LsrNXT2.pdf - 第186页
QD142-09 4. 生产 NXT II 系统手册 167 4.12.13 设定料盘单元吸取压入量 安装在料盘单元内的料盘存在微 小的弯曲。 考虑到这个因素, 设定了料盘元件吸取时 的吸嘴 压入量 (1.0 mm) ,由 于各单元的弯曲量不同,有可能不 能取得合适的压入量。 在辅助软件的 [ 单元吸取压入量设定 ] 中,根据料盘单元,能够在 -2.00 ~ +2.00 mm 的范 围内设定吸嘴的吸取压入量。 辅助软件的设定 请在 [ …
4. 生产 QD142-09
166 NXT II 系统手册
供应部中有移动目的地不明的料盘时
虽然操作者进行了向供应部补充料盘,但是被补充的托架移动目的地的料槽不明确时,显示
以下的异常向导。
a. 请取出补充给供应部的托架。
b. 按下操作面板的 READY ON 按钮。
运用无停止供应功能时的注意事项
1. 当测出放置在供应部的料盘元件高度检查异常时,虽然机器会将料盘托架返回到供应
部,但是 KIT Handy 上仍显示 [SetOK]。请确认料盘元件高度,重新使用 KIT Handy 进行
验证。
2. 当进行了以下形式的 Job 切换后,可能机器侧与 KIT Handy 侧的状态不同。因此在 Job
切换后,当机器处于 START 等待状态时,请根据 KIT Handy 的显示进行验证。
3. 在同时应用无停止供应功能与料站跳过功能时,请不要跳过料槽 21 的料盘元件。已指定
了跳过时,请执行手动模式的电路板排出指令。
Job 变更前 Job 变更后 将 Job 复原
Job JOB A Slot-1 使用 JOB B Slot-1 使用 JOB A Slot-1 使用
