ALeaderAOI-Ver 4.0.pdf - 第141页
3.4.8. Mark Mark 注册, 是制作程序的前提条件 。 Mark 校正, 是把图像的坐标系 统 与机械坐标系 。 其 “形状” 类别的 注册窗体如下: 上图为 Mark 的注册窗 体 ,相关参数如 下: 类别 类别 类别 类别 参数 参数 参数 参数 参 参 参 参数 说明 数说明 数说 明 数说明 错件框大小 错件框大小 上图中 A 区域,定位框要 外切几何 Mark 图形。 检测算法 上图中 B 区域, 【检测算法】选择…
检测算法 上图中 B 区域,【检测算法】选择“TOC”算法。
检测点类型 上图中 B 区域,【检测点类型】选择“BodyDot”。
算法
其他
上图中 B 区域,【角度验证】为“非选择”状态,【检测】为“选择”
状态,极性为“选择”状态。
判定范围 上图中 C 区域,默认判定范围为(35,75)
判定参数
返回值 上图中 C 区域,返回值为 44。
BGA,在测试过程中,有偏移和错件方面的误报。调试则遵循以下方法:
1)偏移方面的误报,通过调节“抽色参数”来增强抽色效果。抽色的判定范围要调节合理,下限不能太小,
上限不能太大,默认范围是(35, 70)。
2)错件方面的误报,则需增加训练样本,增加 OCR 识别的效果。
3.4.7. Barcode
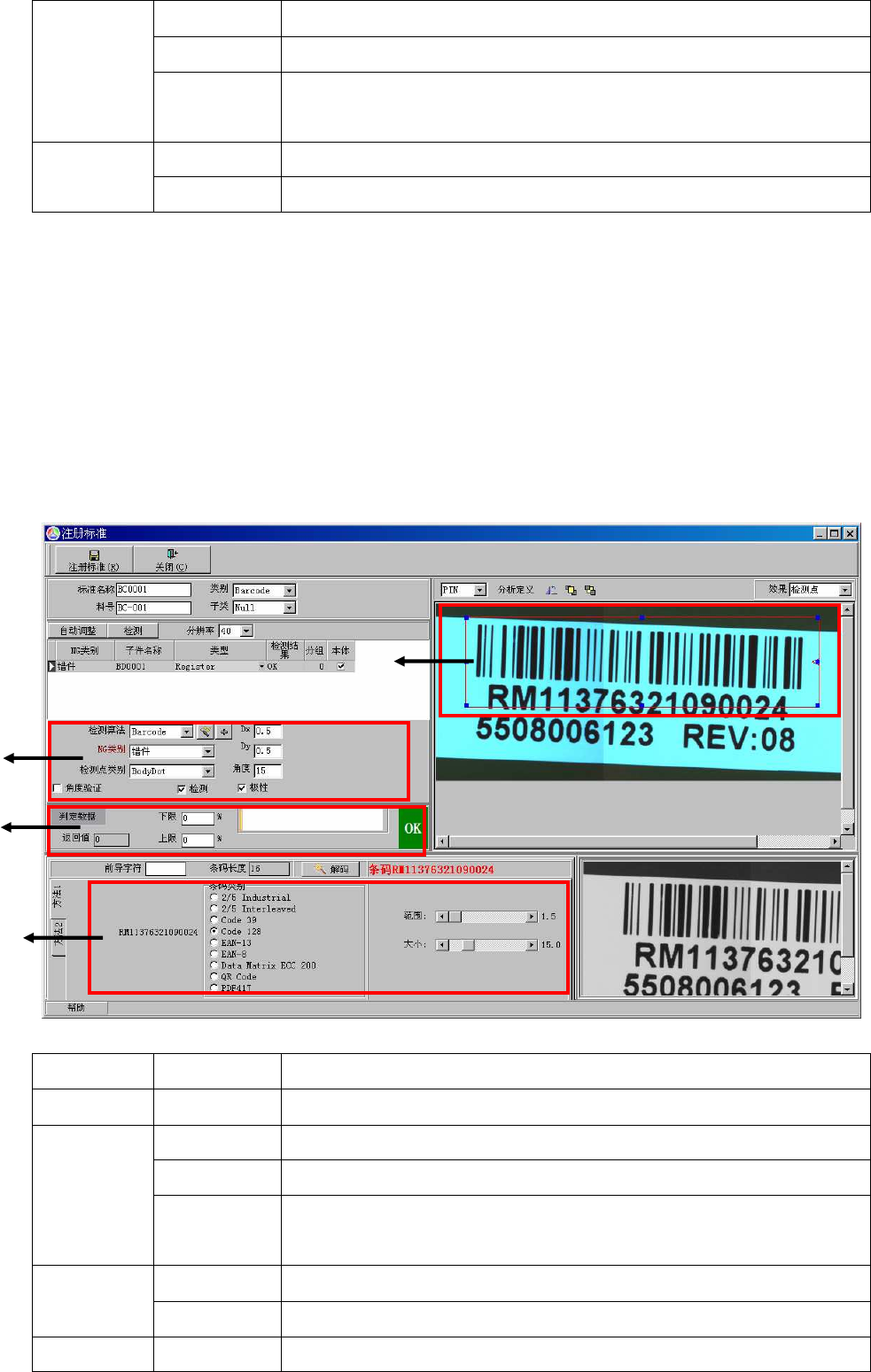
Barcode,就是条码识别,将条码序列好作为该程序的记录名。条码注册模块是单独存在,其注册窗体如
下:
上图为 Barcode 的注册框,其相关参数如下:
类别
类别类别
类别 参数
参数参数
参数 参数说明
参数说明参数说明
