ALeaderAOI-Ver 4.0.pdf - 第152页
插件的主要缺陷 有无引脚 ,少锡、包 脚(包 锡) 、气孔(锡洞 ) ,其中无引 脚是指没有插件 ,或者是插件 的引脚在焊锡面 上没有引 脚特征;少 锡是指插件的 焊盘覆锡量不够,或 者是外露铜箔; 包脚是指插件的引 脚 被焊锡包裹;气 孔是指插 件的孔洞外露。 如下图: 缺陷 类型 缺陷 类型 缺陷 类型 缺陷 类型 图像 图像 图像 图像 无引脚 少锡 包脚 气孔 5.2. 光源 标准 光源 标准 光源 标准 光源 标准 波峰焊的光…
上图为 SOP 件的注册窗体,①区域包括所有的 SOP 件检测项,说明如下:
元件类型
元件类型元件类型
元件类型
检测项
检测项检测项
检测项 说明
说明说明
说明
本体框
本体框的作用是用于定位、偏移。其注册与调试见<炉后的基本检测项>中<
偏移>中采用“Match”算法的“偏移”算法。
虚焊框
虚焊框的作用是用于检测焊点的好坏状况。其注册与调试见<炉前的基本检
测项>中<虚焊>中的“虚焊”算法。
短路框
短路框的作用是用于检测 IC 引脚之间是否发生短路。其注册与调试见<炉后
的基本检测项>中<短路>中的“短路”算法。
SOP
错件(缺件)框
错件框的作用是用于检测焊点是否错件、侧立、立碑、反白。其注册与调试
见<炉前的基本检测项>中<错件>中的“错件”算法。
4.5.5. QFP 器件
器件器件
器件
QFP 的元件与调试与 SOP 的注册与调试一致,请参考<炉前程序制作>中“SOP”的注册与调试。
4.5.6. BGA 器件
器件器件
器件
BGA 的元件与调试与<炉后程序制作>中 BGA 的注册与调试一致,请参考<炉后程序制作>中“BGA”的
注册与调试。
第
