LsrNXT2.pdf - 第198页
QD142-09 4. 生产 NXT II 系统手册 179 8. 在 Fujitrax 的 生产线构成中设定模 组搬运轨道。 a. 首先,启动 KIT Line Configur ation。请将设置了模组搬运轨道的位置的 [Module Type] 变更 为 [M6-Conveyor ]。 备注 )当 2 台 M3(S) 模组变更为 M6 模组搬运轨道时,将光标对准所显示的对象模组右击后, 执行 [Delete] 减去 1 台模组,…
4. 生产 QD142-09
178 NXT II 系统手册
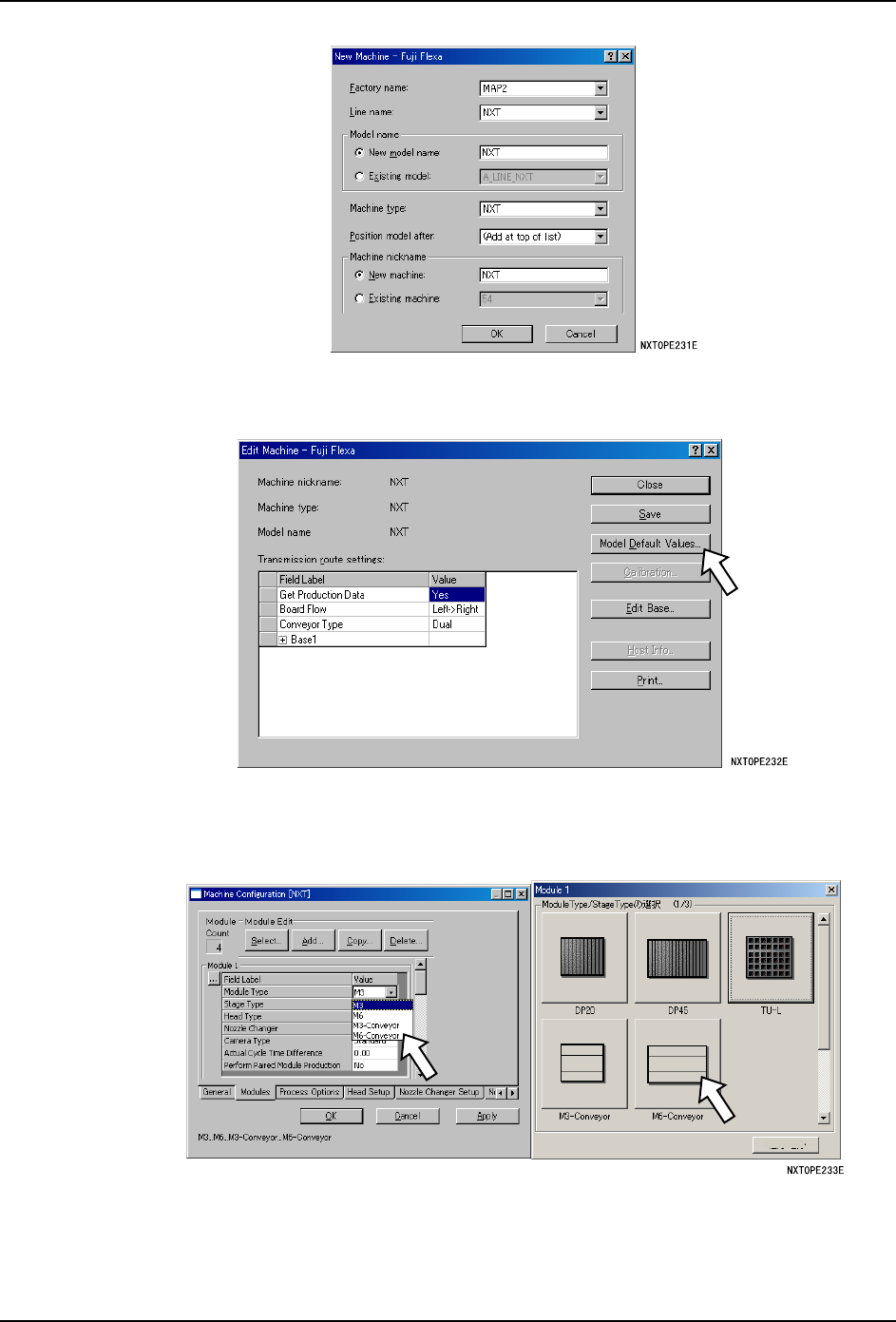
·在 [ 导向器 ] 中选择进行模组搬运轨道设置的机器。接着,请选择 [ 机器编辑 ]-
[ 模型标准值设定 ]。
·请将设置了模组搬运轨道的位置的 [Module Type] 变更为 [M6-Conveyor]。此时,
如果将 2 台 M3-2 模组变更为 M6 模组搬运轨道时,按下 [ 删除 ] 按钮减去 1 台模
