LsrNXT2.pdf - 第151页
4. 生产 QD142-09 132 NXT II 系统手册 条形码 ID 模式 通过读取粘贴在电路板上的条形 码 ID,机器切换到对应 ID 的 Job,然后进行生产。 另外,为了运用条形码 ID 模式,需要以下列举的 部件。 · 搬运轨道 · 条形码读取器 · Profiler FLP (CONTEC SB 20) · 电路板搬运控制箱 (FLP-C) 自动换线 (条形码 ID 模式)设定步骤 1. 请在辅助软件的 [ 机器功能设定…

QD142-09 4. 生产
NXT II 系统手册 131
4.12.5 供料器阻断功能
在验证功能 ON 状态下进行生产时,停止使用需要维修保养的供料器并指示操作者进行供料
器更换的功能。由此能够减少与供料器有关的错误发生。
另外,对没有实施维修保养的供料器即使进行验证也不会通过。
备注 )使用该功能时,必须安装 FujitraxV erifier 的选项产品
[Advanced Feeder Maintenance]。
供料器阻断功能的设定步骤
在 Fujitrax Verifier 的 Advanced Feeder Maintenance 中将供料器阻断功能设定为有效。
详细内容请参照 [Fujitrax Verifier 选项功能使用说明书 ] 的 [1.Advanced Feeder
Maintenance]。
使用供料器阻断功能的供料器更换向导
在生产中,当存在有超过 Advanced Maintenance 中设定的维修保养条件的供料器时,机器
