ALeaderAOI-Ver 4.0.pdf - 第27页
2.1.3 连 接前 后站接 驳台 方法 连接 前后 站接驳 台方 法 连接 前后 站接驳 台方 法 连接 前后 站接驳 台方 法 70 0 I/O 8p 9p 10p 25p 30p 31p 32p 33p 29p 28p 5p 132 142 143 14 4 K3 K4 K5 K4 K5 K3 (Q3 .2) (Q0 .7) (Q2 .0) U5 (I1. 5) NG OK …
第
第第
第二
二二
二章
章章
章. 程序制作共用部分
程序制作共用部分程序制作共用部分
程序制作共用部分
2.1. 硬件介绍
硬件介绍硬件介绍
硬件介绍
2.1.1 调整设备水平
调整设备水平调整设备水平
调整设备水平
设备移动到生产线上指定地方后,将地脚放下,利用水平尺(工具)放置于顶板平台,以此来调整水平;减
少机台振动。正确调整水平,可令设备运行更顺畅,噪声更小,使用寿命更长。
调整机器水平步骤如下:
1. 另机器四只地脚悬空,将设备移动到目的地。
2. 先调整机器的左右水平:因机器的重心在后方,因此调整机器后方的两只地脚。
3. 接着调整机器前后水平:只需调前方的一只地脚即可,因为三点决定一面。
4. 将剩下悬空的地脚旋下并稍微多拧一下,将四个地脚的固定螺母锁紧。
注意:三个地脚下地来调整水平会更为快捷,有效。
2.1.2 设备电源接通与接地
设备电源接通与接地设备电源接通与接地
设备电源接通与接地
电源电压要求是 220V 交流电,通常不能使用和 SMT 炉子相连的电源,因为炉子的电压会随温度经常变
化,建议使用独立电源!设备上使用了开关电源,所以会产生感应电压约在 10-50V。而当我们设备外壳完好
接地的情况下,才能正常使用。否则可能会在机器外壳上没有油漆的地方,有“被电”的感觉。所以我们设
备是必须完好的接地至关重要。
设备接地方法:打开 AOI 前下门,在信号板后有一条黄绿色地线,将此地线与车间设备公共地线连接。
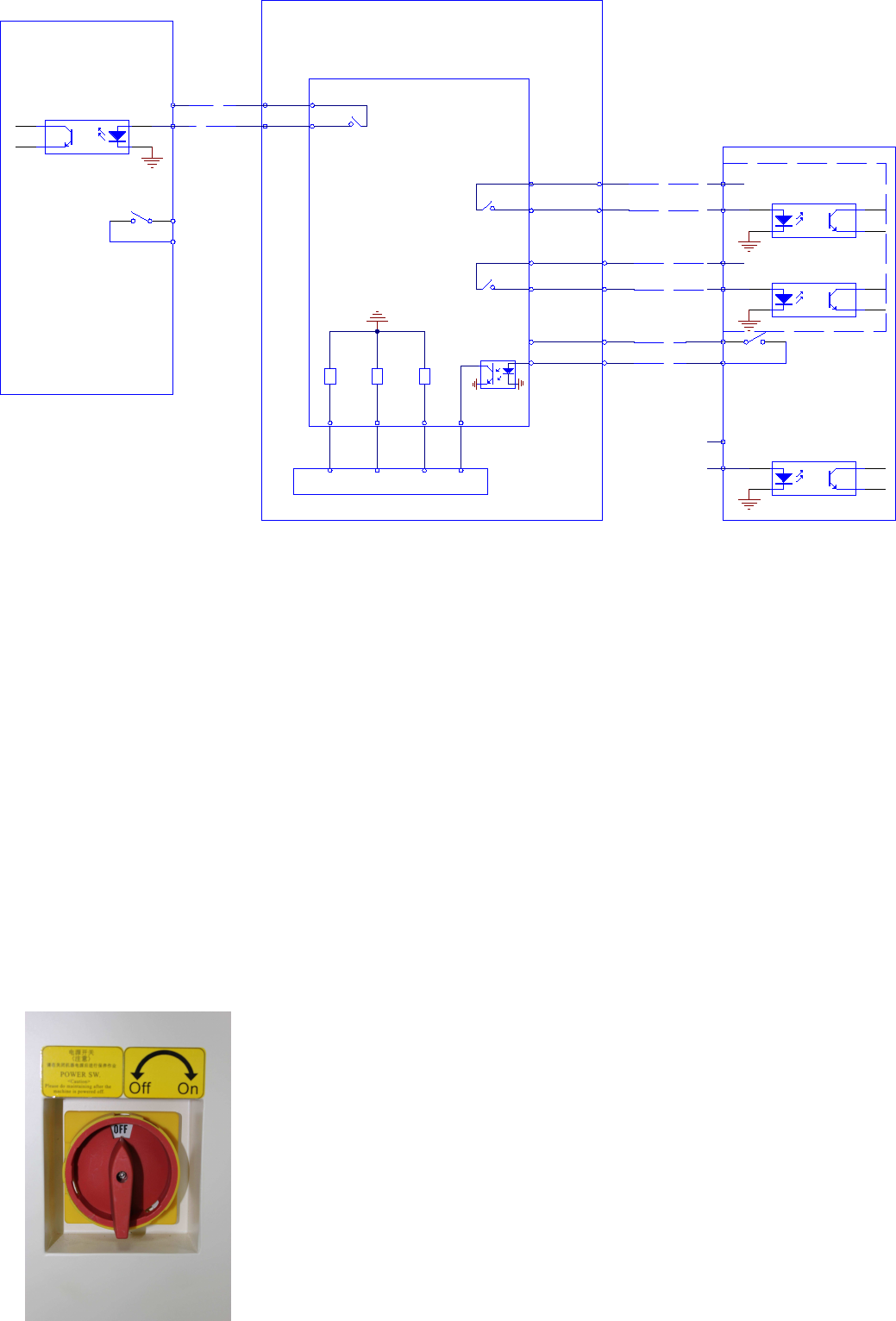
2.1.3 连接前后站接驳台方法
连接前后站接驳台方法连接前后站接驳台方法
连接前后站接驳台方法
700
I/O
8p9p10p
25p
30p
31p
32p
33p
29p
28p
5p
132142143144
K3K4K5
K4
K5
K3
(Q3.2)(Q0.7)(Q2.0)
U5
(I1.5)
NG
OK
PLC
1
2
+24V
700
(
)
+24V
1
2
+24V
(NG
)
5
6
7
8
(OK
)
+24V
(
ok
NG
)
(
)
+24V
(
)
