LsrNXT2.pdf - 第367页
7. 辅助软件 QD142-09 348 NXT II 系统手册 7.4 生产运转状态的显示 单击菜单的 [ 运转监视器 ] 后,显示出 NXT-2 机器的运转状态。 7.4.1 运转监视器的显示项目和含义 在这个画面上, 显示 NXT-2 生产线的主要运转状 态。 在画面上显示的项目和各自的意 义如下所示。 单击 [ 状态 ] 栏下所显示的某一个图标 后,显示出所选择的生产线的趋势 信息。 号码 名称 说明 1 状态 显示出过去 10…
QD142-09 7. 辅助软件
NXT II 系统手册 347
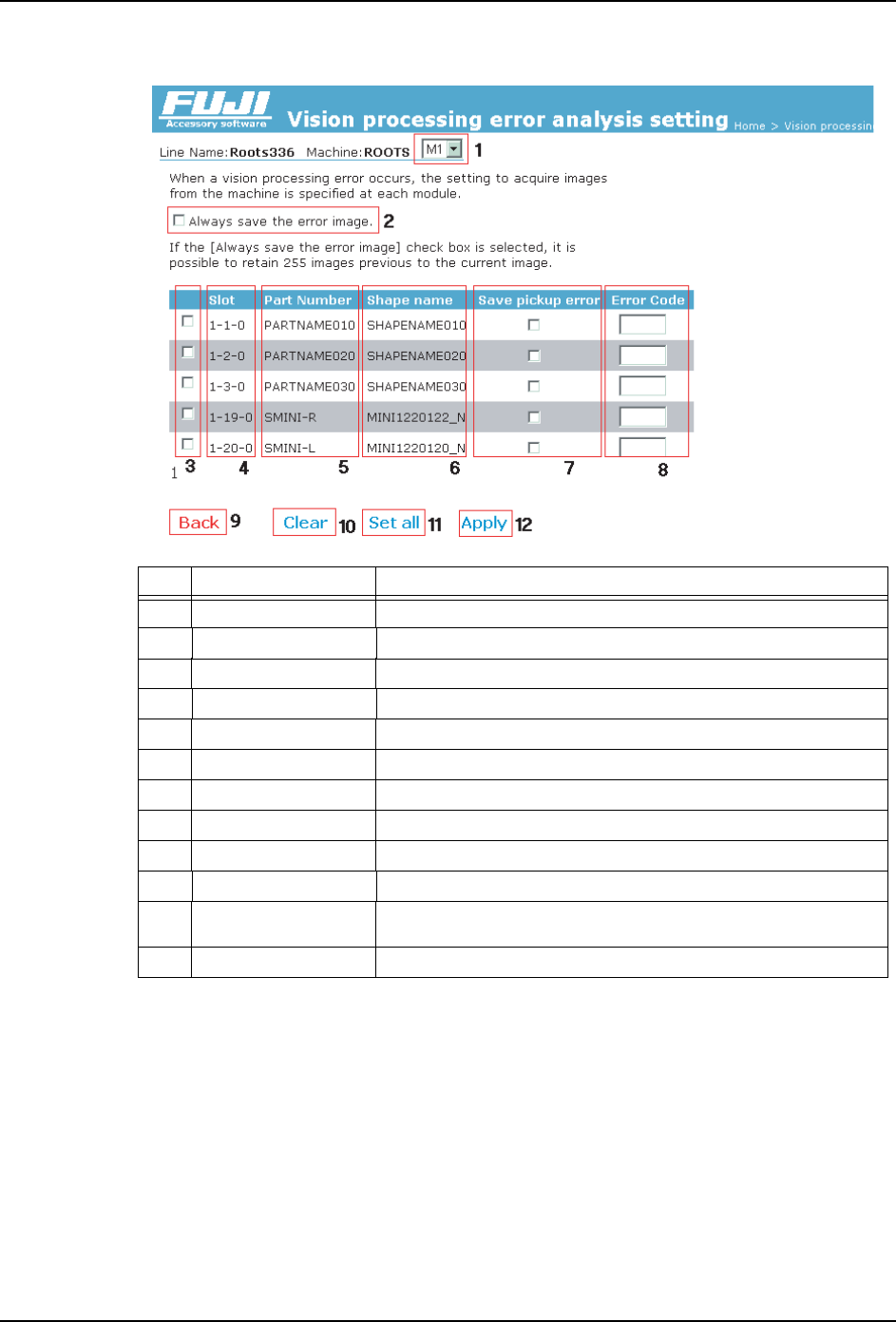
7.3.2 影像处理错误的监视设定
No. 项目 说明
1
模组 选择对象的模组。
2
时刻保存错误影像 选择要监视影像处理错误的料槽。
3
监视检查 想要监视影像处理错误时,进行选择。
4
料槽 显示要取得影像处理错误的料槽。
5
元件号 显示料槽上搭载的元件的元件号。
6
外形名 显示料槽上搭载的元件的外形数据名。
7
吸取失误保存 要取得吸取失误的影像信息时,进行选择。