参数说明
错件框大小
错件框大小 上图中 A 区域,要框条码部分,要超出条码一定距离(50 个像素)。
检测算法 上图中 B 区域,【检测算法】选择“Barcode”算法。
检测点类型 上图中 B 区域,【检测点类型】选择“BodyDot”。
算法
其他
上图中 B 区域,【角度验证】为“非选择”状态,【检测】为“选择”
状态,极性为“选择”状态。
判定范围 上图中 C 区域,默认判定范围为(0,0)
判定参数
返回值 上图中 C 区域,返回值为 0。
Barcode参数
条码类型 上图中 D 区域,选择相应的条码类型。
提示
提示提示
提示:
::
:条码识别时选择合理的分辨率将增加条码识别的能力
条码识别时选择合理的分辨率将增加条码识别的能力条码识别时选择合理的分辨率将增加条码识别的能力
条码识别时选择合理的分辨率将增加条码识别的能力。
。。
。
A
B
C
D
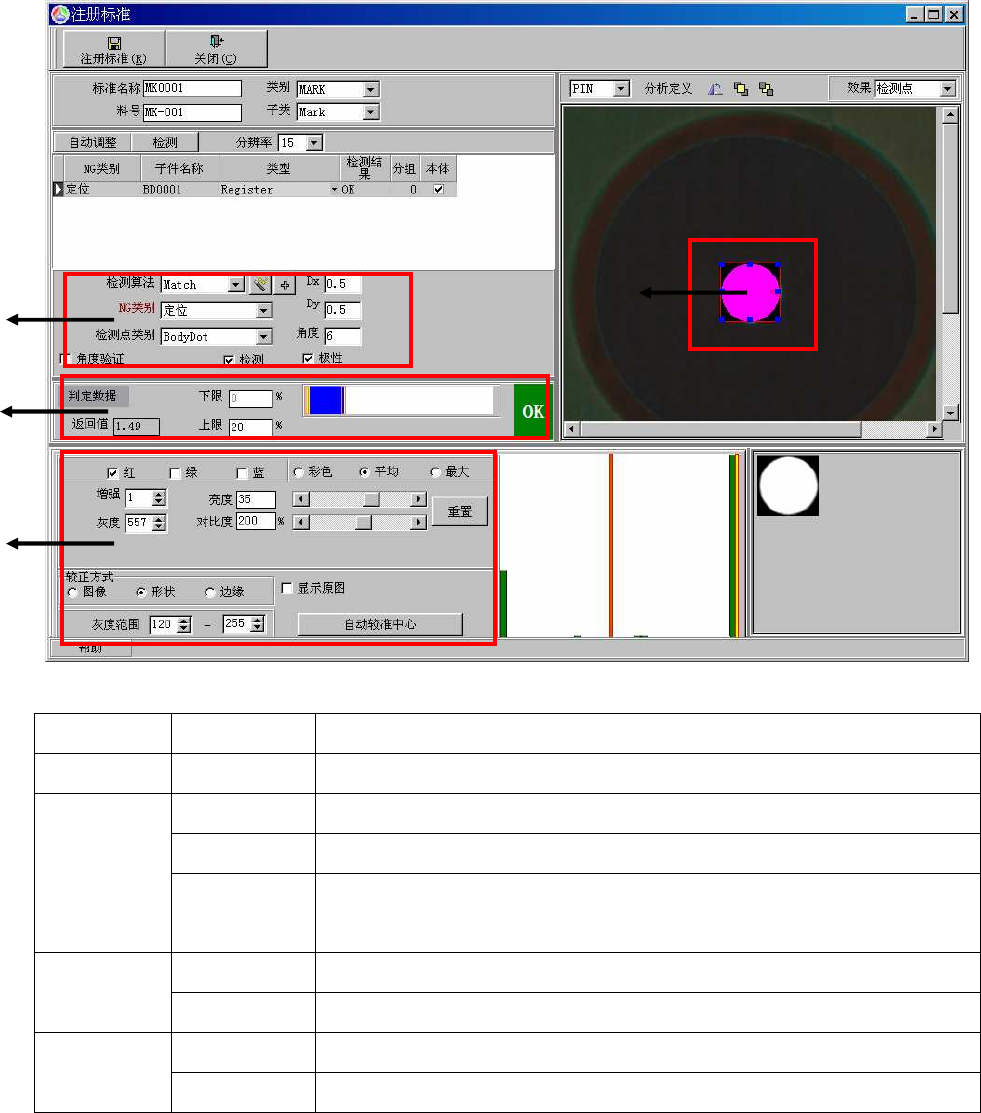
3.4.8. Mark
Mark 注册,是制作程序的前提条件。Mark 校正,是把图像的坐标系统与机械坐标系。其“形状”类别的
注册窗体如下:
上图为 Mark 的注册窗体,相关参数如下:
类别
类别类别
类别 参数
参数参数
参数 参
参参
参数说明
数说明数说明
数说明
错件框大小
错件框大小 上图中 A 区域,定位框要外切几何 Mark 图形。
检测算法 上图中 B 区域,【检测算法】选择“Match”算法。
检测点类型 上图中 B 区域,【检测点类型】选择“BodyDot”。
算法
其他
上图中 B 区域,【角度验证】为“非选择”状态,【检测】为“选择”
状态,极性为“选择”状态。