第第
第五
五五
五章
章章
章. 波峰焊程序制作
波峰焊程序制作波峰焊程序制作
波峰焊程序制作
5.1. 简述
简述简述
简述
波峰焊检测,主要是针对 SMT 工艺中 DIP 件(插件)的检测,其中 DIP 件分为极性 DIP 件(机插件)
和非极性 DIP(手插件)。DIP 件在工艺中主要为无插件(无引脚)、包脚、少锡和气孔等坏点,短路也是波
峰焊工艺中一个必需检测项。
本章节将具体介绍波峰焊中 DIP 件的检测,包括无引脚检测、包角检测、少锡检测和短路检测;亦具体
介绍了短路检测。
插件(DIP 件),是波峰焊工艺中的一种重要的元件。插件的种类有很多种,主要分为手插件和机插件,
其中手插件在 AOI 中称为非极性插件,而机插件在 AOI 中称为极性插件。非极性插件,是指插件的引脚方
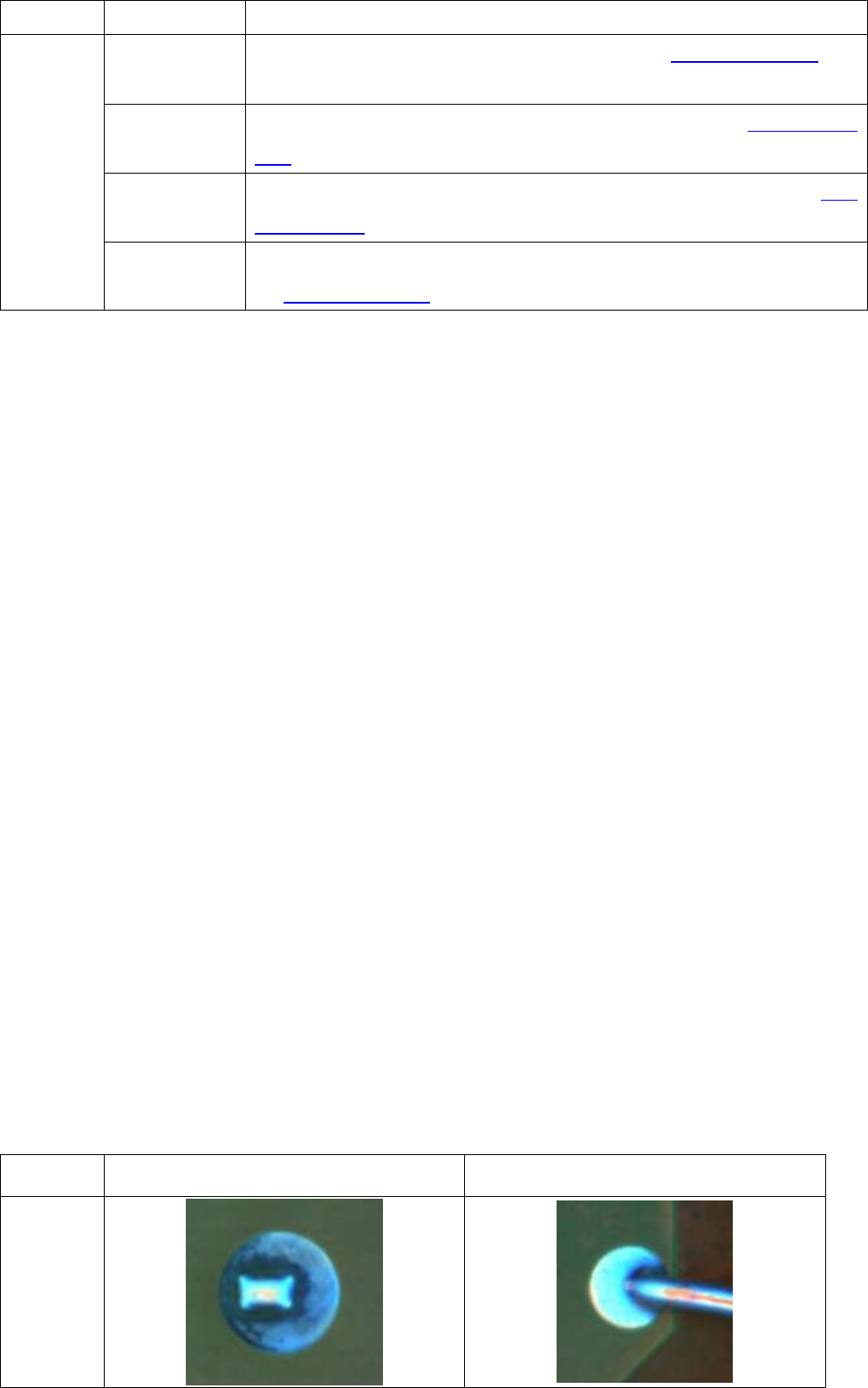
向是竖直向上的;而极性插件,是指插件的方向是斜向下的,且方向固定不变。如下图:
序号
序号序号
序号 非极性插件
非极性插件非极性插件
非极性插件 极性插件
极性插件极性插件
极性插件
1
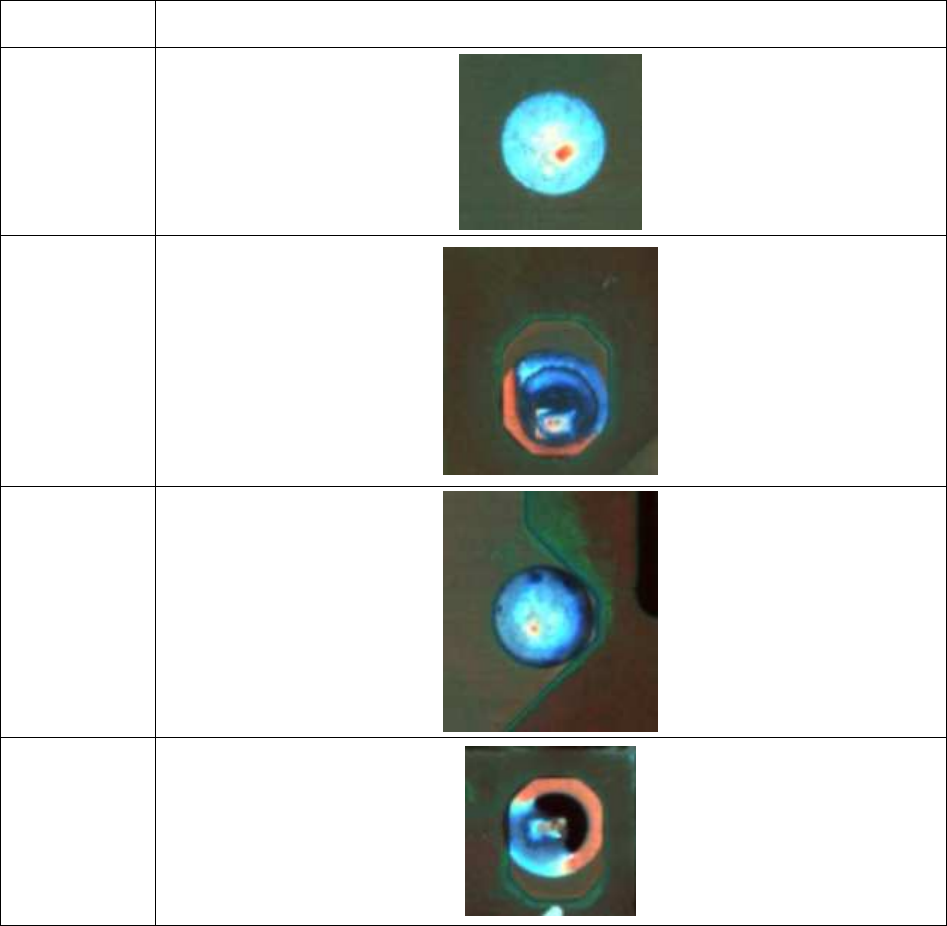
插件的主要缺陷有无引脚,少锡、包脚(包锡)、气孔(锡洞),其中无引脚是指没有插件,或者是插件
的引脚在焊锡面上没有引脚特征;少锡是指插件的焊盘覆锡量不够,或者是外露铜箔;包脚是指插件的引脚
被焊锡包裹;气孔是指插件的孔洞外露。如下图:
缺陷类型
缺陷类型缺陷类型
缺陷类型 图像
图像图像
图像
无引脚
少锡
包脚
气孔
5.2. 光源标准
光源标准光源标准
光源标准
波峰焊的光源亮度标准与炉后检测的光源亮度标准一致,请参考炉后的光源亮度标准。