1. AOI 设备上一站连接接驳台
将 2 芯接头固定到设备接口上,另外一端 2 芯线连接到前接驳台(要板信号)
2. AOI 设备下一站连接接驳台
将 6 芯接头固定到 AOI 设备接口上,另外一端 6 芯线连接到后接驳台
1 号线与 2 号线连接到下站接驳台要板信号
3 号线与 4 号线连接到下站接驳台输出 NG 信号
7 号线与 8 号线连接到下站接驳台输出 OK 信号
SMEMA 传送原理如图 1 示:A:当前一站有板时,700 设备的前接驳台接口 1 和 2 脚的“要板信号”与
前一站的“等待要板信号”接上时,700 设备上需要板时,会使 I/O 板上继电器 K4 动作,前接驳台接口 1 和 2
脚闭合,上一站收到“要板信号” 板开始从上一站传送到 700 设备上。B:当 700 设备出料口有板时,700
设备的后接驳台接口的 1 和 2 脚与下一站的“要板信号接”上时,700 设备若收到下一站的“要板信号时”
板开始从 700 设备上传送到后工作台上,若没有收到“下一站的要板信号”板会在出料口一直等待,此时,700
机也不会向上一站要板。C:当 700 设备有 NG 信号时,700 设备上 I/O 板的继电器 K5 动作,使后接驳台接口
的 5 和 6 脚闭合。D:当 700 设备有 OK 信号时,700 设备上 I/O 板的继电器 K3 动作,使后接驳台接口的 7
和 8 脚闭合。
二.各开关按键功能
1. 电源开关
设备电源总开关:顺时针旋转 90 度为接通电源,逆时针旋转 90 度关闭电源。
注意:打开电源开关时请确认电源插头已连接 220V 电源,关闭电源时确认
电脑已经关机。

2. 急停开关和各按键功能
STOP(急停开关):用于设备出现问题时紧急停止开关,当按下急停开关
时 PLC 与 X/Y 轴伺服系统断电,起到保护作用。
注意:故障排除后请将急停开关复位!
Test(测试按键):按下此按键进行测试
Pause(暂停按键):再测试过程中按下此按键 PCB 会暂停测试,再按次此
按键复位后继续测试。
PLC Pause(PLC 暂停按键):按下此按键时 PLC 停止工作,警示灯红灯亮。
当按过 PLC 复位按键后,警示灯红灯和绿灯同时亮后再按起此按键复位。
Reset(复位按键):PLC 复位按键,按住此按键 4 秒警示灯绿灯亮即复位
成功。
打开键盘后在放置鼠标右侧有反转开关与直通开关
反转开关:按下此按键后输送带传送模式变为右进板左出板,复位此按键后输送带传送
模式变为左进板右出板。
注意:每次改变输送带传送模式时,PLC 要复位才可以正常工作!
直通开关:按下此按键后不打开 AOI 软件设备也会发送要板信号到上一站。