就会停止使用供料器,并引导操作者进行供料器更换。
请卸下该供料器进行更换,或者进行维修保养后重新安装到机器上。
4.12.6 自动换线功能
自动换线功能就是支持少批量多品种的电路板生产时的换线系统。机器根据所载入的电路
板种类或生产计划来切换 Job。
自动换线功能存在着以下列举的 3 种模式。请选择其中一个。
· 条形码 ID 模式
· 生产顺序模式
· 手持式扫描器模式
关于自动换线功能的使用方法,请参照辅助软件操作手册 [ 第 4 章 自动换线功能 ]。
另外,在使用该功能时,需要以下的选项。
· 辅助软件:自动换线功能专用软件
· Fujitrax (V3.02 ~ ):Fujitrax Verifier 及 Fujitrax Profiler
4. 生产 QD142-09
132 NXT II 系统手册
条形码 ID 模式
通过读取粘贴在电路板上的条形码 ID,机器切换到对应 ID 的 Job,然后进行生产。
另外,为了运用条形码 ID 模式,需要以下列举的部件。
· 搬运轨道
· 条形码读取器
· Profiler FLP (CONTEC SB20)
· 电路板搬运控制箱 (FLP-C)
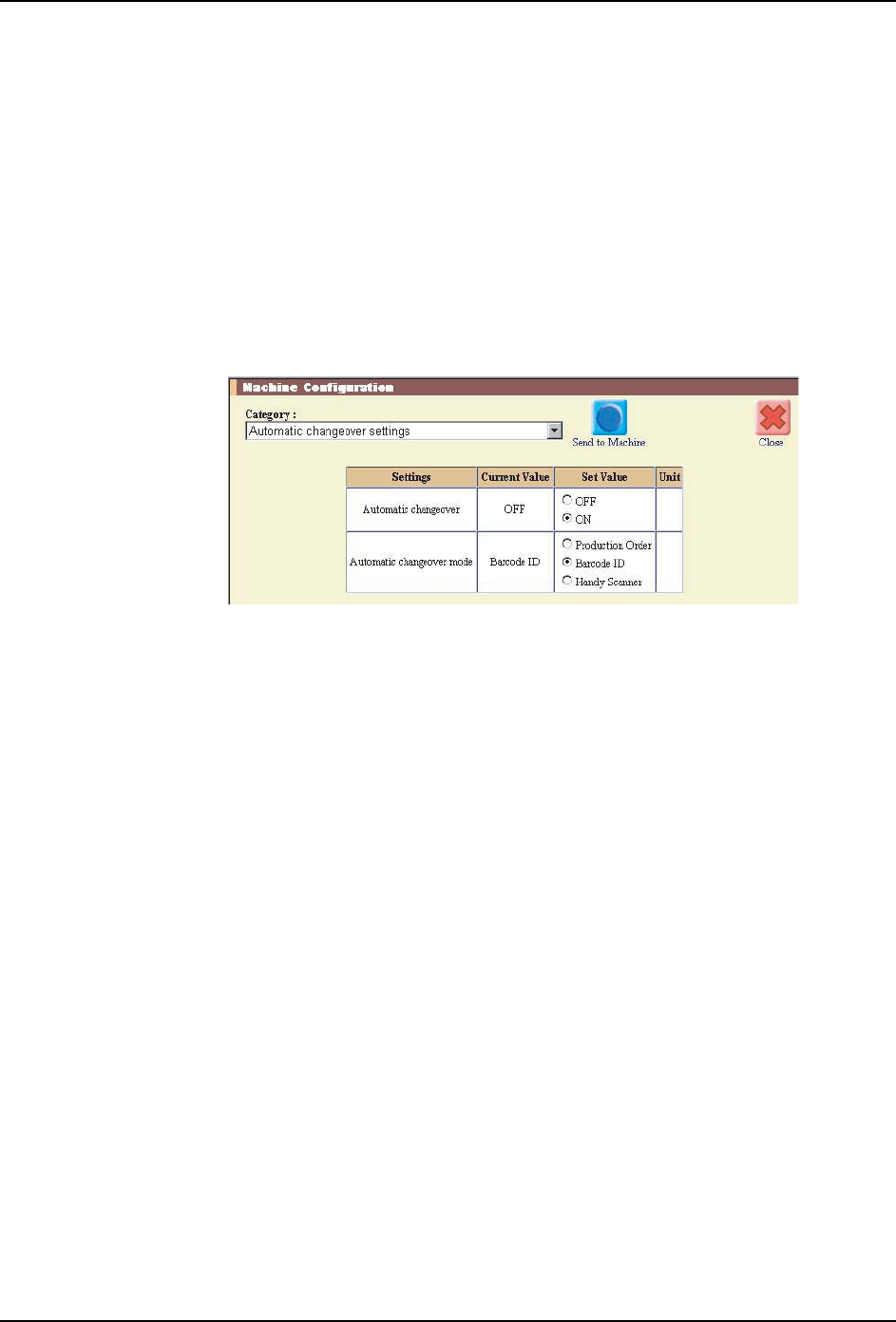
自动换线 (条形码 ID 模式)设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上,进行自动换线功能的模式设定。
·[ 自动换线功能 ON/OFF]:[ON]。
·[ 自动换线模式 ]:[ 条形码 ID]。
