LsrNXT2.pdf - 第156页
QD142-09 4. 生产 NXT II 系统手册 137 11.在进行从单模组 生产自动换线到双模 组生产时,在配对的模组侧处于 切换到了双模组生 产 Job 的状态下 将电源变成 [OFF] 后,即 使再次开始运转,在配 对的模组中 Job 也不 会 切换。 请在全部送出了 在单模组中生产的电路板后, 按照 8. 项的步骤切换到进行双模组 生产的 Job 。 12.自动换线功能应用 中,如果所预约的 Job 一块电路板也没有生产 …

4. 生产 QD142-09
136 NXT II 系统手册
利用自动换线时的注意点
在自动换线功能的模式中有生产顺序、条形码 ID、手持式扫描器的 3 中类型。利用自动换
线功能时,请注意以下几点
1. 在自动换线进行到中途的模组的状态下关闭了主开关时的复原作业如下。
a. 重新启动机器后,从后工序的模组开始启动送出电路板。
b. 如果 M6 的电路板被送出后,启动 M5 模组送出电路板。
c. 如果全部模组的电路板被被送出后,机上切换还没有进行 Job 切换的 M5 到 M8 的 Job。
2. 如果现生产中没有 Job 时,请通过 Fuji Flexa 传输 Job。
3. 请在确认了进行自动换线的 Job 是否适合机器的构成后,传输 Job。
4. 如果自动换线的模式是 [ 条形码 ID] 时,请不要在安装有条形码读取器的搬运轨道与开
头模组之间设置缓冲搬运轨道。
5. 在自动换线功能的应用中,不能通过 Fuji Flexa 传输预约 Job。自动换线系统会自动传
输预约 Job,或者请在 [ 生产计划进展监视器画面]的[次生产进度表变更]中进行预约。
6. 在自动换线功能的应用中,模组处于作业等待时不能切换到预约 Job。机器上能够 Job 切
换的模组只是按 [ 生产顺序 ] 的模式运转着的开头模组。
7. 在决定了自动换线中使用的 Job 后,请不要进行编辑。自动换线应用中的机器当决定了
接下来使用的 Job 时,就会在后台读入该 Job。操作者可以在机器上或辅助软件中确认后
台是否在读入。
8. 如果现生产的 Job 消失时,请按照以下步骤进行恢复。
a. 在辅助软件的机器功能设定中,将自动换线功能变成 [OFF]。
b. 将现生产使用的 Job 作为次生产,并通过 Fuji Flexa 传输。
c. 在机器的操作画面上将所传输的 Job 切换成现生产。
d. 在机器功能设定中,将自动换线功能变成 [ON]。
