LsrNXT2.pdf - 第231页
4. 生产 QD142-09 212 NXT II 系统手册 4.12.28 对应三搬运轨道 三搬运轨道是一种拥有 3 个通道的电路板搬运轨道。 除了在模组内能够生产 3 块电路板, 也 对应双通道生产和单通道生产。 备注 )三搬运轨道对应了 NXT V5.12、FujiFlexa 4.4.0 或更高版本。 生产条件 生产线构成 a. M3-2 三搬运轨道模组 b. 2M-2 基座、4M-2 基座 未对应功能 a. 三搬运轨道模组没有对…
QD142-09 4. 生产
NXT II 系统手册 211
H04、H08、H12(S) 和 H12HS 工作头运用时的异常向导和解除方法
备注 )G04、OF 工作头也是相同的异常向导和解除方法。
a. 请按下 OK 按钮然后拉出模组。
b. 请在辅助软件中查看错误编码的内容及对策,正确地处置。
c. 确认工作头的 Z 轴。如果 Z 轴处在下降的状态,请用手使 Z 轴上升。
d. 请确认模组内是否有落下的吸嘴。如果吸嘴落下,请拆下吸嘴置放台然后重新安装所
落下的吸嘴。
e. 请安装吸嘴置放台。
f. 请插入模组。
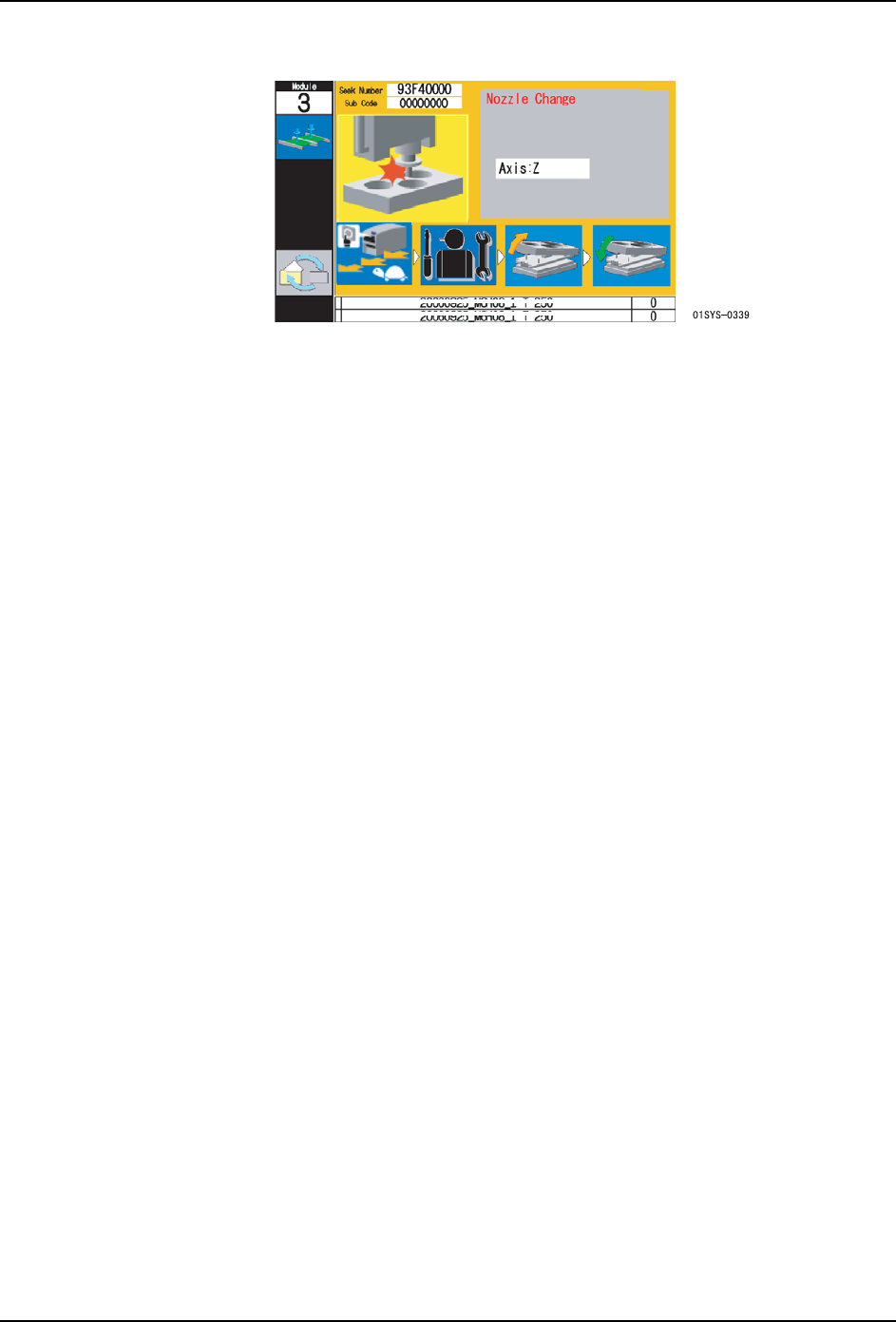