判定范围 上图中 C 区域,默认判定范围为(0,20)
判定参数
返回值 上图中 C 区域,返回值为 1.49。
色彩设置 上图中 D 区域,【红】 + 【平均】
Mark 参数
类别 上图中 D 区域,校正方式选择【形状】模式。
提示:当 PCBA 中没有规则的 Mark 标识,则采用“图像”方式注册条码,其注册请参考电容的本体注册。
第
第第
第四
四四
四章
章章
章. 炉前程序制作
炉前程序制作炉前程序制作
炉前程序制作
4.1. 简述
简述简述
简述
炉前检测,是指回流炉前检测。炉前 PCBA 板可分为印刷机后的 PCBA 和贴片机后的 PCBA,炉前检测
A
B
C
D
主要是检测炉前 PCBA 的锡膏印刷情况、元件偏移、错件、缺件、极性反等检测内容。炉前检测是 PCBA 检
测的重要检测手段,发现回流炉前的 PCBA 的生产质量,降低了 PCBA 的维修成本,增加了 PCBA 生产的直
通率。
4.2. 光源标准
光源标准光源标准
光源标准
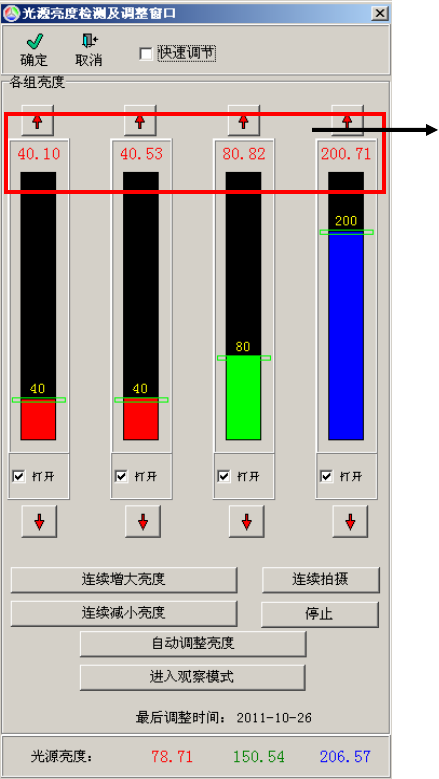
在设备首次进行炉前检测前,必须查看光源标准是否 OK。光源标准的校正,是否炉前检测的前提。炉
后的光源标准如下:
上图为炉前的光源标准,炉前从上而下的光源分布依次为红、红、绿、蓝,光源亮度标准分别为 40、40、80、
200。调整光源亮度标准上下不超过 2.5 个光源亮度。
4.3. 炉前程序准备
炉前程序准备炉前程序准备
炉前程序准备
炉前检测前首先要确定锡膏和铜箔的抽色参数,将锡膏和铜箔的抽色参数写入 NG 类型名的系统参数中,以便
在检测中各个检测项的默认参数。
锡膏的抽色参数,设置在系统参数,如下:
A