ALeaderAOI-Ver 4.0.pdf - 第144页
上图为“ T OC ”算法下的“锡少 ”注册窗体, 说明如下: ① ROI 区域: 锡少框大小要偏离电 容本体 2 个像素左 右, 宽度大小 为整个焊盘 的三分之一到三分之二之 间, 高度大小要与电 容本体的 高度大小一致。 ② 检测算法区域: 【检测算法 】选择“ T OC ”算法, 【焊点】为非选择状态, 其他参数见②区 域。 ③ 锡少的判定区域 : 默认判定范围 为( 70 , 100 ) 。 ④ 锡少的抽色参数 :锡膏的 抽色参…
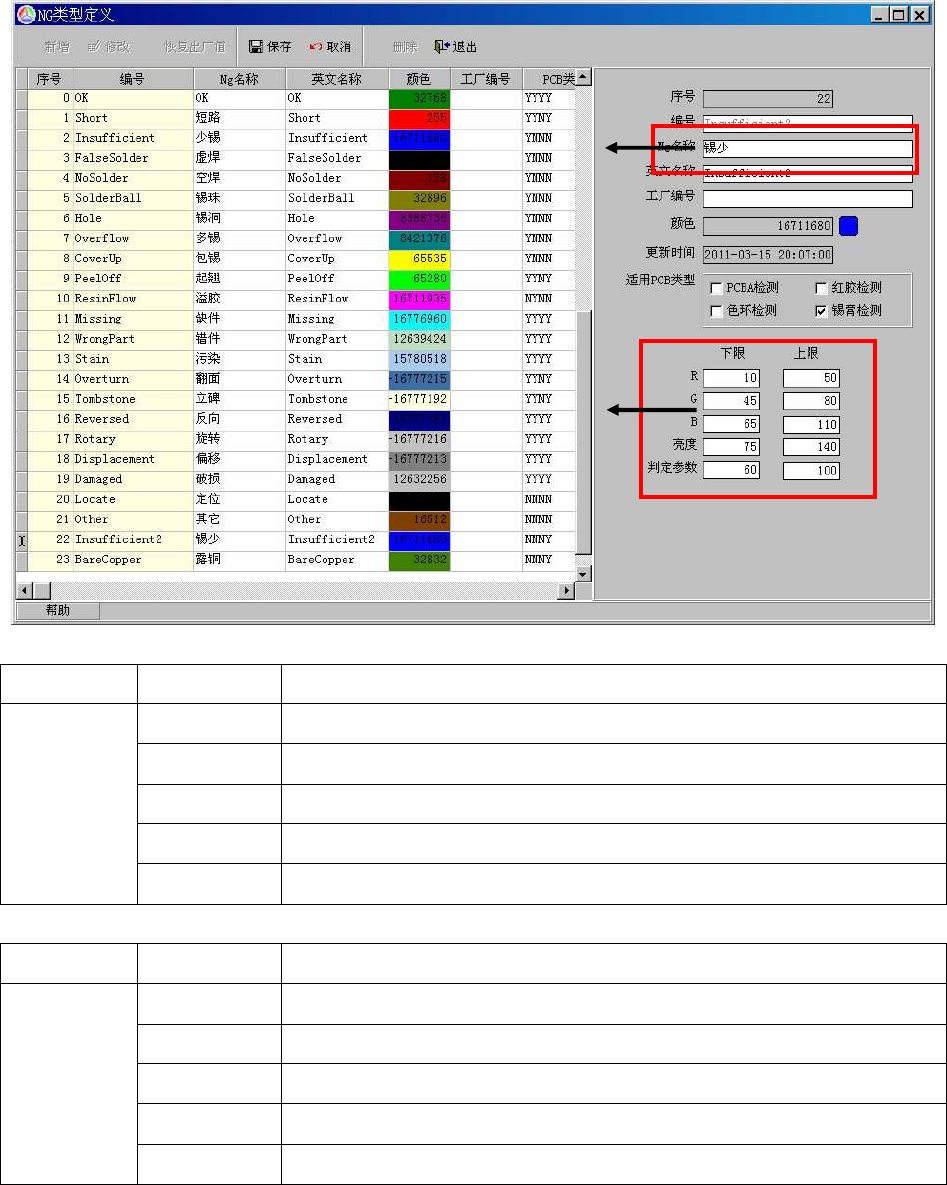
上图 NG 类型名为“锡少”的系统参数设置窗体,其参数如下:
类别
类别类别
类别 参数
参数参数
参数 参数说明
参数说明参数说明
参数说明
红色色度 上图中 B 区域,【红色】的范围为(10, 50)。
绿色色度 上图中 B 区域,【绿色】的范围为(45, 80)。
蓝色色度 上图中 B 区域,【蓝色】的范围为(65, 110)。
亮度范围 上图中 B 区域,【亮度】的范围为(75, 140)。
锡少
判定参数 上图中 B 区域,【判定参数】的范围为(60, 100)。
根据“锡少”的系统参数设置,可设置“露铜”的参数设置,其参数如下:
类别
类别类别
类别 参数
参数参数
参数 参数说明
参数说明参数说明
参数说明
红色色度 【红色】的范围为(65, 180)。
绿色色度 【绿色】的范围为(0, 70)。
蓝色色度 【蓝色】的范围为(0, 60)。
亮度范围 【亮度】的范围为(80, 255)。
露铜
判定参数 【判定参数】的范围为(0, 20)。
4.4. 炉前的基本检测项
炉前的基本检测项炉前的基本检测项
炉前的基本检测项
4.4.1 锡少
锡少锡少
锡少
