LsrNXT2.pdf - 第390页
QD142-09 7. 辅助软件 NXT II 系统手册 371 7.13 取得机器信息 在机器的使用中发生了不能解决的问题时 ,从 机器获取跟踪数据和影像信息可以有助于解 决问题。 7.13.1 跟踪数据的取得 跟踪数据的获取分 2 个阶段进行。 首先, 通过服务器获取 来自模组的跟踪数据, 然后通过本 地 PC 获取服务器所获取的跟踪数据。 有关跟踪数据的取得方法, 请参照 [FUJ I 辅助软件操作手册 (在线手册) ]的[第6章…
7. 辅助软件 QD142-09
370 NXT II 系统手册
4. 在各个项目中进行必要的设定。如果选择多台模组并且各个模组的设定内容不同时,不
能同时显示各自的设定内容。有关设定内容的详细情况,请参考 NXT 辅助软件操作手册
(在线手册)。
5. 设定结束后单击 [ 设定到机器 ],将新的设定内容传输给机器。传输期间,操作画面变为
显示传输。完成设定的传输后,就会显示传输结束信息。
6. 结束传输后,单击 [ 关闭 ]。
Profiler 用的电路板 ID 的
读取条件设定
设定亮灯方法及快门速度。
胶着剂涂敷控制设定 进行 GL 工作头运用时的各种设定。
吸嘴统计异常的设定 进行异常时吸嘴切换的 ON/OFF 设定。
浸渍动作设定 进行浸渍助焊剂单元运用时的各种设定。
带有校正台的加压控制设定 进行带有校正台的加压控制的 ON/OFF 设定。
电路板停止位置补正功能 进行电路板停止位置功能的 ON/OFF 设定。
贴装点数确认功能 进行元件贴装点数确认功能的 ON/OFF 设定。
