LsrNXT2.pdf - 第218页
QD142-09 4. 生产 NXT II 系统手册 199 动作的特征 按照各自的设定,说明动作的特 征。 仅使用一侧通道的生产时 仅对进行生产的通道,进行电路 板的取入。 [ 必须先送出先取入的电路板 ] 的设定, 与通道 1 和通道 2 的电路板在交替, 或者同时进行 搬运时的动作无关。是一个为了 将先取入的电路板先送出的设定。 因此,如果仅在通道中 1 取入电路板时,则变成仅在 通道 1 上进行生产。 生产中一侧通道上使用的元件…
4. 生产 QD142-09
198 NXT II 系统手册
4.12.23 对应电路板送出顺序的设定
在进行双通道生产或三通道生产时,可以从以下 2 项中选择各自通道中所生产的电路板的送
出顺序。
·[ 在可生产的通道中进行生产后送出电路板 ]
·[ 必须先送出先取入的电路板 ]
初始设定为 [ 在可生产的通道中进行生产后送出电路板 ],各自通道中所取入的电路板在生
产完成后就被送出。此时,如果因料尽等的原因而中断了一侧通道的生产时,由于另一侧通
道继续生产,因此不能保证生产线平衡。
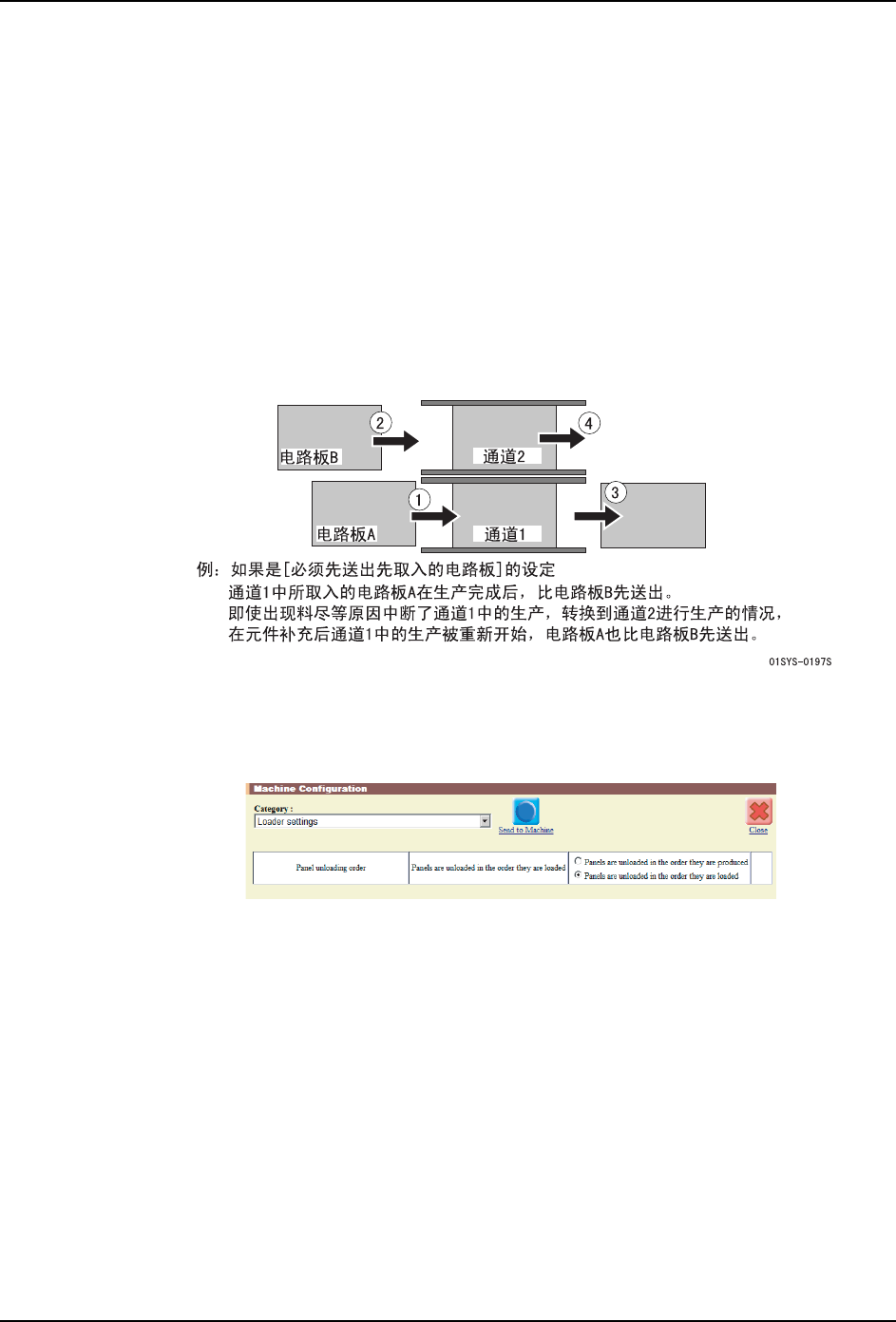
如果选择了 [ 必须先送出先取入的电路板 ] 时,由于是按照取入顺序送出电路板,因此能够
保证通道 1 和通道 2 间的生产线平衡。
请结合生产形态,设定电路板的送出顺序。
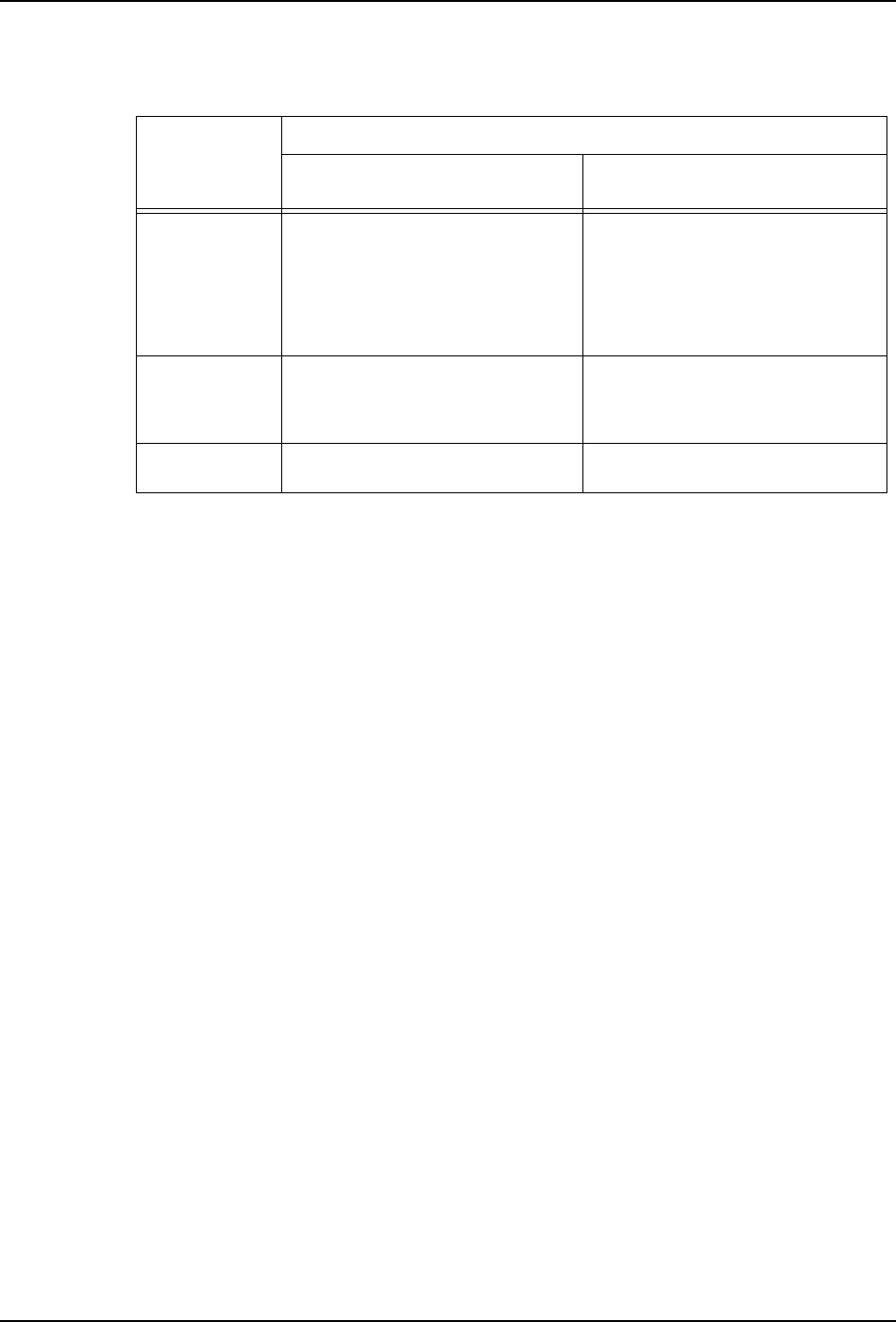
电路板送出顺序的设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上,进行电路板搬运的设定。