通过辅助软件解除吸嘴切换异常画面
吸嘴切换异常向导被显示后,如果不拉出模组就不能通过 READY ON 按钮来解除异常。根据
机器的停止状态,提供了如果不方便拉出模组时,通过辅助软件能够强制解除吸嘴切换异常
的功能。
通过辅助软件解除吸嘴切换异常向导画面的方法请参照 " 7.14.9 强制异常解除 "。
注意事项
1. 重新开始运转时,有可能发生 [ 不能够返回的吸嘴留在了吸嘴头上 ] 或 [ 吸嘴落下 ] 的
异常。
2. 在显示着吸嘴切换异常向导的时候,如果将机器的电源设置到 OFF,在重新启动机器之前
请点检模组内部,确认工作头与吸嘴置放台没有发生干涉。
4. 生产 QD142-09
212 NXT II 系统手册
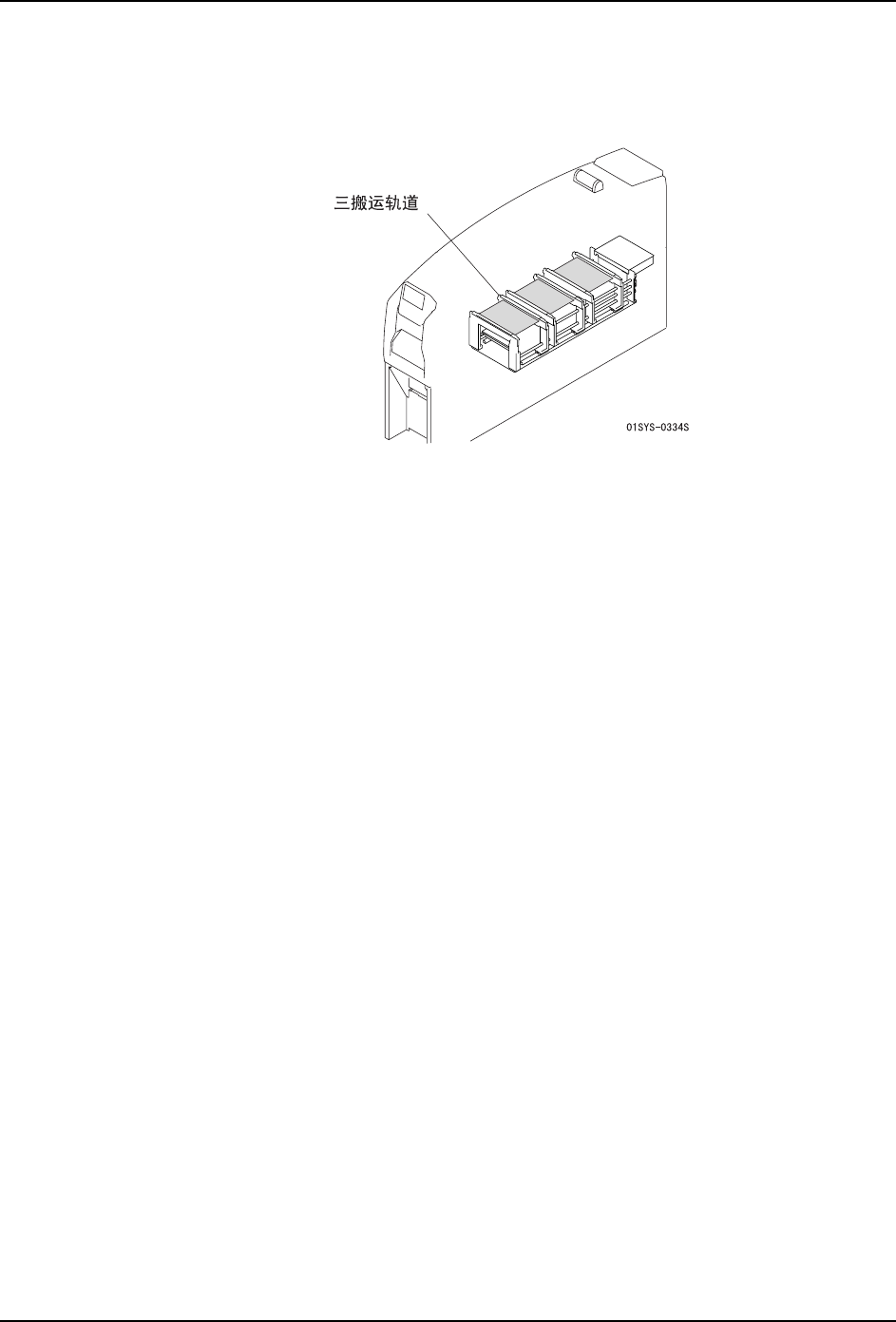
4.12.28 对应三搬运轨道
三搬运轨道是一种拥有 3 个通道的电路板搬运轨道。除了在模组内能够生产 3 块电路板,也
对应双通道生产和单通道生产。
备注 )三搬运轨道对应了 NXT V5.12、FujiFlexa 4.4.0 或更高版本。
生产条件
生产线构成
a. M3-2 三搬运轨道模组
b. 2M-2 基座、4M-2 基座
未对应功能