锡少,是炉前元件检测的一个常规检测项,它主要是检测焊盘上焊锡的多少。锡少,采用的是“TOC”
算法,根据炉前锡膏的色彩特征,抽取锡膏的面积。其注册窗体如下:
A
B
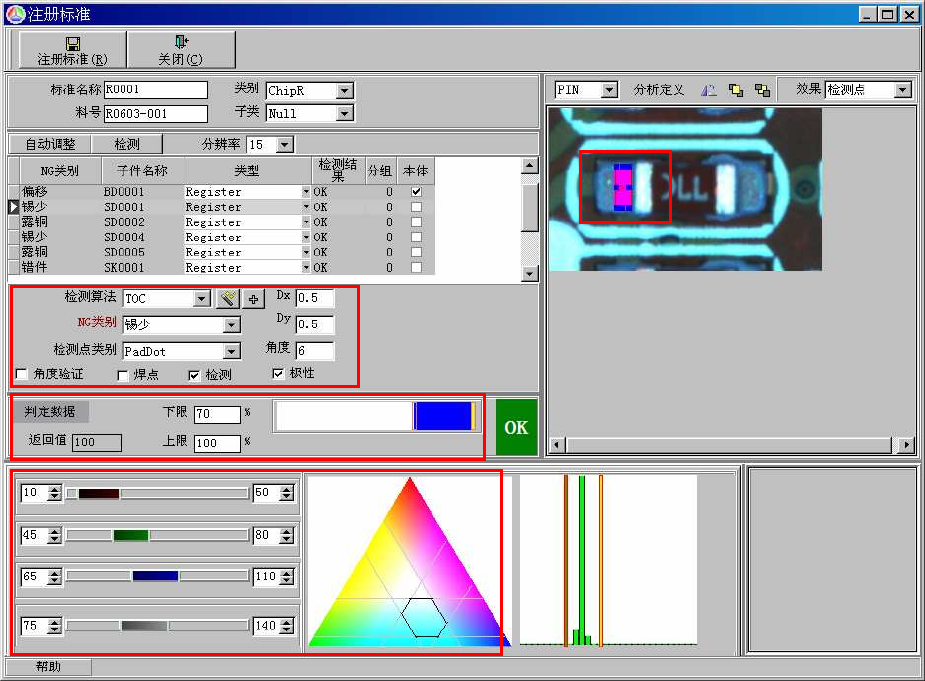
上图为“TOC”算法下的“锡少”注册窗体,说明如下:
① ROI 区域:锡少框大小要偏离电容本体 2 个像素左右,宽度大小为整个焊盘的三分之一到三分之二之间,
高度大小要与电容本体的高度大小一致。
② 检测算法区域:【检测算法】选择“TOC”算法,【焊点】为非选择状态,其他参数见②区域。
③ 锡少的判定区域:默认判定范围为(70, 100)。
④ 锡少的抽色参数:锡膏的抽色参数,默认红色范围为(10, 50),绿色范围(45, 80),蓝色范围(65,
110),亮度范围(75, 100)。
提示
提示提示
提示:
::
:“
““
“锡少
锡少锡少
锡少”
””
”的抽色的
的抽色的的抽色的
的抽色的【
【【
【焊点
焊点焊点
焊点】
】】
】类型为非选择状态
类型为非选择状态类型为非选择状态
类型为非选择状态。
。。
。
当“锡少”发生误报时,遵循以下调试原则:
1) 当锡膏色彩发生变化时,通过“内派生”锡少标准,增加待用检测项。
2) 当锡膏色变化不大时,通过调整抽取锡膏的色彩参数,来增强锡膏的抽取能力,消除误报。
3) 当锡膏返回值与标准范围相差不大时,可通过调整判定范围来消除误报。如返回值为 68,判定范围为(70,
100),可将判定范围调整为(65, 100)。
提示
提示提示
提示:
::
:锡少的判定范围最大为
锡少的判定范围最大为锡少的判定范围最大为
锡少的判定范围最大为(
((
(55,
,,
, 100)。
)。)。
)。
4.4.2 露铜
露铜露铜
露铜
露铜,是炉前元件检测的一个常规检测项,它是检测元件的焊盘区域是否是铜箔。露铜检测项在炉后称
