LsrNXT2.pdf - 第177页
4. 生产 QD142-09 158 NXT II 系统手册 运用从补充用料盘箱的元件补充时的注意事项 1. 被排出的托架上存在没有用完的料盘,并且将该托架重新插入到补充用料盘箱中时, 请 务必进行料盘的吸取开始点指定。如果不进行吸取开始指定, 在吸取动作时就会出现错 误。 2. 在操作画面上显示从补充用料盘箱中取出托架的向导的时候, 补充用料盘箱的供应完成 按钮不起作用。请从料槽 12 中取出托架,然后按下操作面板的 OK 按钮,然后…
QD142-09 4. 生产
NXT II 系统手册 157
料盘元件补充
关于料盘元件补充向导和补充步骤,请参照 "4.7 向料盘单元 -LT 补充料盘元件 " 或者 "4.8
向料盘单元 -LTC 补充料盘元件 "。这里,对托架的料盘配置进行说明。
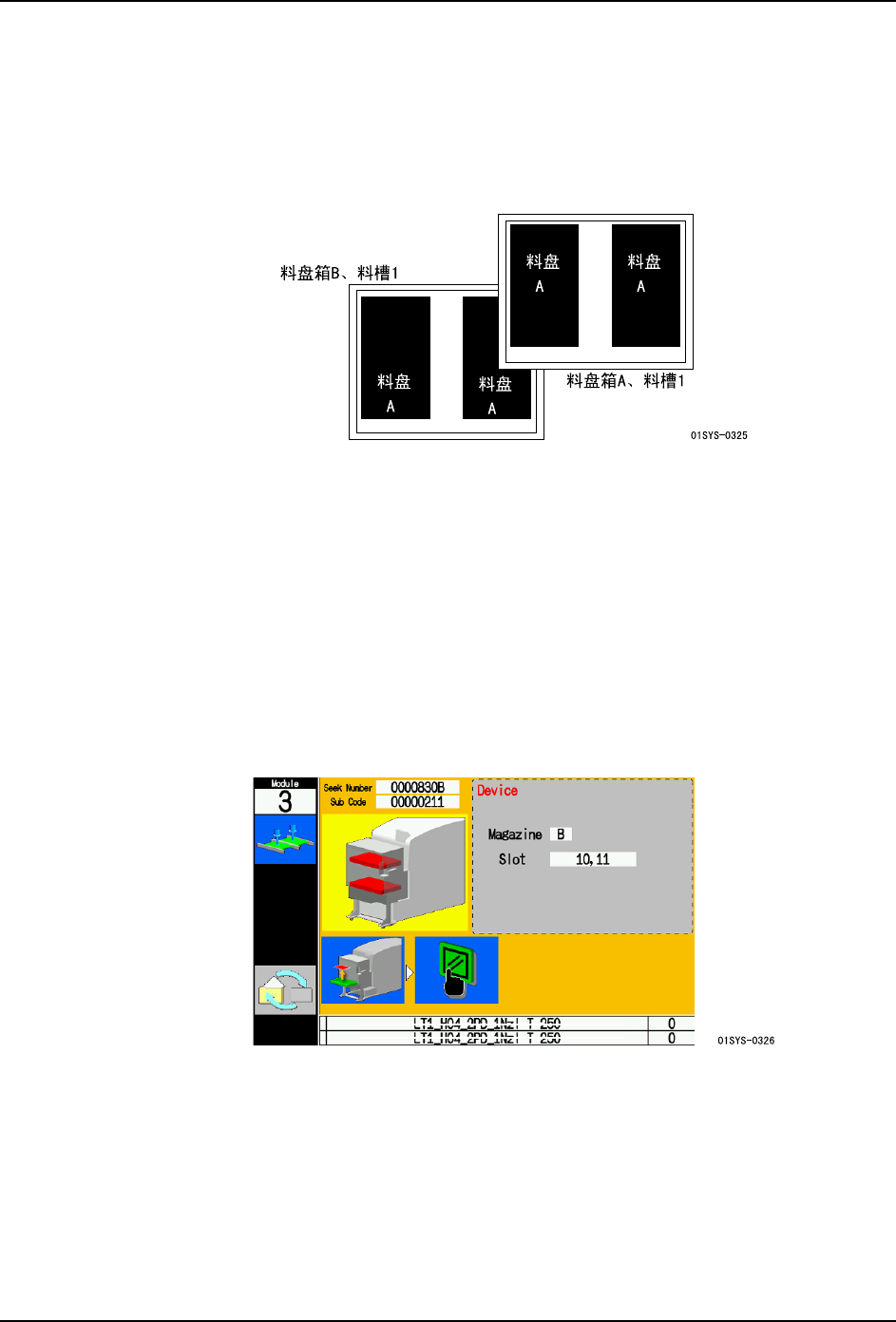
关于料盘配置 (料盘单元 -LT 时)
生产中,为了尽量避免没有用完的元件,建议在副料槽 1、2 中配置相同元件的料盘。
备注 )如果在一个托架上配置不同的元件料盘,当一方的料盘发生料尽时,托架就会退避到
料盘箱 B 的退避料槽,因此,出现没有用完的料盘。
关于来自补充用料盘箱的元件补充功能运用时的异常
以下说明运用从补充用料盘箱的元件补充功能时发生的异常及其对策。
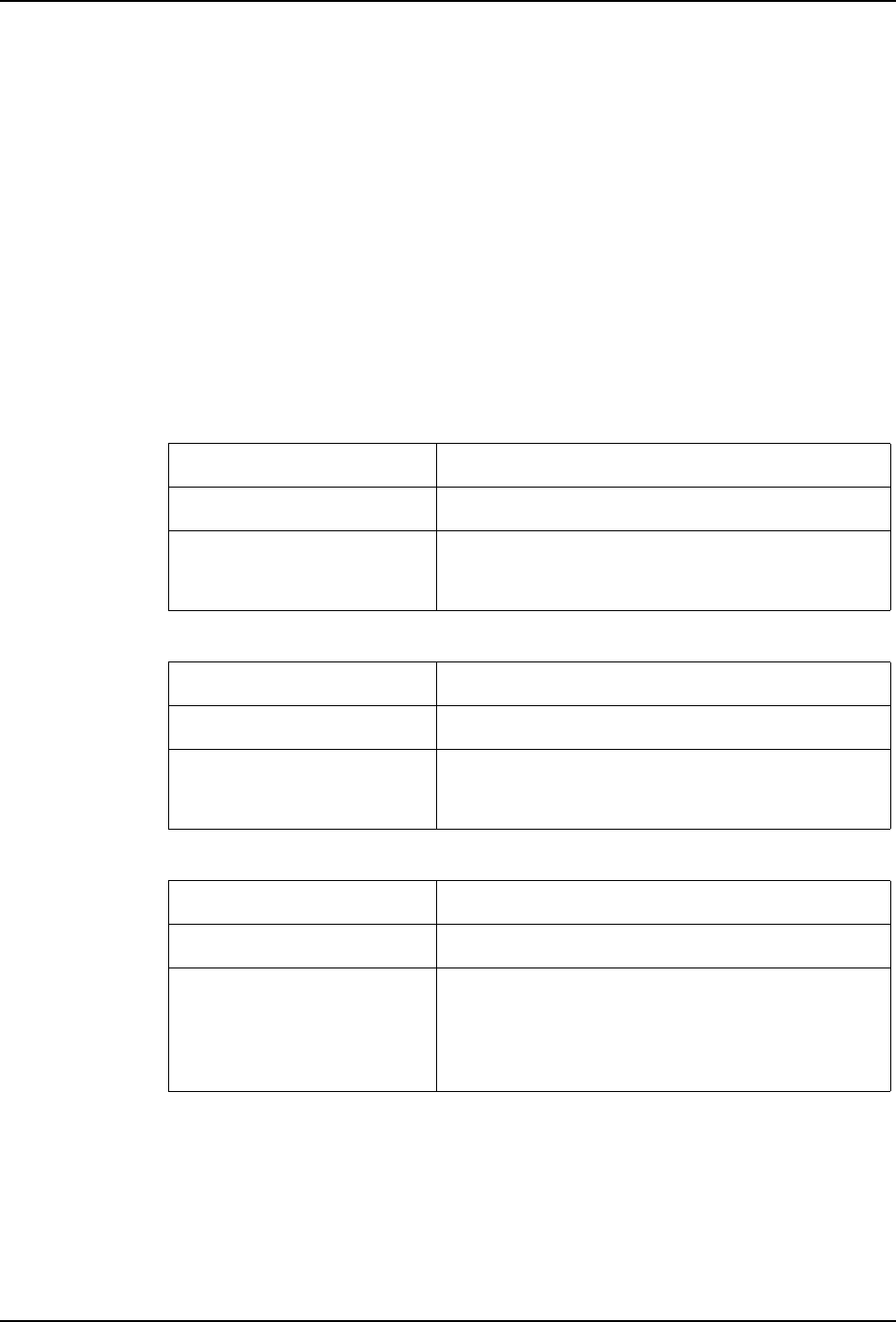
在补充用料盘箱的 Reserved 料槽中存在托架时
向补充用料盘箱补充料盘后,机器就会进行料盘的高度检查。这时,如果在以下的料槽中检