8
错误编码 发生了所设定的错误编码时,作为影像处理错误保存影像。
9
返回 取消数据的设定,返回到影像处理错误的分析画面。
10
清除 清除所设定的内容。反映给机器时,请单击 [ 应用 ]。
11
成批设定 进行料槽的成批设定。成批设定就是将该模组的全部料槽变成相
同设定。
12
应用 将设定内容反映给机器。
30SYS-0324E
7. 辅助软件 QD142-09
348 NXT II 系统手册
7.4 生产运转状态的显示
单击菜单的 [ 运转监视器 ] 后,显示出 NXT-2 机器的运转状态。
7.4.1 运转监视器的显示项目和含义
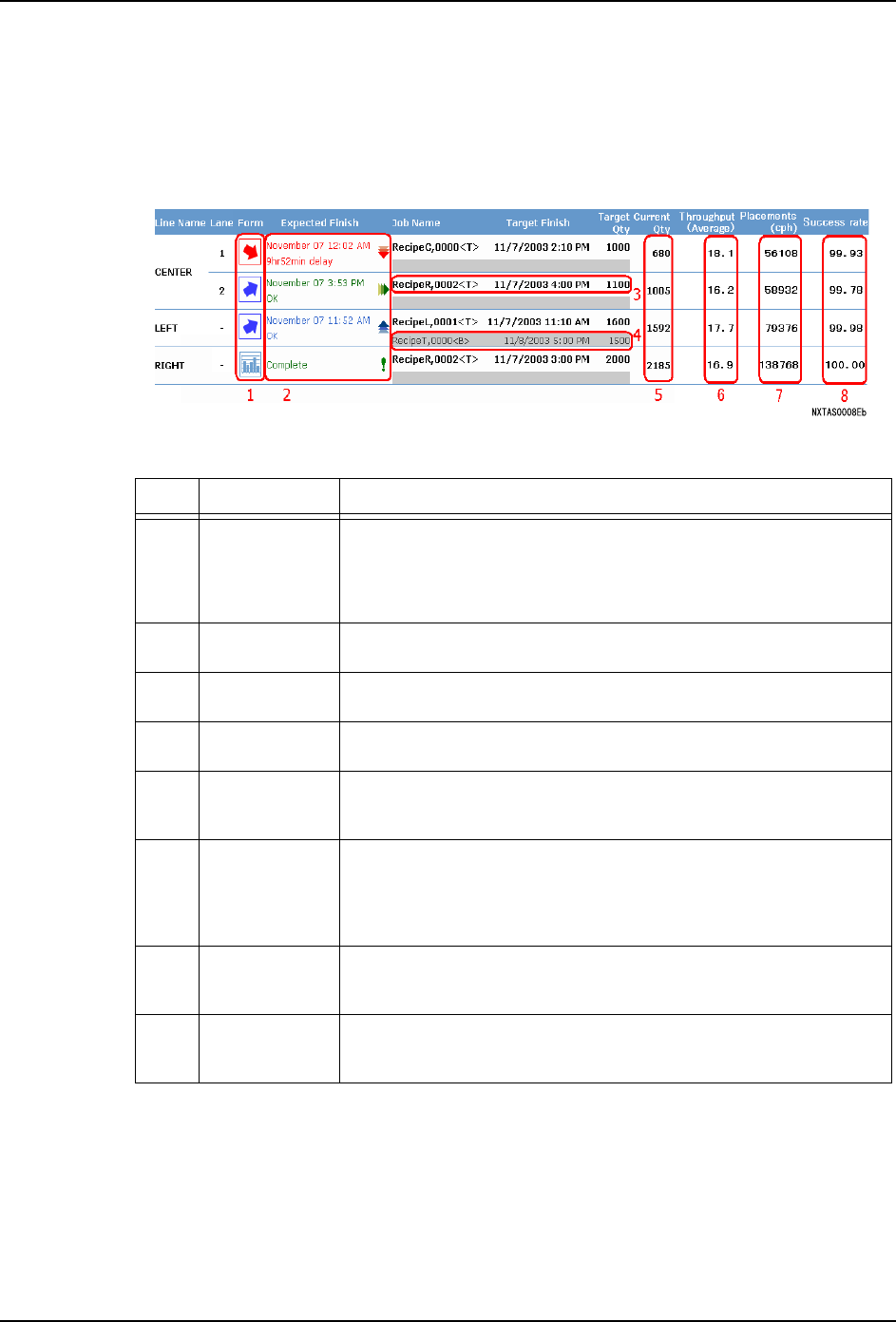
在这个画面上,显示 NXT-2 生产线的主要运转状态。
在画面上显示的项目和各自的意义如下所示。
单击 [ 状态 ] 栏下所显示的某一个图标后,显示出所选择的生产线的趋势信息。
号码 名称 说明
1 状态 显示出过去 10 分种的生产结果是否达到预期的生产。向上箭头
( 蓝 ) 是显示在预定块数以上,横向箭头 ( 绿 ) 显示基本与预
