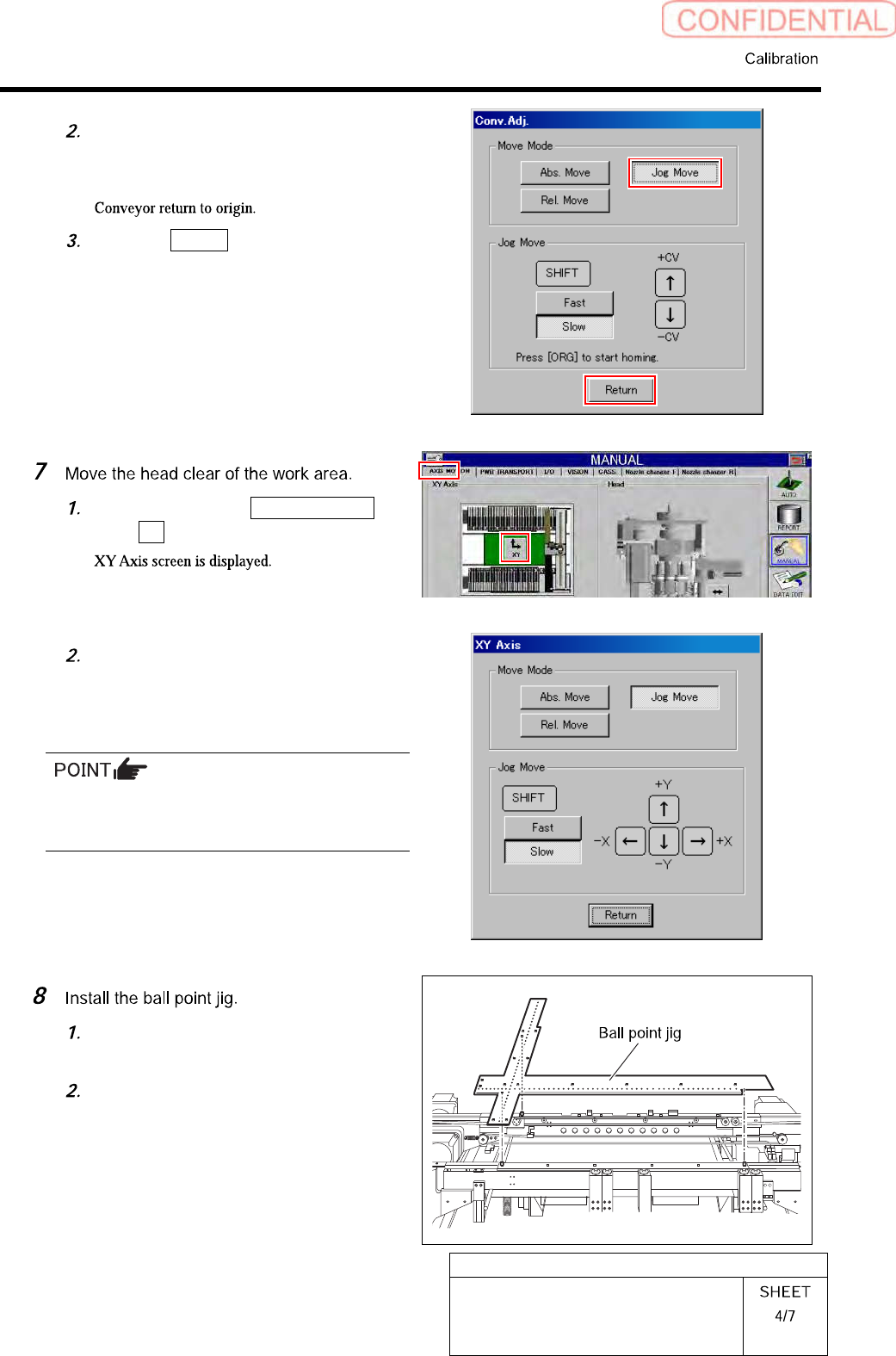
Press the [ORG] button on the
operation panel with the Conv. Adj.
screen being displayed.
Click the Return button to close the
Conv. Adj. screen.
Click in an order of AXIS MOTION
tabXY button.
Operate the XY axis screen to move
the head to a position where working
can be easily performed.
Absolutely move the head to a position of X=100,
Y=300, then the subsequent working easily
becomes performed.
Clean surface of the ball point jig and
all of holes with waste cloth.
Position the ball point jig on the
conveyor rail referring to the pin
positions.