a. 三搬运轨道模组没有对应双模组生产。
b. 没有对应 GL 工作头。
c. 没有对应以下的功能。
·电路板夹紧力矩 - 软件设定
·自动支撑销配置功能
·自动换线功能
·根据电路板 ID 的子电路板跳过功能
d. 没有对应 Fujitrax Profiler。
QD142-09 4. 生产
NXT II 系统手册 213
三搬运轨道生产设定步骤
1. 进行 Job 的编辑。请设定 Machine Configuration 内的项目 [Conveyor Mode]。详细内容
请参照 NXT II 编程手册。
2. 在辅助软件的 [ 机器功能设定 ] 和 [ 模组功能设定 ] 画面上,请进行三搬运轨道的设定。
a. [ 机器功能设定 ] 画面
·[ 电路板搬运设定 ]-[ 设定通道 1 以外的搬运轨道宽度间隔 ]
·[ 电路板夹紧设定 ]-[ 电路板夹紧定时 (通道 3)]
b. [ 模组功能设定 ] 画面
·[ 电路板停止位置修正量 ]-[ 通道 3]
·[ 先行贴装元件高度设定 ]-[ 通道 3]
备注 )通过辅助软件的三搬运轨道的设定方法与进行双搬运轨道的通道 2 的设定方法相同。
但是,电路板搬运设定的如下项目变为无效。