之为“空焊”。露铜检测项的注册与调试请参考<炉后程序制作>中<炉后的基本检测项>中<空焊>的注册与调
试。
4.4.3 虚焊
虚焊虚焊
虚焊
虚焊,是炉前元件检测的一个常规检测项,它主要是检测 IC 类的 IC 引脚是否覆盖锡膏。它采用的算法
①
①①
①
②
②②
②
③
③③
③
④
④④
④
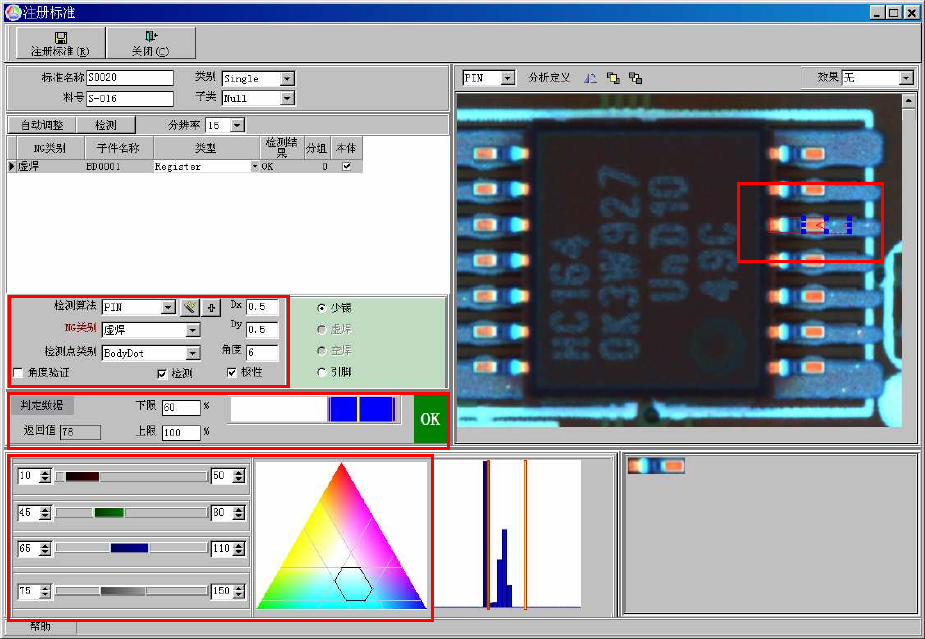
为“PIN”算法,其注册窗体如下:
上图为“PIN”算法下的“虚焊”注册窗体,说明如下:
① ROI 区域:包括引脚框和焊锡框。引脚框为①中实线框,焊锡框为①中虚线框。
② 检测算法区域:【检测算法】选择“PIN”,其他参数见②区域。
③ 虚焊的判定区域:默认判定范围为(60, 100),最大判定范围可调节为(45, 100)。
④ 锡膏的参数区域:锡膏的抽色参数,与“锡少”的锡膏抽色参数一致。
当虚焊发生误报时,遵循以下调试原则:
1) 锡膏的亮度发生变化,可改变抽取锡膏的亮度参数。
2) 锡膏的返回值与判定范围差异不大时,可通过调整虚焊的判定参数。如返回值为 58,判定范围为(60,
100),可将判定范围调整为(55, 100)。
4.4.3 缺件
缺件缺件
缺件
缺件,是炉前检测的一个必需检测项,它检测元器件是否存在。它采用的算法有 TOC 算法、OCV 算法、
Match 算法、Histogram 算法、OCR 算法和 Length 算法。其中 TOC 算法、OCV 算法、Match 算法、Histogram
算法、OCR 算法的注册与调试同<炉后程序制作>中<缺件>中的 TOC 算法、OCV 算法、Match 算法、Histogram
算法、OCR 算法的注册与调试一致。Length 算法可作为检测炉前的电容、极性二脚件的有效检测算法。其注
册窗体如下:
①
①①
①
②
②②
②
③
③③
③
④
④④
④