测出托架时,就会显示异常向导。
·料盘单元 -LT 时:10、11
·料盘单元 -LTC 时:11
a. 请打开补充用料盘箱的门,从画面上所显示的料槽中拔出托架。
b. 如果需要,重新安装到正确的料槽中。
c. 请关闭门,按下操作面板的 READY ON 按钮。

4. 生产 QD142-09
158 NXT II 系统手册
运用从补充用料盘箱的元件补充时的注意事项
1. 被排出的托架上存在没有用完的料盘,并且将该托架重新插入到补充用料盘箱中时,请
务必进行料盘的吸取开始点指定。如果不进行吸取开始指定,在吸取动作时就会出现错
误。
2. 在操作画面上显示从补充用料盘箱中取出托架的向导的时候,补充用料盘箱的供应完成
按钮不起作用。请从料槽 12 中取出托架,然后按下操作面板的 OK 按钮,然后按照下一
个向导进行操作。
3. 正在向补充用料盘箱补充料盘时,如果生产用料盘箱中发生补件极限时,就会在操作画
面上显示生产用料盘箱的补充向导。请根据向导补充元件,然后重新开始生产。
4. 如果补充用料盘箱中安装 OK 的料槽一个也没有时,不能按下供应完成按钮。
5. 如果在生产用料盘箱的料槽中设定了料站修正值时,托架更换后,设定值会被应用。另
外,如果在补充用料盘箱的料槽中设定了料站修正值时,设定值被无视。
QD142-09 4. 生产
NXT II 系统手册 159
4.12.11 料盘动态次料站补充 (料盘单元 -LT/LTC)
料盘动态次料站补充是料盘单元 -LT/LTC 的补充动作的一种。请将 2 个料盘箱设定为生产用