间隔停止设定 运用间隔停止功能时,指定电路板的生产块数。
简易定期吸嘴切换设定 运用简易定期吸嘴切换功能时,指定电路板的生
产块数。
料盘单元设定 设定从料盘单元的不同的料盘位置吸取元件时的
压入量(Z轴下方)。
指定是否使用了料盘吸取器。
信号塔使用设定 设定是否使用信号塔。
种类 说明
QD142-09 7. 辅助软件
NXT II 系统手册 371
7.13 取得机器信息
在机器的使用中发生了不能解决的问题时,从机器获取跟踪数据和影像信息可以有助于解
决问题。
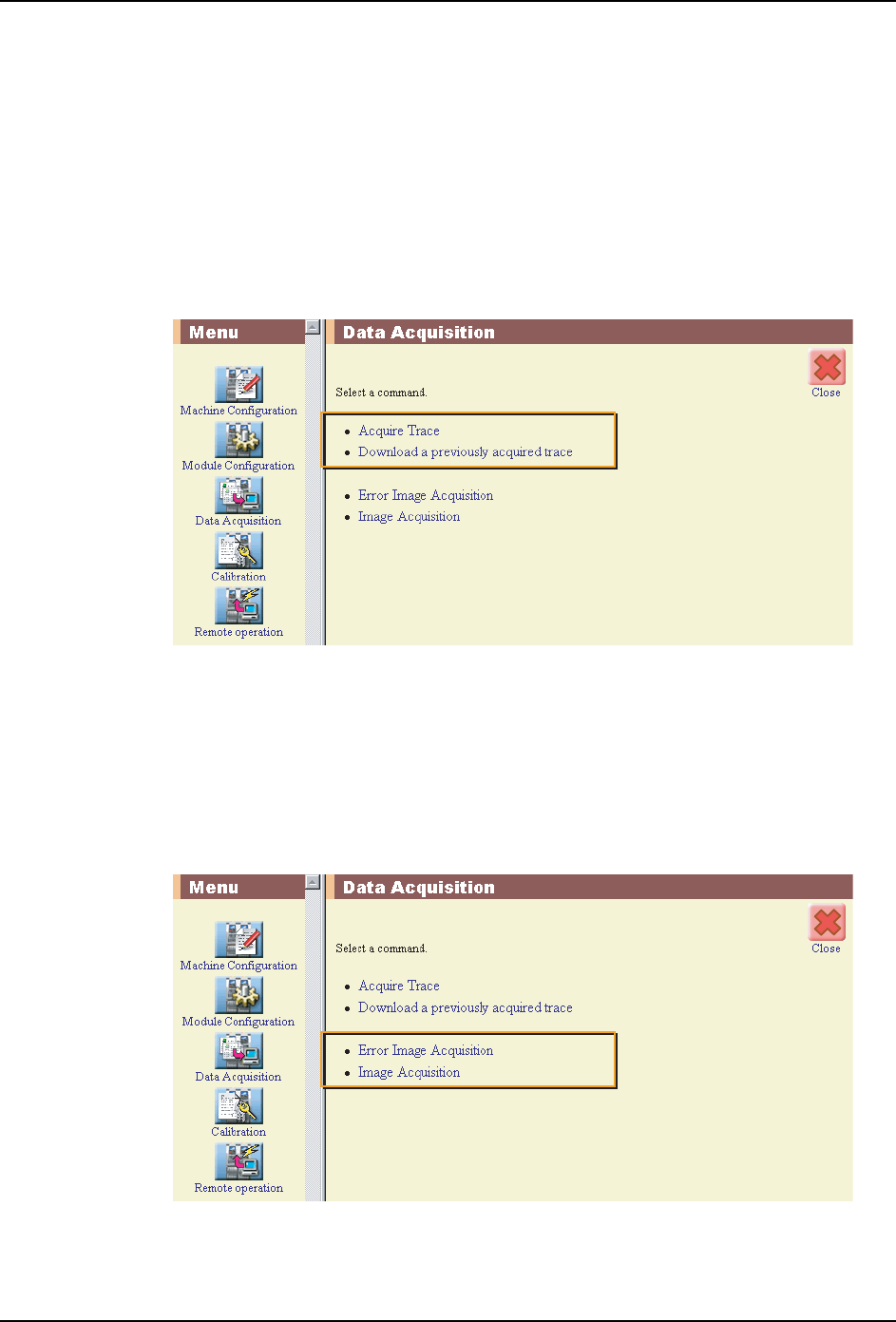
7.13.1 跟踪数据的取得
跟踪数据的获取分 2 个阶段进行。首先,通过服务器获取来自模组的跟踪数据,然后通过本
地 PC 获取服务器所获取的跟踪数据。
有关跟踪数据的取得方法,请参照 [FUJI 辅助软件操作手册(在线手册)]的[第6章机器
设定软件 ]-[4 机器的跟踪 ]。
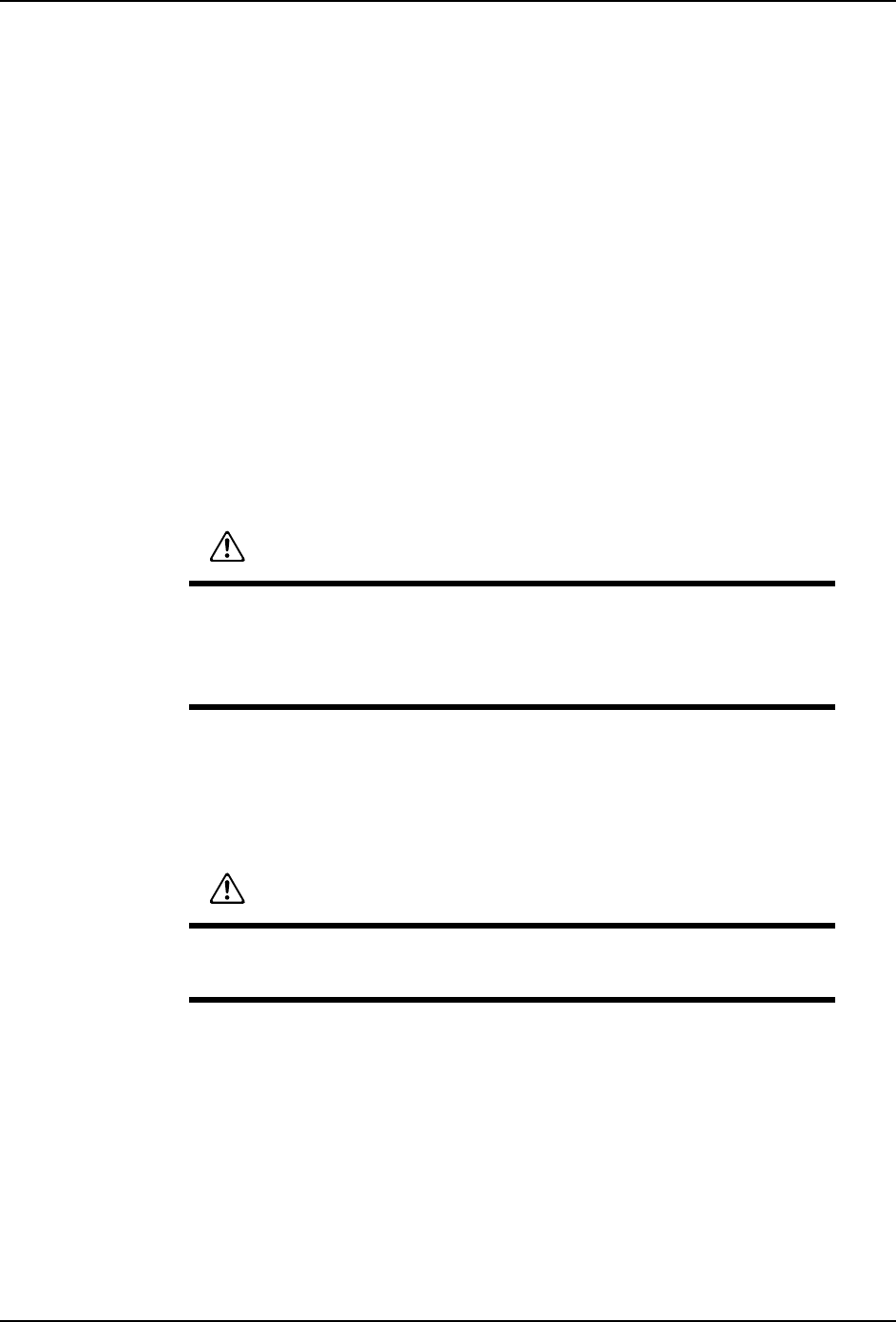
7.13.2 影像信息的取得
在生产中发生影像处理错误时,发生错误的元件的影像信息有助于故障排除。从机器上获取
元件的影像信息存在着 2 种模式 (仅仅显示发生错误的影像信息和显示模组内的所有的影
像信息的模式)。使用 Imageviewer 软件后,就可以显示已下载的影像信息。
有关跟踪数据的取得方法,请参照 [FUJI 辅助软件操作手册(在线手册)]的[第6章机器
设定软件 ]-[5 影像处理错误的故障排除 ]。
NXTAS0022aE