5.3. 波峰焊的基本检测项
波峰焊的基本检测项波峰焊的基本检测项
波峰焊的基本检测项
5.3.1 插件
插件插件
插件
1) 定位
DIP 件焊盘的定位,区分于 Chip 件的定位方式。Chip 件焊盘的特征为色彩变化大、亮度变化大。对于
此,Chip 件的 Match 算法则不适用于 DIP 件焊盘定位,并且 DIP 件的焊盘大部分为椭圆形。DIP 件的算法采
用提取焊锡成分(二值化),采用形状匹配方式,获取 DIP 件的焊盘位置,其注册窗体如下:
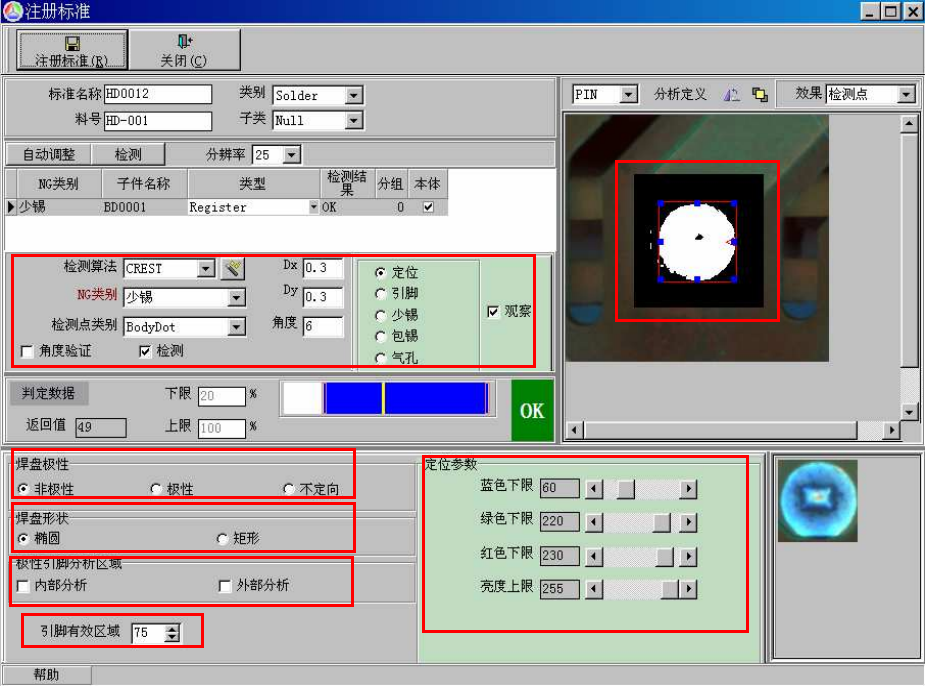
上图为 DIP 件的定位注册窗体图,说明如下:
① ROI 区域:DIP 件的焊盘区域,该区域为外接焊盘。
② 检测算法区域:【检测算法】选择“CREST”算法。子检测项为“定位”。其他参数见②区域。
③ 焊盘极性区域:【焊盘极性】选择“非极性”。焊盘的极性分为三类,即非极性、极性和不定向。
④ 焊盘形状区域:【焊盘形状】选择“椭圆”。焊盘形状分为二类,即椭圆、矩形。
⑤ 极性引脚分析区域:其参数见⑤区域。
⑥ 引脚有效区域:【引脚有效区域】为 75。当焊盘极性为“极性”时,【引脚有效区域】为 40。
⑦ 定位参数区域:【蓝色下限】为 60,【绿色下限】为 220,【红色下限】为 220,【亮度上限】为 255。其参
数解释见<算法详解>中的“CREST”算法。
2) 引脚检测
DIP 件的引脚检测,是指检测 DIP 件中是否存在爬锡区域,而分析爬锡区域,则是通过抽取引脚发生区
域中的引脚成分(爬锡成分)来判定的。其注册窗体如下:
⑥
⑥⑥
⑥
①
①①
①
②
②②
②
③
③③
③
④
④④
④
⑤
⑤⑤
⑤
⑦
⑦⑦
⑦
⑥
⑥⑥
⑥