2. 创建电路板种类列表。
a. 从辅助软件的在线监视器切换到生产计划进展监视器,选择右上部页眉部的 [ 电路板
种类编辑 ]。
b. 请创建电路板种类列表。创建方法请参照辅助软件操作手册的 [ 第 4 章 4.5 编辑电路
板种类列表 ]。
3. 在 Fujitrax Profiler 的 Web 编辑器中选择 [ 电路板与电路板 ID 的相互联系 ]- 将 [ 扫
描 ID 错误时的电路板搬运 ] 设定为 [ 不搬运 ]。
自动换线功能 (条形码 ID 模式)的运用
1. 当载入电路板时读取的条形码 ID 中被指定了新的 Job 时,就会送出生产中的电路板,并
自动切换 Job。
2. 需要操作者进行更换工作头等的换线作业时,操作画面上显示换线向导。请根据向导进
行换线作业。
01SYS-0258E
QD142-09 4. 生产
NXT II 系统手册 133
生产顺序模式
如果存在根据生产计划被预约的 Job,通过操作者的操作能够进行换线的功能。
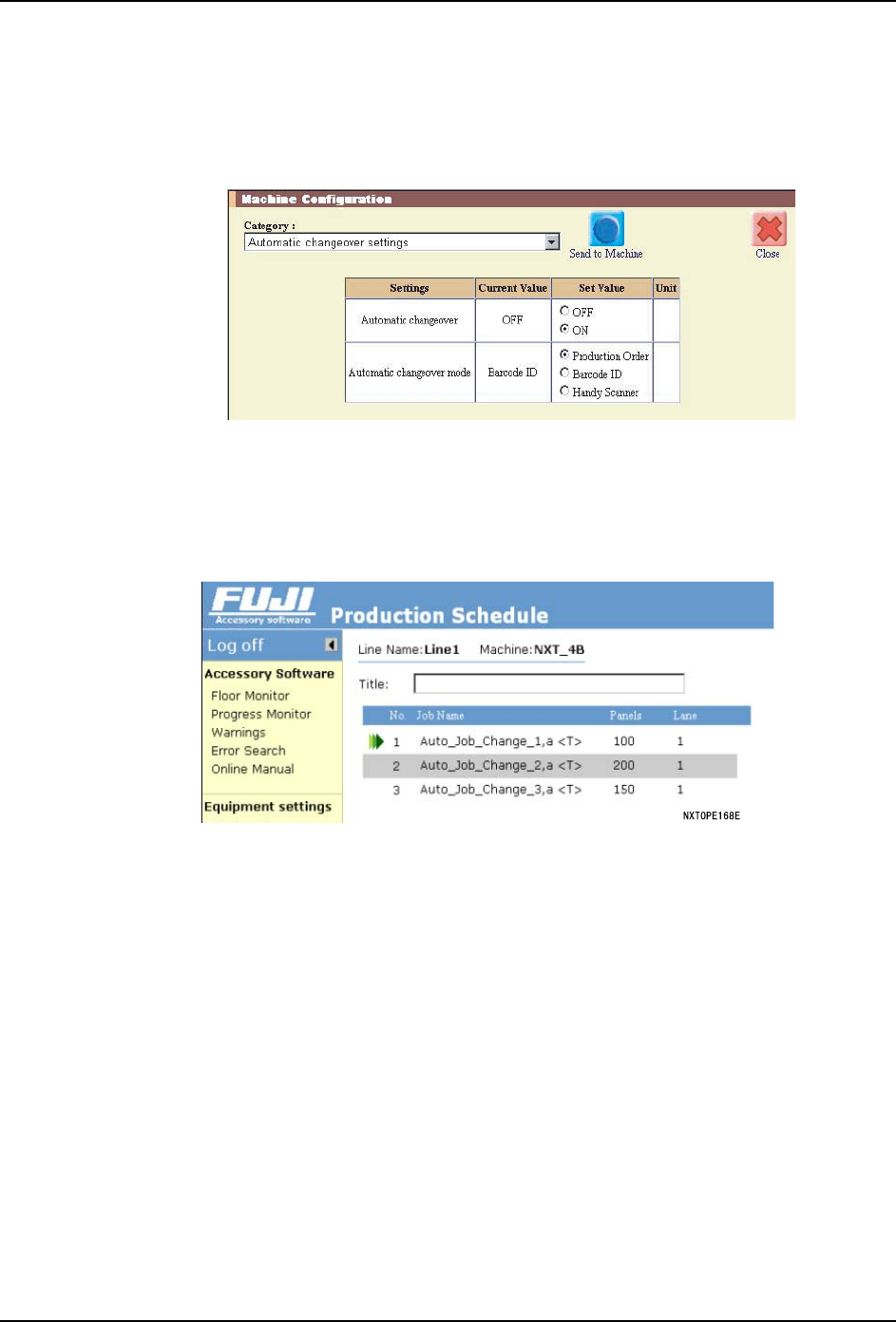
自动换线 (生产顺序模式)设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上,进行自动换线功能的模式设定。
·[ 自动换线功能 ON/OFF]:[ON]。
·[ 自动换线模式 ]:[ 生产顺序 ]。
2. 请在 [ 生产计划编辑 ] 画面中,设定生产计划。详细内容请参照辅助软件操作手册 [ 第
2章3.编辑进度表]。
01SYS-0259E