NXTAS0023aE
7. 辅助软件 QD142-09
372 NXT II 系统手册
7.14 远程操作
7.14.1 NXT-2 单元软件的版本更新
选择远程操作菜单中的 [ 软件版本更新 ],更新被搭载到机器上的各单元软件的版本。
操作方法请参照 "9.2 NXT-2 单元软件的版本更新 "。
7.14.2 控制软件的版本更新
选择远程操作菜单中的 [ 机器应用程序版本更新 ],更新机器的控制软件的版本。
操作方法请参照 "9.1 控制软件的版本更新 "。
7.14.3 模组的松开
以下说明松开模组时的步骤。
进行了该操作后,就能够从机器中一次拉出超过了安全限制的数量的模组,是极其危险的。
在松开模组时,请务必在进行安全确认以后再进行操作。
1. 选择要松开的模组,然后单击 [ 远程操作 ]。
2. 单击 [ 模组的松开 ]。
3. 单击 [ 开始 ] 后,就会将远程指令传输给机器。
4. 确认了安全后,按下所选择的模组的操作面板的 OK 后,就会松开模组。
7.14.4 模组的夹紧
以下说明夹紧模组时的步骤。
通常,将模组推入到基座上后,模组就会自动被夹紧。但是,尽管没有发生错误但模组仍然
不能自动地夹紧时,进行以下的操作,可以将模组强制性地夹紧。
警告
将几台模组处于半拉出状态时, 被拉出的台数有限制 (4M-2c 基座上 M3-
2c 模组到 2 台为止)。
超过限制台数将模组拉出时, 机器整体会向前倾斜,有可能造成身体受
伤等。
注意
请不要把手或身体放入机器侧盖和基座之间的缝隙中。在拉出模组、松开
模组时有可能挤压手指而受伤。