·[ 通道 1 最大电路板宽度指定 ] 、·[ 通道 2 最大电路板宽度指定 ]、·[ 通道间间距设定 ]
使用三搬运轨道能够进行的生产模式
根据生产形态切换生产模式,能够提高生产效率。
备注 )如果没有按照这里所例举的生产模式开始生产,机器进行异常停止。
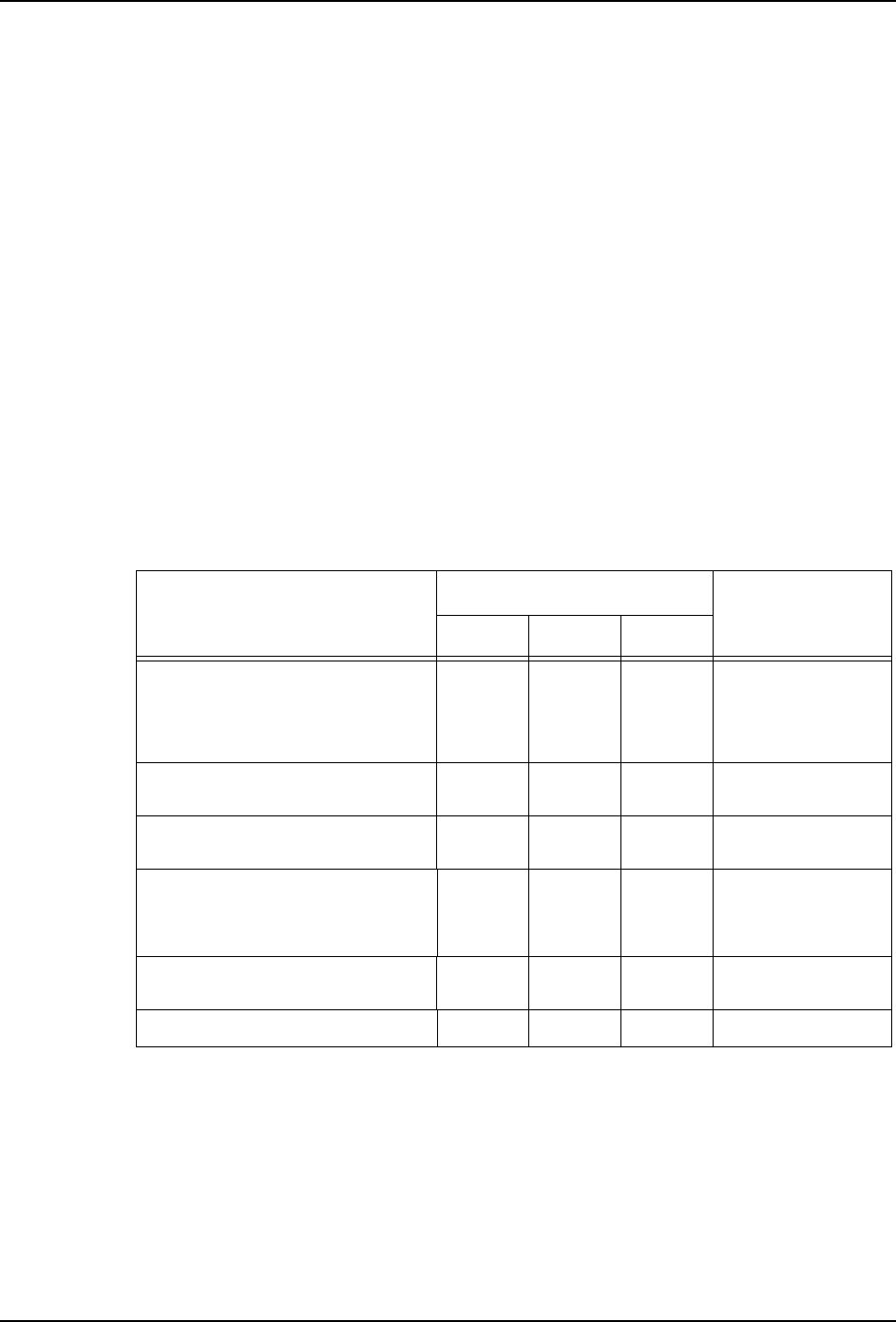
生产形态
生产 Job
生产模式
通道 1 通道 2 通道 3
贴装到电路板的正面和反面的元件点
数相差很大时:
元件点数多的一面放在通道 1、2 中
生产,点数少的一面放在通道 3 中生
产。
Job A Job A Job B
三通道生产
(不同的 Job)
在所有的通道中生产相同的电路板。 Job A Job A Job A
三通道生产
(相同的 Job)
在所有的通道中生产 3 种类型的电路
板。
Job A Job B Job C
三通道生产
(不同宽度的通道)
贴装到电路板的正面和反面的元件点
数相差不大时:
正面在通道 1 中生产,反面在通道 2
中生产。
Job A Job B - 双通道生产
在通道 1 和通道 2 中生产相同的电路
板。
Job A Job A - 双通道生产
只是在通道 1 中生产电路板。 Job A - - 单通道生产