NXT-2 机器 Set OK 未使用 料站注解不一致
KIT Handy Set OK 未使用 未检查
QD142-09 4. 生产
NXT II 系统手册 167
4.12.13 设定料盘单元吸取压入量
安装在料盘单元内的料盘存在微小的弯曲。考虑到这个因素,设定了料盘元件吸取时的吸嘴
压入量 (1.0 mm),由于各单元的弯曲量不同,有可能不能取得合适的压入量。
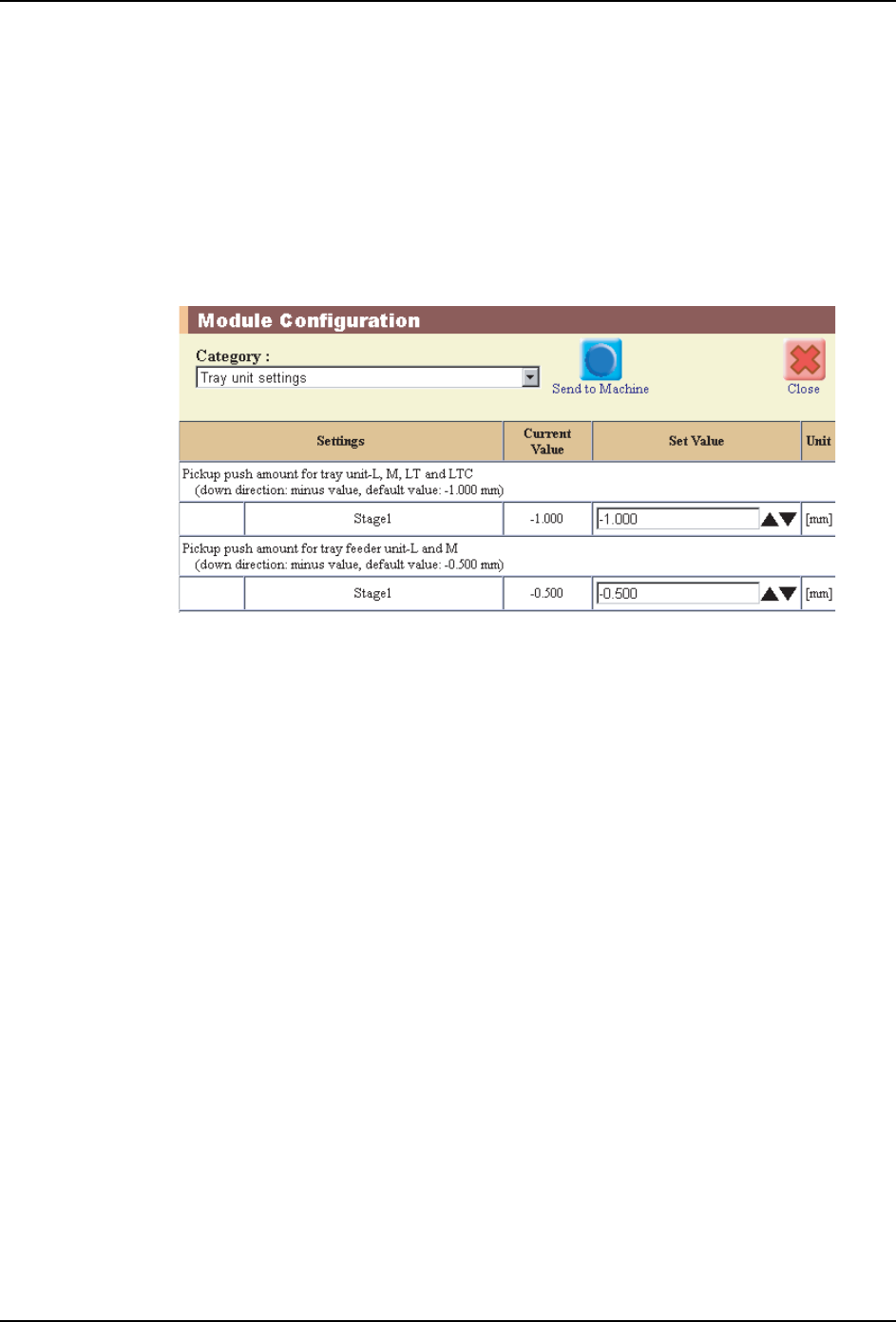
在辅助软件的 [ 单元吸取压入量设定 ] 中,根据料盘单元,能够在 -2.00 ~ +2.00 mm 的范
围内设定吸嘴的吸取压入量。
辅助软件的设定
请在 [ 模组功能设定 ] 画面上进行料盘单元设定。
·[ 料盘吸取压入量设定 ]:[-2.00 ~ +2.00 mm]
4. 生产 QD142-09
168 NXT II 系统手册
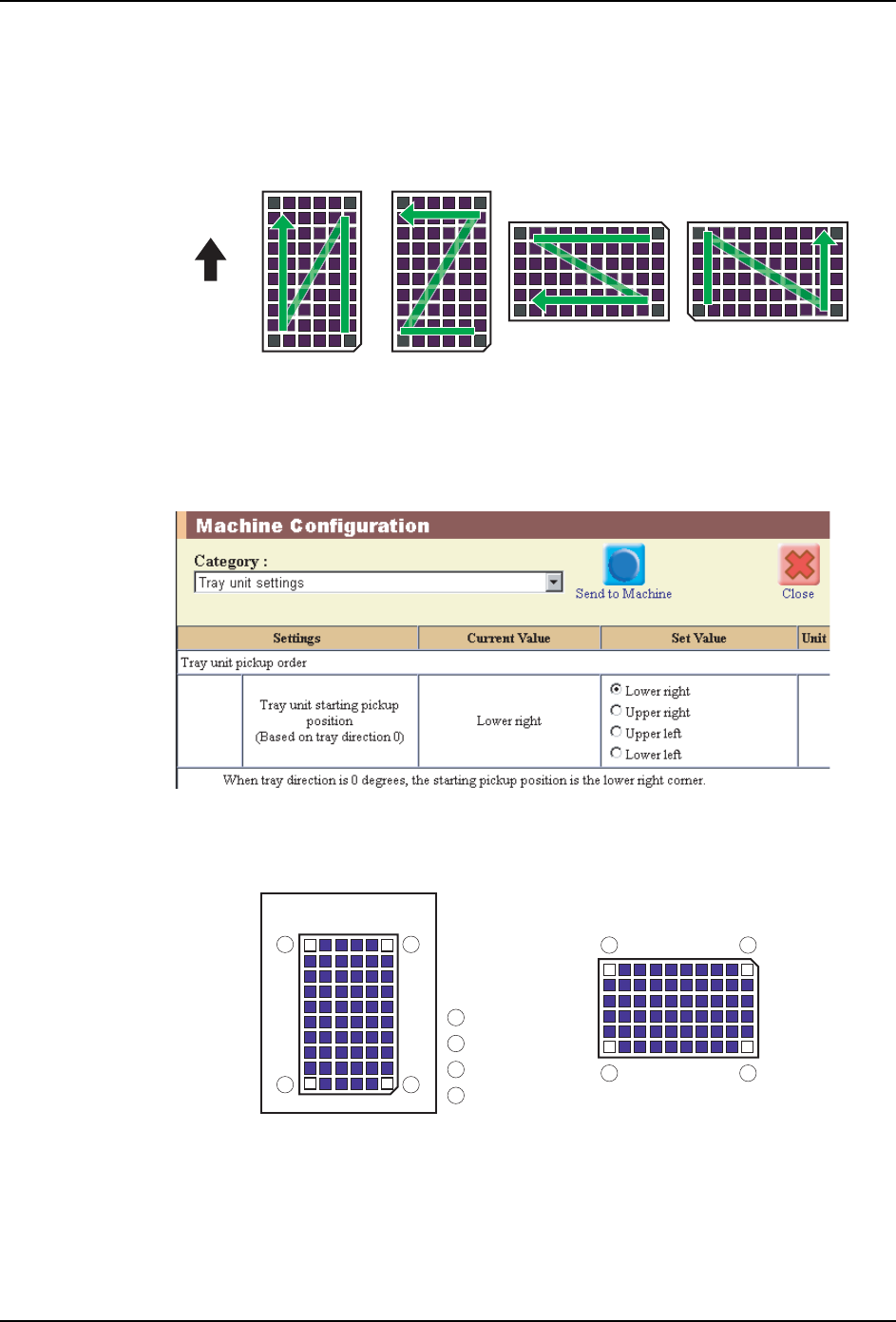
4.12.14 设定料盘单元吸取顺序
料盘元件的吸取顺序有可能与其他公司的机器不同
在辅助软件中如果变更料盘元件的吸取开始位置和吸取方向,即使是其他公司的机器上用
剩的料盘元件,也能够在 NXT-2 中使用。
辅助软件的设定
请在 [ 机器功能设定 ] 画面上进行料盘单元设定。
1. 在料盘单元吸取顺序设定中,请指定开始位置。
·[ 料盘单元吸取开始位置 ]:选择[右下]、[右上]、[左上]、[左下]中的一个。
备注 )设定值是以料盘方向 0 为基准时的开始位置。
6<66
ᅝ㺙ᮍ
01SYS-0478E
6<66
ᮍᑺ
ᮍᑺ
েϟ
েϞ
ᎺϞ
Ꮊϟ