·[ 生产电路板的送出顺序 ]:请选择送出顺序。
备注 )初始设定为 [ 在可生产的通道中进行生产后送出电路板 ]。[ 必须先送出先取入的电路
板 ] 的设定即使是对传送模式和故障时的应用也有效。
01SYS-0198E
QD142-09 4. 生产
NXT II 系统手册 199
动作的特征
按照各自的设定,说明动作的特征。
仅使用一侧通道的生产时
仅对进行生产的通道,进行电路板的取入。
[ 必须先送出先取入的电路板 ] 的设定,与通道 1 和通道 2 的电路板在交替,或者同时进行
搬运时的动作无关。是一个为了将先取入的电路板先送出的设定。
因此,如果仅在通道中 1 取入电路板时,则变成仅在通道 1 上进行生产。
生产中一侧通道上使用的元件无库存时
如果中断对于一侧通道的元件补充后,则生产不能继续进行。并且,另一侧通道上的生产也
会停止。
此时,请按照以下方法重新开始生产。
·除去元件无库存通道上的电路板
1. 执行手动指令模式的 [ 电路板除去指令 ],将无库存通道上的电路板除去。将此通道上被
搬运的所有电路板从生产线上除去。
2. 重新开始生产。机器仅在可以进行生产的通道上继续进行生产。
·进行料站跳过
1. 启动 MEdit 进行料站跳过功能的设定。指定无库存元件的跳过。
2. 重新开始生产。在不进行无库存元件贴装的状态下继续进行生产。
3. 在库补充之后,请用手安装跳过的元件等。
动作
设定值
在可生产的通道中进行生产后送
出电路板
必须先送出先取入的电路板
按PP周期的
通道切换控制
在进行先取入的生产中,当发生
料尽时,就会在后取入的电路板