定块数一致,向下箭头 ( 红 ) 显示在预定块数以下。箭头没有
显示而显示图表的图标时,表示没有输入现生产 Job 的生产计
划。
2 预想结束时间 将预想的生产结束时间和从预定开始的延迟时间用红 ( 延迟 )、
绿 ( 未延迟 )、蓝 ( 进行中 ) 显示。
3 Job 名
( 当前生产 )
显示当前正在使用中的 Job 名。
4 Job 名
( 下一生产 )
显示下一生产使用的 Job 名。
5 当前块数 显示到现在为止所生产的电路板块数。
通过运转监视器项目的复位画面,复位 [ 当前块数 ],当前块数
就会被清除。
6 生产能力 显示从统计开始时间到现在的生产能力 ( 生产 1 块电路板所需
时间 )。对于显示方法,能够在运转监视器显示的专用画面上选
择 [ 平均 ]、[ 最大 ]、[ 最小 ]。
统计开始时间是在切换了当前生产时和通过运转监视器复位了
[ 生产能力 ] 时被更新。光标选中时就会显示统计开始时间。
7 送料数 显示从统计开始时间到现在每小时的元件送料数。
统计开始时间是在切换了当前生产时和通过运转监视器复位了
[ 送料数 ] 时被更新。光标选中时就会显示统计开始时间。