组,使之符合实际的模组构成。
Cancel
QD142-09 4. 生产
NXT II 系统手册 179
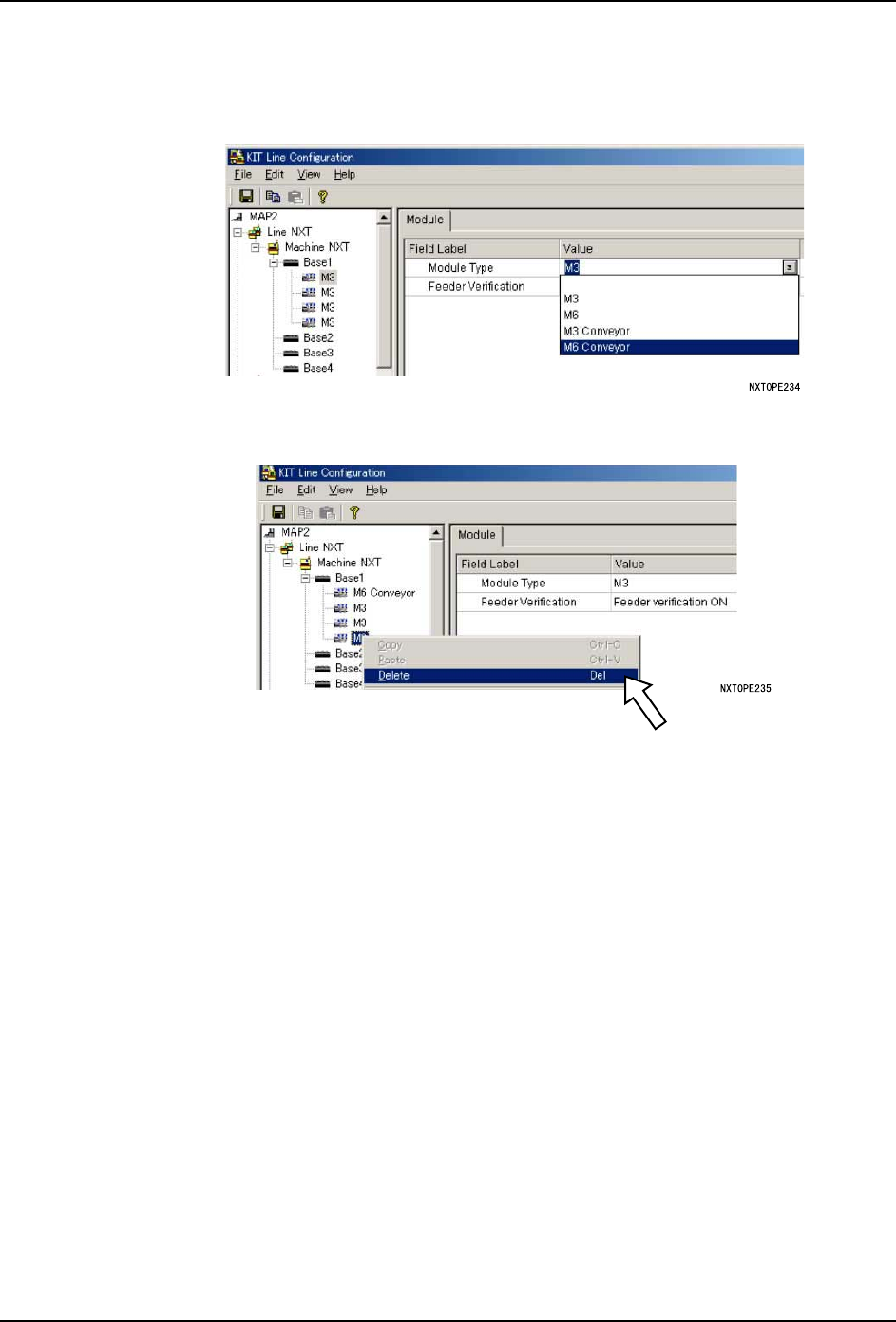
8. 在 Fujitrax 的生产线构成中设定模组搬运轨道。
a. 首先,启动 KIT Line Configuration。请将设置了模组搬运轨道的位置的 [Module
Type] 变更为 [M6-Conveyor]。
备注 )当 2 台 M3(S) 模组变更为 M6 模组搬运轨道时,将光标对准所显示的对象模组右击后,
执行 [Delete] 减去 1 台模组,使之符合实际的模组构成。
b. 变更了设定后,请重新启动 Fuji Central Server 用的电脑。
9. 通过远程操作将模组搬运轨道夹紧在基座上。请启动辅助软件,执行 [ 远程操作 ]-[ 模
组夹紧 ] 指令。
10.请关闭安装了模组搬运轨道的基座的主开关后,重新打开。
4. 生产 QD142-09
180 NXT II 系统手册
11.对照生产线进行 Job 优化。