和补充用。运用该功能时,操作者向设定为次料站的空料槽补充元件。
使用该功能时,料盘单元 -LT/LTC 必须对应料盘动态次料站补充功能。
· 带条形码读取器的料盘单元
· 带 RFID 标签的托架
· Fujitrax V5.42 或更高版本
关于次料站料盘转换顺序
在料盘动态次料站补充中,转换到次料站料盘的顺序存在 3 种不同的动作。通过料站配置
(Job)和机器功能设定 (辅助软件),能够选择转换顺序。
α. 转换顺序 Α
b. 转换顺序 B
c. 转换顺序 C
生产料盘箱内的料盘配置
(Job)
在初始料站料盘的托架上配置次料站料盘。
料盘动态次料站补充设定 (机器
功能设定)
-
动作
1. 从初始料站料盘供应元件。
2. 料尽后,与补充料盘箱内的次料站料盘进行切换。
3. 使用切换后的料盘供应元件。
生产料盘箱内的料盘配置
(Job)
在与初始料站料盘的托架所不同的托架上配置次料站料
盘。
料盘动态次料站补充设定 (机器
功能设定)
生产料盘箱优先
动作
1. 从初始料站料盘供应元件。
2. 料尽后,与补充料盘箱内的次料站料盘进行切换。
3. 使用生产料盘箱内的次料站料盘供应元件。
生产料盘箱内的料盘配置
(Job)
在与初始料站料盘的托架所不同的托架上配置次料站料
盘。
料盘动态次料站补充设定 (机器
功能设定)
补充料盘箱优先
动作
1. 从初始料站料盘供应元件。
2. 料尽后,与补充料盘箱内的次料站料盘进行切换。
3. 使用切换后的料盘供应元件。
(*) 等到补充料盘箱内的次料站料盘全部用完后,使用生
产料盘箱箱内的次料站料盘。