9. 当进行 CPU 盒的更换时,如果没有通过自动诊断指令取得备份,现生产 Job、预约 Job 将
被删除。请通过上述方法进行恢复。
10.将自动换线功能从 [OFF] 变到 [ON] 时,预约 Job 被删除。另外,在送出电路板时,后工
序的模组如果没有变成被送出的电路板的生产 Job 时,在进行了 Job 的切换后送出电路
板。

QD142-09 4. 生产
NXT II 系统手册 137
11.在进行从单模组生产自动换线到双模组生产时,在配对的模组侧处于切换到了双模组生
产 Job 的状态下将电源变成 [OFF] 后,即使再次开始运转,在配对的模组中 Job 也不会
切换。请在全部送出了在单模组中生产的电路板后,按照 8. 项的步骤切换到进行双模组
生产的 Job。
12.自动换线功能应用中,如果所预约的 Job 一块电路板也没有生产时,不能将该 Job 切换
成别的 Job。请在全部送出了生产中的电路板的状态下,进行预约 Job 的变更。
13.不能与模组故障时的搬运轨道搬运应用功能一起使用。
14.没有对应空运转。
15.搭载了三搬运轨道的模组没有对应自动换线功能。
4. 生产 QD142-09
138 NXT II 系统手册
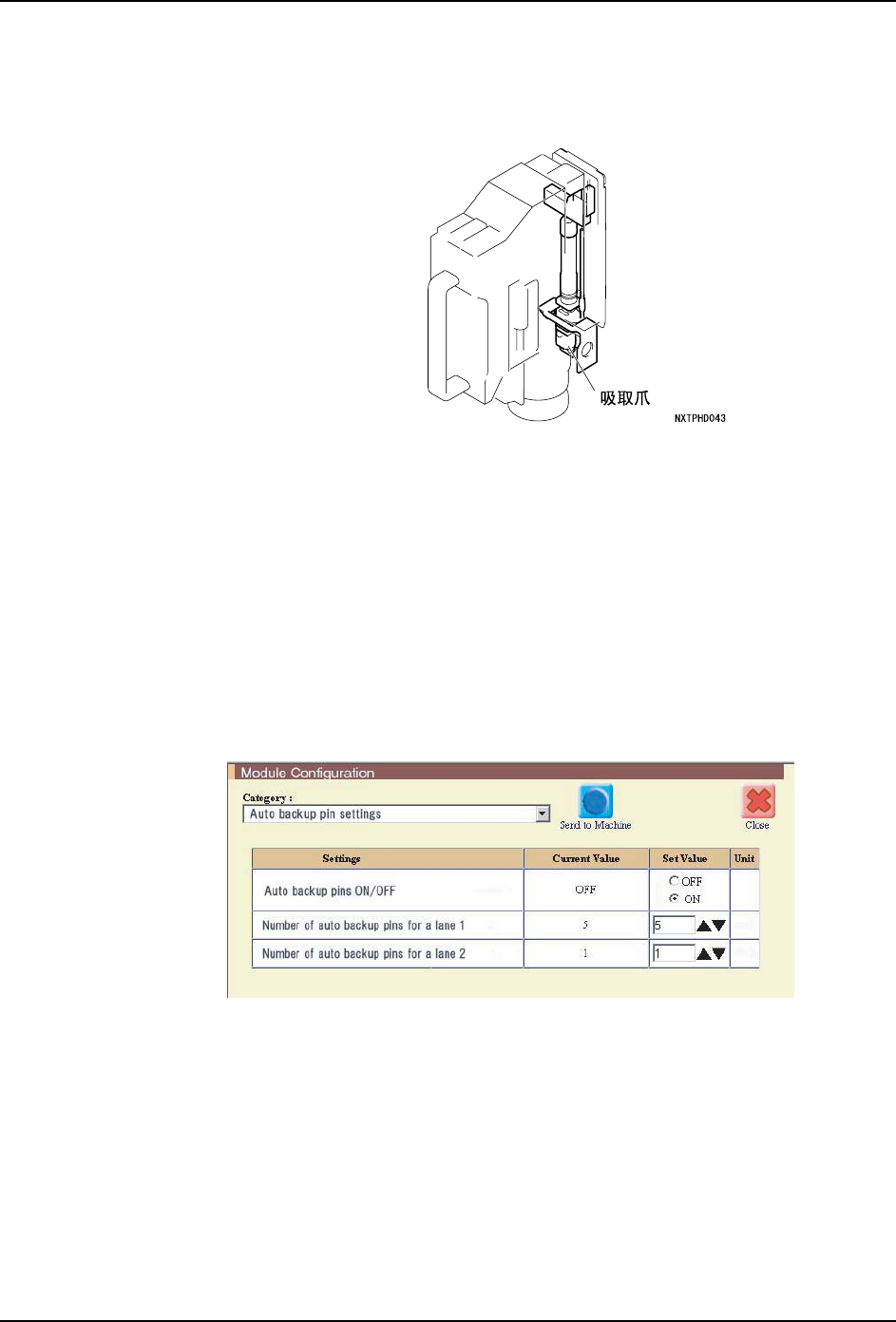
4.12.7 自动支撑销配置功能
内藏在贴装工作头中的吸取器进行支撑销的吸取,并配置到支撑板上的功能。使用该功能
时,贴装工作头及搬运轨道必须支持自动支撑销配置功能。
· 贴装工作头:具有支撑销配置用吸取器的工作头
· 搬运轨道:具有销支架的搬运轨道
· 支撑板:支持支撑销自动配置的支撑板
另外,建议与电路板停止位置补正功能同时使用。
自动支撑销配置功能设定步骤
1. 进行 Job 的编辑。请设定 Machine Configuration 内的项目 [BackupPlate]。详细内容请
参照 NXT-2 编程手册。
2. 请在辅助软件的 [ 机器功能设定 ] 画面上,进行自动支撑销配置功能的设定。
· [ 自动支撑销 ON/OFF]:[ON]。
· [ 通道 1 中的自动支撑销的使用数 ]:生产中要使用的支撑销数量(1 ~ 20 个)。
· [ 通道 2 中的自动支撑销的使用数 ]:生产中要使用的支撑销数量(1 ~ 20 个)。
· [ 通道 3 中的自动支撑销的使用数 ]:生产中要使用的支撑销数量(1 ~ 20 个)。
01SYS-0263E