8 成功率 显示从统计开始时间到现在的成功率。
统计开始时间是在切换了当前生产时和通过运转监视器复位了
[ 成功率 ] 时被更新。光标选中时就会显示统计开始时间。
QD142-09 7. 辅助软件
NXT II 系统手册 349
7.4.2 生产信息的详细内容
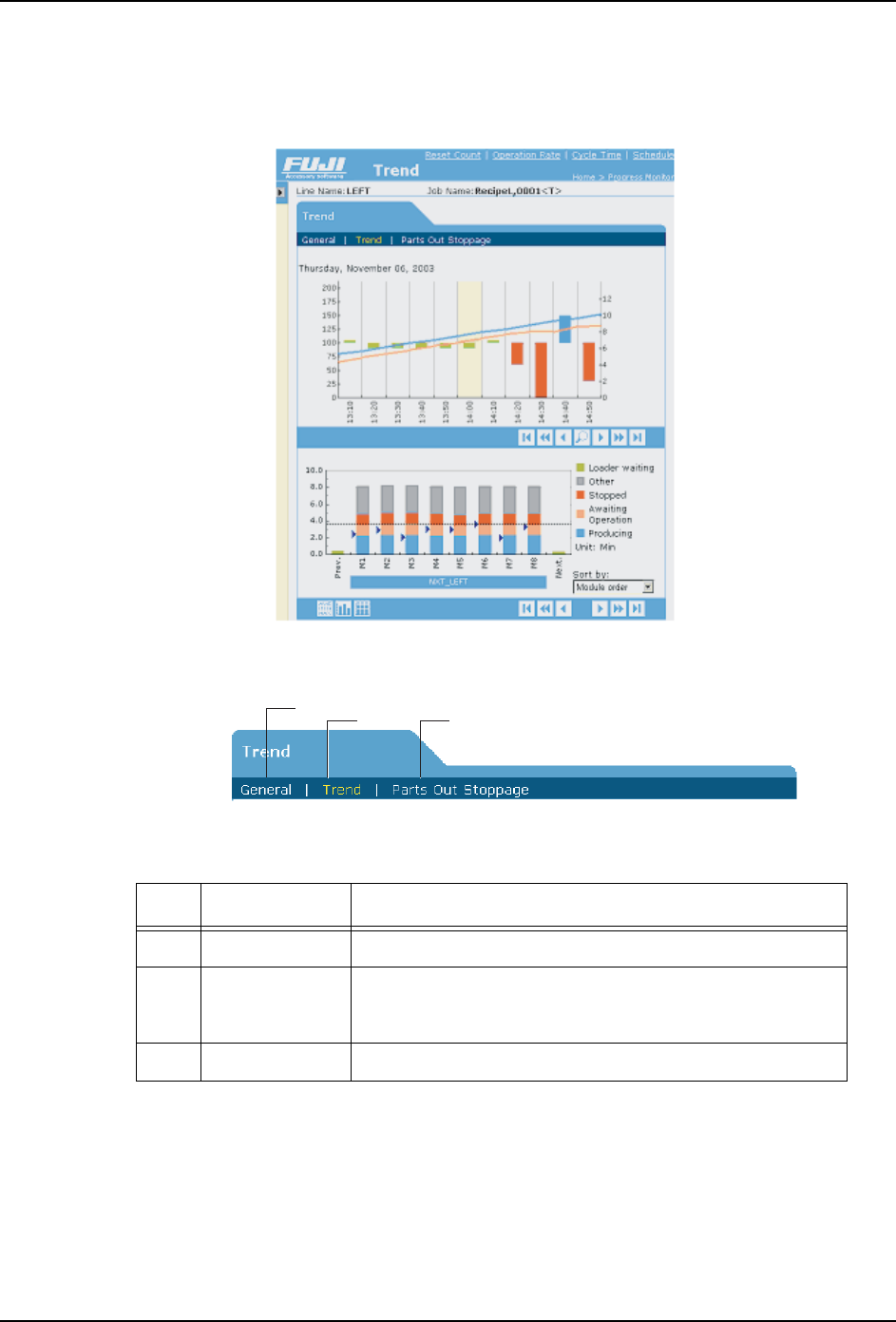
运转监视器可以确认单击有箭头的图标的生产线的过去 24 小时的运转状态。在这个画面上
显示 3 种类的信息。单击 [ 状态 ] 的箭头图标后,显示出所选择的生产线的 [ 趋势 ] 页面。
用蓝色表示当前选择中的信息标记。选择在标题栏下面的深蓝色部分中显示的信息名后,切
换到该项目的信息页面的显示。
为了确认运转状况可以显示以下 3 个信息页面。
号码 名称 说明
1 一般 显示 Job 名、生产线名、计划状态等一般的信息。
2 趋势 是初始画面。在页面上部显示出到现在为止的生产块数
进展图表。在页面下部、显示出在图表上所选择区间的
各个机器 (模组)的信息。
3 料尽停止 以各个时间段显示由于料尽而产生的停止时间。
NXTAS0009E
NXTAS0010E
1
2 3