的通道中开始生产。
即使进行了元件补充,在后取入
的电路板的通道中发生料尽或完
成生产之前,不会返回到原通道
中的生产。
在进行先取入的生产中,当发生
料尽时,就会在后取入的电路板
的通道中开始生产。
当进行了元件补充后,就会按照
PP 周期时间中断后取入的电路板
的生产,并返回到原通道中的生
产。
电路板的送出
等待控制
依次送出完成了生产的电路板。 按照取入顺序,送出电路板。
后取入的电路板即使完成了生产,
也要等到先取入的电路板被送出
后才送出。
有效的生产形
态
同名 Job 下的双通道生产 异名 Job 的双通道生产

4. 生产 QD142-09
200 NXT II 系统手册
4.12.24 间隔停止功能
间隔停止功能是指事先指定电路板的生产块数,运转开始后当生产块数达到了此指定数量
时,机器会周期停止的功能。生产的间隔设定,对于浸渍助焊剂单元或 GL 工作头等进行定
期维修保养等时有效。
间隔停止功能的设定步骤
1. 请在辅助软件的 [ 模组功能设定 ] 画面上,进行间隔停止设定。
备注 )
1.设定前的电路板取入数的计数将被清除。
2.使用双模组生产时,请仅对前工序侧的模组进行间隔停止设定。
·[ 电路板块数设定 ]:[0] ~ [9999] (指定块数)。
·[ 停止信息 ]:请输入停止目的。
备注 )在 [ 停止信息 ] 中请按照半角输入 [A ~ Z],[0 ~ 9],[_],[.],[-]。1 文字以上 30
文字以下。
间隔停止功能的运用
设定了间隔停止后,操作画面上的状态区域会变化如下。
01SYS-0199E
6<66
⬉䏃ᵓ䅵᭄䯈䱨ذℶ⬉䏃ᵓ᭄䞣