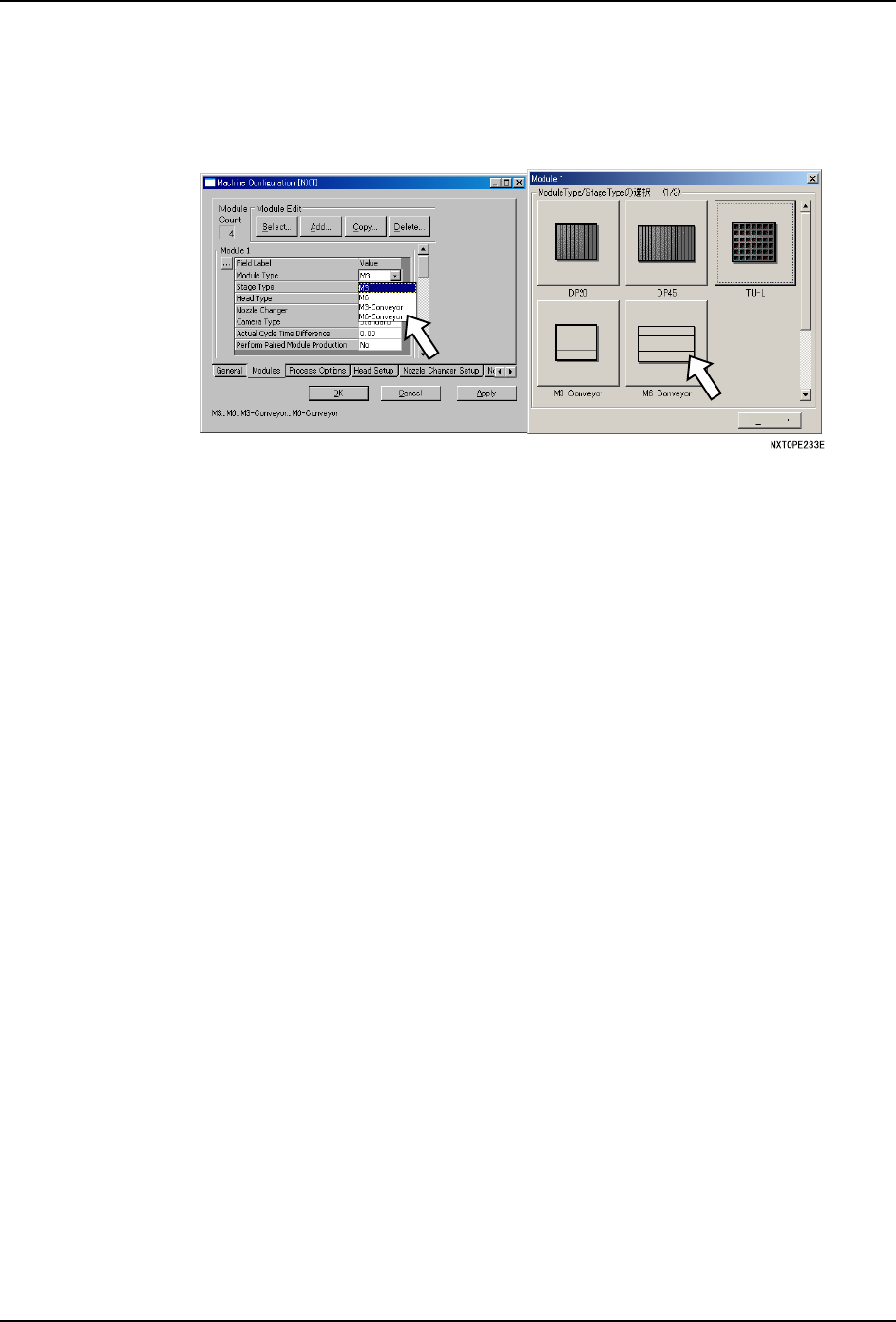
·请将设置了模组搬运轨道的位置的 [Module Type] 变更为 [M6-Conveyor]。此时,
如果将 2 台 M3-2 模组变更为 M6 模组搬运轨道时,按下 [ 删除 ] 按钮减去 1 台模
组,使之符合实际的模组构成。
·如果变更了模组构成,请执行优化。
12.请通过 Fuji Flexa 向机器传输 Job。
13.请调整模组搬运轨道的宽度。调整方法请参照 [NXT 模组搬运轨道使用说明书 ]。
如何从生产线上拆除模组搬运轨道
从生产线上拆除模组搬运轨道时,请按照以下的步骤。
1. 请从 Fuji Flexa 侧删除现生产及次生产的 Job。
2. 请确认模组搬运轨道上没有电路板。
3. 请关闭模组搬运轨道的电源用的电路保护器
4. 通过远程操作松开模组搬运轨道。请启动辅助软件,执行[远程操作]-[模组松开]指令。
备注 )有可能在辅助软件中显示 [6808
:
有无传感器异常 ],但是不是异常,因此请继续作业。
5. 关闭基座的主开关。
Cancel